
Abstract
The gross calorific value of coke is largely controllable. It may be increased by optimizing the following factors: the volatile matter from the batch, the ultimate composition of the batch (taking account of oxidation), its granulometric composition, the packing density of the charge in the coking chamber, the temperature in the heating system, the coking rate, the coking period, the final coking temperature, the quenching method, and the size of the coke pieces.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
The influence of raw materials and production factors on the calorific value of coke was analyzed in [1–5]. It was shown that iron production offers great potential for energy savings and that the processes in blast furnaces and coke production consume very large quantities of energy and carbon.
At the same time, no optional requirements have been imposed on the calorific value of blast-furnace coke produced at coke plants. Accordingly, no well-founded methods of increasing the calorific value of coke exist as yet.
To address this deficiency, we propose methods of regulating the calorific value of coke by correcting the raw materials employed in coking, the batch preparation, the coking conditions, and coke quenching and sorting.
1 BATCH QUALITY
The influence of the rank composition and the batch quality on the gross calorific value of blast-furnace coke was considered in [2]. It was found that the gross calorific value of the coke is greatest in the coking of batch with the following characteristics: Ro = 0.913–0.942; Vdaf = 30.9–31.0%; Cdaf = 83.80–83.83; Hdaf = 5.01–5.02; and \({\text{O}}_{d}^{{{\text{daf}}}}\) = 8.42–8.45.
Note that the petrographic composition of the batch has no significant influence on the gross calorific value of blast-furnace coke.
This suggests that it is best to use batch with the maximum content of bituminous (Zh) coal consistent with cokability of the batch and coke quality, so as to maximize the fluidity of the plastic mass. This is confirmed by the finding that the coke structure is most ordered in coking coal of moderate metamorphic development [6–9].
The influence of the volatile matter Vdaf for the batch on the calorific value of blast-furnace coke merits further study. Tables 1–Tables 4 present the properties and composition of the coal concentrates employed in coke production at Azovstal Iron and Steel Works. Such coal samples are not oxidized.
To determine the influence of the volatile matter, we consider three batches with different content of gas-group coal (Table 5): 22% in batch 1; 20% in batch 2; and 18% in batch 3. Tables 6 and 7 present the composition and characteristics of the resulting batches.
Variation in the batch’s content of gas-group coal affects the volatile matter, which is 30.6% for batch 1, 30.0% for batch 2, and 29.7% for batch 3. At the same time, the carbon content increases from 86.34% (batch 1) to 86.93% (batch 3), while the oxygen content falls from 5.50 to 5.01%.
Table 8 presents the characteristics of the coke produced from batches 1–3 in a UKhIN 5-kg laboratory furnace. With decrease in the content of gas-group coal, the gross calorific value of blast-furnace coke falls from 33.12 to 32.37 MJ/kg. The gross calorific value of blast-furnace coke is plotted against the volatile matter in the batch in Fig. 1. Increase in the volatile matter in the batch leads to increase in the gross calorific value of the coke. The corresponding mathematical formula is

Dependence of the gross calorific value of the coke produced on the volatile matter for the batch.
The gross calorific value \(Q_{s}^{{{\text{daf}}}}\) of the coke is a maximum for the batch with Vdaf = 30.5%. Note that this is close to the value Vdaf = 30.9–31.0% obtained earlier for maximum \(Q_{s}^{{{\text{daf}}}}\).
Combining the results of the two series of experiments, we find that \(Q_{s}^{{{\text{daf}}}}\) is greatest when Vdaf = 30.5–31.0%.
2 DURATION OF COAL STORAGE
Prolonged storage of the coal used in coking batch may increase the gross calorific value of blast-furnace coke, as shown in [3]. In particular, storage for eleven months increases \(Q_{s}^{{{\text{daf}}}}\) from 32.72 to 33.31 MJ/kg. In Figs. 2–4, the gross calorific value of blast-furnace coke is plotted against the content of the basic elements in the organic mass of the coal batch (indicating the degree of dynamic oxidation). The corresponding mathematical formulas are presented in Table 9.

Influence of carbon content on the calorific value of the coke.

Influence of hydrogen content on the calorific value of the coke.

Influence of oxygen content on the calorific value of the coke.
On that basis, we may conclude that the dependence of the gross calorific value of blast-furnace coke on the content of key batch components is sigmoid. That is typical of the oxidation of coal with different degrees of metamorphic development [10–14].
Overall, with decrease in carbon content from 86.87 to 84.60% and hydrogen from 5.33 to 4.92% in the coal batch and with increase in oxygen content from 5.13 to 7.83%, the gross calorific value of blast-furnace coke produced increases from 32.72 to 33.32 MJ/kg. Breaking that down, we obtain the following results.
1. With 1% decrease in carbon content of the batch, the gross calorific value increases by 0.26 MJ/kg, on average.
2. With 1% decrease in hydrogen content of the batch, the gross calorific value increases by 1.46 MJ/kg, on average.
3. With 1% increase in oxygen content of the batch, the gross calorific value increases by 0.22 MJ/kg, on average.
These results are confirmed theoretically by applying the fundamental law of thermochemistry to the oxidation and coking of coal and the blast-furnace use of coke [3].
3 PACKING DENSITY OF BATCH
With increase in packing density of the coal batch from 800 to 1150 kg/m3, other conditions remaining unchanged, the gross calorific value of blast-furnace coke increases by 0.05–0.12 MJ/kg. In other words, increase in packing density by 100 kg/m3 raises the gross calorific value by 0.01–0.03 MJ/kg.
4 GRANULOMETRIC COMPOSITION OF THE BATCH
Table 10 presents the composition of the coal batch used to determine the influence of crushing of the batch on the gross calorific value of the blast-furnace coke produced. Tables 1–4 summarize the characteristics of the coal concentrates.
Tables 11–13 present the properties, composition, and granulometric composition of batch with different content of the 0–3 mm class. This composition corresponds approximately to batch 3 in Table 5. In particular, the content of gas-group coal is 22% in both cases. The content of the 0–3 mm class (Table 13) varies from 77 to 83%. In batch 5, it is 80%.
Table 14 presents the yield and characteristics of coke samples produced from batches 4–6 in a UKhIN 5-kg laboratory furnace. The ash content and sulfur content are practically the same in all three cases. That indicates compliance with the specified composition and rank composition in batch preparation. The moderate volatile matter confirms that the coke has a relatively ordered structure.
In Figure 5, we show the influence of crushing of the coal batch (the total content of the 0–3 mm class) on the gross calorific value of blast-furnace coke. We find that increase in content of the 0–3 mm class from 77 to 83% lowers the gross calorific value from 32.24 to 32.20 MJ/kg. In mathematical terms

Dependence of the gross calorific value of blast-furnace coke on the crushing of the coal batch (the total content of the 0–3 mm class),
The coefficients in Eq. (3) show that, with 1% increase in the content of the 0–3 mm class, the gross calorific value of the blast-furnace coke falls by 0.0067 MJ/kg.
5 COKING CONDITIONS
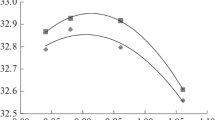
Of coke batteries 1, 3, and 4 at Azovstal Iron and Steel Works, the coke produced in battery 1 has the highest calorific value, according to research in [4]. That is associated with the coking conditions (Fig. 6).

Dependence of the gross calorific value of blast-furnace coke on its mean diameter for coke batteries 1 (1) and 3 and 4 (2).
The blast-furnace coke from battery 1 has a somewhat less ordered structure than that from batteries 3 and 4, according to [4]. This is indicated by the higher volatile matter (1.0–2.3 as against 0.5–1.4%) and lower actual density (1.830–1.885 g/cm3, as against 1.917–1.960 g/cm3).
The relative immaturity of the coke from battery 1 leads to higher hydrogen content in its organic mass. The calorific value of hydrogen is higher than that of carbon, which is the main active component of the coke. Therefore, the calorific value of the coke declines somewhat as its structure becomes more ordered.
We may say that, with increase in mean coke diameter by 1 mm within the range 5–90 mm, the calorific value declines by 0.009–0.013 MJ/kg.
The opposite behavior is observed for dry quenched coke: increase in size class of the coke increases its gross calorific value. In Figs. 7 and 8, we show the influence of the mean coke diameter on its gross calorific value, according to the results in [5].

Dependence of the gross calorific value of blast-furnace coke on its mean diameter: CS, coke shop.

Dependence of the gross calorific value of blast-furnace coke on its mean diameter.
The key finding here is that, in dry quenching, small size classes of the coke undergo greater temperature stabilization, since they are heated most rapidly, and therefore their structural ordering is greater. This is confirmed by the ultimate composition of different size classes in coke from battery 9 at ChAO AKKhZ with 100% dry quenching (Table 15): the hydrogen content is greatest (0.52%) in the >25 mm class.
As follows from Fig. 7, increase in mean coke diameter by 1 mm within the range 5–62.5% is associated with increase in its calorific value by 0.004–0.008 MJ/kg.
5.1 Final Coking Temperature
In a UKhIN 5-kg laboratory furnace, the batch whose composition and properties are given in Tables 10–13 is coked to 850, 950, and 1050°C (Table 16). The standard coking period, corresponding to final coking temperature tfin = 950°C is 180 min. The coking period is 150 min when tfin = 850°C and 300 min when tfin = 1050°C. The content of the 0–3 mm class in the batch is 100%.
Table 17 presents the characteristics of the coke produced with these tfin values.
The ash and sulfur content is practically the same in each case. That indicates compliance with the specified composition and rank composition in batch preparation. The moderate volatile matter confirms that the coke has a relatively ordered structure.
Increase in the final coking temperature from 850 to 1050°C lowers the gross calorific value from 33.12 to 32.38 MJ/kg.
In Figure 9, we plot the gross calorific value of the coke against the final coking temperature.

Dependence of the gross calorific value of blast-furnace coke on the final coking temperature.
The corresponding mathematical equation is
We see that increase in the final coking temperature decreases the gross calorific value of the coke.
Analysis of Eq. (6) indicates that 10°C increase in the final coking temperature decreases the gross calorific value by 0.037 MJ/kg, on average.
6 QUENCHING METHOD
The calorific value of the coke produced is shown as a function of the proportion of dry-quenched coke in Fig. 10. The corresponding mathematical equations are presented in Table 18.

Dependence of the gross calorific value of blast-furnace coke on the content of dry-quenched coke, for different size classes (mm).
We see that 1% increase in the content of dry-quenched coke increases the calorific value of different size classes by 0.0056–0.0087 MJ/kg.
7 MULTIFACTORIAL ASSESSMENT
A method of calculating the weighted mean net calorific value of coke has been developed at the Ukrainian State Coal-Chemistry Institute (UKhIN) [15]. This method is based on experimental data for the calorific value of commercial coke classes produced at Ukrainian plants [16]. Correspondingly, the following formula may be used to predict the gross calorific value of the combustible mass in blast furnace coke (in SI units, MJ/kg)
here Vdaf is the volatile mater from the combustible mass in the batch, %; tA is the mean temperature in the control heating channels, °C; b is the width of the coking chamber, mm; and τ is the coking period, h.
It follows from Eq. (10) that 1% increase in the volatile matter decreases the gross calorific value of the coke by 5.53 kJ/kg, on average. In our view, that may be interpreted in terms of the fundamental law of thermochemistry, which, in turn, is a consequence of a fundamental law of nature, energy conservation, as applied to thermochemical processes [3]. According to this law, the thermochemical processes that occur in coking may be attributed to the internal energy of the coal loaded in the coke oven: its chemical energy, indirectly characterized by the calorific value; and its physical energy, characterized by the enthalpy.
Any deficiency of the internal energy is compensated by energy from outside: the thermal energy produced by the combustion of coke oven gas or blast-furnace gas in the heating system of the coke ovens. The energy produced is consumed in thermochemical processes of destruction and synthesis within the organic mass of the fuel on coking. Excess internal energy is removed from the coke oven with the internal energy of the products. Increase in the volatile matter leads to a greater quantity of gaseous products and increase in their enthalpy, which forms part of the heat of vaporization of these products. Accordingly, the internal energy of the coke produced is decreased. Since the final coking temperature is within a fixed range (1000–1100°C), the internal physical energy (enthalpy) of the coke hardly changes [17]. Hence, we note decrease in the internal chemical energy of the coke, which is indirectly characterized by the calorific value.
It is evident from Eq. (10) that 10°C increase in the mean temperature in the control heating channels is associated with decrease in the gross calorific value of the coke by 8.4 kJ/kg. This may be explained as follows (analogously to our discussion of the coking conditions in section 5): increase in temperature in the heating system permits the production of stronger coke characterized by a more ordered structure and lower reactivity. However, such coke has lower hydrogen content in the organic mass. That is associated with decrease in the gross calorific value, since hydrogen is the component of the organic mass with the highest calorific value.
The third term in Eq. (10) includes a ratio corresponding to the coking rate
This fundamental parameter largely determines the temperature required in the control heating channels and most of the other coking parameters that depend on that temperature. In physical terms, the coking rate is the velocity of opposing motion of the plastic layers in the coking chamber [18].
Increase in v permits increase in the final coking temperature and more profound polycondensation, with the liberation of low-molecular compounds containing hydrogen (H2O, NH3, and, to a lesser extent, CH4). As a result, the hydrogen content in the coke falls and correspondingly (since hydrogen is the component with the highest calorific value) the calorific value of the coke decreases by 15.7 kJ/kg on average with increase in the coking rate by 1 mm/h.
With change in the coking rate and period, the temperature in the control heating channels must be corrected: the temperature is decreased by 15–30°C with increase in the period by 1 h and is increased correspondingly with decrease in the period by 1 h [19]. As already shown, decrease in the temperature increases the calorific value. This is consistent with the influence of the coking rate: with increase in the period by 1 h, the calorific value of the coke may be increased by 26 kJ/kg.
Table 19 shows the influence of various production factors on the gross calorific value of blast-furnace coke.
It is evident from Table 19 that the gross calorific value of blast-furnace coke is largely controllable. It may be increased by optimization of the following factors: the volatile matter from the batch, its ultimate composition (taking account of oxidation), its granulometric composition, the packing density of the charge in the coking chamber, the temperature in the heating system, the coking rate, the coking period, the final coking temperature, the quenching method, and the size of the coke pieces.
REFERENCES
Miroshnichenko, I.V., Miroshnichenko, D.V., Shulga, I.V., et al., Calorific value of coke. 1. Prediction, Coke Chem., 2019, vol. 62, no. 4, pp. 143–149.
Miroshnichenko, I.V., Miroshnichenko, D.V., Shulga, I.V., and Balaeva, Y.S., Calorific value of coke. 2. Influence of the packing density of the coal batch, Coke Chem., 2019, vol. 62, no. 6, pp. 234–239.
Miroshnichenko, I.V., Miroshnichenko, D.V., Shulga, I.V., and Balaeva, Y.S., Calorific value of coke. 3. Influence of coal storage, Coke Chem., 2019, vol. 62, no. 12, pp. 556–564.
Miroshnichenko, I.V., Miroshnichenko, D.V., Shulga, I.V., Balaeva, Y.S., and Tsigankov, A.V., Calorific value of coke. 4. Size distribution, Coke Chem., 2020, vol. 63, no. 3, pp. 120–125.
Miroshnichenko, I.V., Miroshnichenko, D.V., Shulga, I.V., and Balaeva, Y.S., Calorific value of coke 5. Quenching method, Coke Chem., 2020, vol. 63, no. 4, pp. 177–182.
Miroshnichenko, D.V., Desna, N.A., and Ulanovskiy, M.L., Oxidation of coal in industrial conditions. 1. Kinetics of natural oxidation, Coke Chem., 2014, vol. 57, no. 7, pp. 276–283.
Miroshnichenko, D.V., Drozdnik, I.D., Kaftan, Yu.S., et al., Kinetic characteristics of coal oxidation, Coke Chem., 2012, vol. 55, no. 3, pp. 87–96.
Miroshnichenko, D.V., Kaftan, Yu.S., Desna, N.A., and Sytnik, A.V., Oxidation of bituminous coal. 1. Expansion pressure, Coke Chem., 2015, vol. 58, no. 10, pp. 376–381.
Miroshnichenko, D.V., Desna, N.A., and Kaftan, Yu.S., Oxidation of coal in industrial conditions. 2. Modification of the plastic and viscous properties on oxidation, Coke Chem., 2014, vol. 57, no. 10, pp. 375–380.
Miroshnichenko, D.V., Desna, N.A., and Kaftan, Yu.S., Oxidation of coal in industrial conditions. 4. Coal temperature in heap storage, Coke Chem., 2015, vol. 58, no. 2, pp. 43–48.
Sklyar, M.G., Fiziko-khimicheskie osnovy spekaniya uglei (Physical-Chemical Basis of Coal Sintering), Moscow: Metallurgiya, 1984.
Sklyar, M.G., Soldatenko, E.M., and Valters, N.A., Influence of pressure on the structure and properties of various cokes, Koks Khim., 1981, no. 11, pp. 11–15.
Sklyar, M.G., Soldatenko, E.M., and Valters, N.A., The phenomenon of intrastructural plasticization in coal, Koks Khim., 1984, no. 2, pp. 2–6.
Valters, N.A., Formation of the fine structure of coke depending on the properties of coal in the plastic state, Extended Abstract of Cand. Sci. (Eng.) Dissertation, Kharkov, 1980.
Shulga, I.V., Miroshnichenko, D.V., and Balaeva, Ya.S., Metodika rozrakhunkovogo viznachennya seredn’ozvazhenikh pokaznikiv teplotvornoi zdatnosti koksokhimichnoi produktsii (Calculation Method of the Average Indices of the Net Calorific Value of Coke Products), Kharkov: Uglekhim. Inst., 2017.
Drozdnik, I.D., Shulga, I.V., Miroshnichenko, D.V., et al., Evaluation of calorific value of commercial classes of coke, Uglekhim. Zh., 2010, nos. 5–6, pp. 22–26.
PTE-2017. Pravila tekhnicheskoi ekspluatatsii koksokhimicheskikh predpriyatii. Utverzhdennyi prikazom UNPA “Ukrkoks no. 20 ot 29.12.2017” (PTE-2017. Rules of Technical Operation of Coke Chemical Enterprises: Approved by the Order of UNPA Ukrkoks No. 20 of December 29, 2017), Kharkov: Giprokoks, 2018.
Spravochnik koksokhimika. Tom 2. Proizvodstvo koksa (Handbook of Coke Chemist, Vol. 2: Coke Production), 3rd ed., Kharkov: Inzhek, 2014, pp. 13–42.
Filatov, Yu.V., Kovlaev, E.T., Shulga, I.V., et al., Teoriya i praktika proizvodstva i primeneniya domennogo koksa uluchshennogo kachestva (Theory and Practice of Production and Use of Blast Furnace Coke of the Best Quality), Kyiv: Naukova Dumka, 2011.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by B. Gilbert
About this article

Cite this article
Miroshnichenko, I.V., Miroshnichenko, D.V. & Shulga, I.V. Calorific Value of Coke 6. Increasing the Calorific Value. Coke Chem. 63, 378–388 (2020). https://doi.org/10.3103/S1068364X20080062
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068364X20080062