
Abstract
Using the reactive DC magnetron sputtering of two separate single-element Ti and Pb targets, a TiN–Pb composite coating was deposited onto a substrate made of VT6 titanium alloy. The studies are carried out on currents on the Pb cathode of 0.2 and 0.1 A and two fixed values of the argon flow rate of 6.0 or 8.5 cm3/min, as well as the flow rate of nitrogen supplied to the chamber varying from experiment to experiment. The composition of the coatings is determined by energy dispersive analysis. It is shown that the amount of lead in the coatings ranges from 0.5 to 16%, depending on the current on the Pb cathode and reactive gas consumption N. The microhardness and wear of the coatings are determined for each deposition mode. Depending on the ratio of argon and nitrogen fluxes, the thickness of the coatings varies from 1.9 to 5.2 μm. The effect of the deposition parameters of magnetron TiN–Pb coatings on the structure and phase composition is investigated by the X-ray diffraction method. It is shown that, at a current value of 0.2 on the Pb cathode, the coating consists of Pb and PbO and, at a current of 0.1 A, it consists of TiN, Pb, and PbO, while an increase in the ratio of argon and nitrogen fluxes leads to an increase in the fraction of TiN, the intensity of surface saturation, titanium substrate with nitrogen, microhardness, and wear resistance. Under all deposition conditions, the TiN coating is characterized by a typical texture (111), the intensity of which varies nonmonotonically.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Titanium and its alloys are widely used in the aerospace, automotive, shipbuilding, and medical industries, as well as elsewhere, due to their high-performance attributes such as mechanical strength (which is retained at elevated temperatures), strength-to-weight ratio, corrosion resistance, heat resistance, and other useful properties. However, the main limitation of the use of Ti alloys is their low tribological characteristics [1, 2]—frictional wear resistance and fretting fatigue [3–5].
To eliminate or reduce these disadvantages, various types of surface treatment are used, including laser treatment [1, 6], plasma electrolytic oxidation [2], and the application of various types of coatings. A large number of solid lubricating coatings (for example, TiN, CrN, etc.), including composite ones (such as TiSiN/TiAlN [7], Ag–TiN [3], etc.), which significantly increase the wear resistance of titanium alloys, have been investigated. However, it was not possible to provide the entire set of required characteristics with the help of these coatings. Therefore, work on creating solid lubricating coatings (SLCs) is being carried out very intensively.
To improve the tribological properties of SLCs, compositions consisting of a hard matrix and a soft lubricant are used [8]. Currently, a whole series of such coatings has been investigated, in which transition metal nitrides are a solid matrix, and Cu, Ag, MoS2, In, Pb, etc., are used as lubricants. Composite coatings with soft lubrication of Cu [9, 10] and Ag [3] have been studied in most detail, and they are mainly ternary nitrides. In [11], lead was used together with titanium in the formation of a composite Pb–TiMoS2 coating.
Various technologies are used to apply SLCs. The constantly improving methods of magnetron sputtering, which make it possible to obtain coatings with high strength and density, as well as the ability to control their structure, are undoubtedly promising for industrial applications. Ion-assisted deposition is especially effective for these purposes, as well as to ensure the adhesion of the coating to the substrate. Ion bombardment of a growing coating is carried out in a wide range of ion energies: from tens of eV to tens of keV [12–17], depending on the problems to be solved, and is a very powerful tool in surface engineering.
Numerous studies of the structural state of ion-plasma coatings (both magnetron and vacuum-arc) have shown [18–22] that practically any changes in the energy parameters of deposition and the composition of coatings lead to changes in their phase composition, the dispersion of structural elements, crystallographic texture, and residual macrostresses. A significant effect on the structure and phase composition of nitride coatings deposited with magnetrons is exerted by the ratio of the argon and nitrogen flow rates [23, 24].
In this work, we investigated the structure and properties of TiN–Pb composite coatings deposited on a VT6 titanium alloy by sputtering monoelement (Ti and Pb) cathodes of two separate magnetrons and studied the effect of the ratio of argon and nitrogen flow rates on the structure, chemical and phase compositions, thickness, microhardness and wear resistance of coatings. For the process with the maximum value of this ratio, deposition was carried out with ion assistance.
MATERIALS AND METHODS
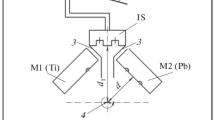
Figure 1 shows the scheme used in this work for the process of reactive magnetron sputtering of two separate monoelement cathodes (titanium grade VT1‑0 and lead with a purity of 99.5%). Extended planar magnetrons with both targets 273 × 112 × 10 mm were placed vertically in the camera at target-to-substrate distances of d = 100 mm and target–ion source d1 = 160 mm at an angle of 90° to each other and 45° to the substrate. To reduce the possible transfer of sputtered atoms from one magnetron to another, 304 steel shields were installed next to them. The size of the part of the screen parallel to the vertical axis (see Fig. 1) is 55 mm; i.e., the screens only partly separate the magnetrons. Ar and N gases were fed into the vacuum chamber through an ion source.

Spraying scheme (top view): M1 and M2 are magnetrons, AI is the ion source, d = 100 mm, and d1= 160 mm.
The coatings were sprayed onto specimens with a size of ∅25 × 3 mm made of titanium alloy VT6. Before that, they were cleaned in an ultrasonic bath in gasoline and isopropyl alcohol for 10 min. Then the sample was placed in the chamber on a rotating holder; it was evacuated by diffusion and rotary pumps to a residual pressure of Rcool = 9 × 10–4 Pa with the trap being cooled with liquid nitrogen, after which Ar was admitted to a pressure PAr = 5 Pa and the surface of the chamber walls and the intrachamber equipment were cleaned with a glow discharge. Then the chamber was reevacuated to a pressure of 7 × 10–4 Pa and for 20 min the grounded substrate was cleaned with Ar ions+ with energy E ∼ 1.0 keV using an extended ion source with an anode layer at a pressure PAr = 5 × 10–2 Pa and average ion current density j = 2 mA/cm2.
After cleaning the substrate, the ion source was turned off, the holder with the sample was rotated at a rate of 2 rpm, and the Ti sublayer was deposited at PAr = 1.2 × 10–1 Pa for 20 min. Then, maintaining an approximately constant Ar flow into the chamber at either 6.0 or 8.5 cm3/min and varying the flow rate of nitrogen supplied to the chamber from experiment to experiment, a TiN sublayer was sprayed for 10 min and a TiN–Pb coating for 720 min at the process parameters indicated in Table 1.
The coating was applied on sample no. 8 with ion assisted pressure \({{P}_{{{\text{Ar}} + {{{\text{N}}}_{{\text{2}}}}}}}\) = 0.19 Pa. Both magnetrons operated in the current stabilization mode at discharge currents ITi = 3.5 A and IPb = 0.1 or 0.2 A.
The study of the elemental composition of the obtained coatings was carried out on an EVO-40 scanning electron microscope (Carl Zeiss, Germany) with an attachment for energy dispersive analysis (EDS) INCA Oxford Instruments (Great Britain).
The thickness of the coatings was measured by the interferometric method using a step formed on a reference sample using a MicroXAM-100 3D noncontact profilometer (United States).
Microhardness HV was determined on a Micromet 5101 microhardness tester (Buehler, United States) according to GOST RISO 6507-1–2007 at a load of 0.49 N.
Tribological tests of the samples were carried out on a friction machine under fretting conditions. A sphere/plane scheme was used as a model contact. In this case, samples with coatings served as the plane (see Table 1), and a ∅12.6-mm ball made of ShKh-15 steel was used as the sphere. The test conditions for the friction pair were as follows:
D = 60 μm, relative movement of bodies;
f = 20 Hz, displacement frequency;
Fn = 1 N, normal force in contact;
n = 5 × 10–4, number of cycles of friction;
Environment: laboratory atmosphere.
Damage spots were inspected and wear profiles of coatings were measured using an Olympus LEXT OLS 5000 confocal microscope (Japan).
X-ray phase analysis was performed on a DRON-4 X-ray diffractometer in filtered CuKα radiation with a wavelength λWed = 1.54178 Å. The texture was estimated by the method of inverse pole figures (IPF) on a diffractometer in CuKα radiation. Normalized pole densities (Phkl) for each of the m poles (hkl) on the IPF were determined from the ratio of the integral intensities of the reflections of the textured (\(I_{{hkl}}^{{{\text{text}}}}\)) and textureless (\(I_{{hkl}}^{{{\text{stand}}}}\)) standards:
RESULTS AND DISCUSSION
The structure, phase composition, and properties of magnetron TiN–Pb coatings were studied depending on the ratio of argon and nitrogen flow rates \({{{{Q}_{{{\text{Ar}}}}}} \mathord{\left/ {\vphantom {{{{Q}_{{{\text{Ar}}}}}} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}} \right. \kern-0em} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}\). Figure 2 shows the diffraction patterns of coatings applied according to the modes indicated in the table; these data indicate that the phase composition of the coatings is determined by the current at the Pb cathode (the current at the Ti cathode is 3.5 A for all samples), as well as by the values of argon fluxes and nitrogen. At a discharge current at the Pb cathode of 0.2 A (Fig. 2a), the coating is characterized by the absence of TiN and the presence of reflections from Pb and PbO, while the diffraction from Pb indicates that it is present in the form of crystalline and amorphous components and diffraction from PbO is present together with Pb in the range of angles 2θ ~ 25°–33° in the form of a halo specific to the amorphous structure (Fig. 2b).

Diffraction patterns of magnetron TiN–Pb coatings on titanium. (a) Sample 1 (VTiN/VPb + PbO = 0), (b) sample 3 (0.7), (c) sample 6 (0.55), and (d) sample 8 (>10); S indicates substrate.
With an increase in the ratio of argon and nitrogen fluxes (see Figs. 2b, 2c), there is an increase in the content of TiN in the coating, as is evidenced by an increase in its volume fraction with respect to Pb + PbO (see table and Fig. 3). At \({{{{Q}_{{{\text{Ar}}}}}} \mathord{\left/ {\vphantom {{{{Q}_{{{\text{Ar}}}}}} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}} \right. \kern-0em} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}\)= 4.3 (see Fig. 2, G) there are no Pb and PbO reflections in the X-ray diffraction pattern. Taking into account the sensitivity of the diffraction pattern, we estimated the ratio of the fractions VTiN/VPb + PbO > 10.

Dependence of the ratio of the volume fractions of TiN and Pb + PbO in magnetron TiN–Pb coatings on the parameters of the deposition process (see Table 1).
The ratio of the volume fractions of TiN and Pb + PbO was determined by the ratio of the integral intensities of the corresponding reflections. It should be borne in mind that this is a qualitative assessment that does not take into account the factors of the intensity of phase reflections; however, for a comparative analysis, we think this assumption is correct. It can be seen in Fig. 3 that the tendency of an increase in the proportion of the nitride phase with a decrease in the nitrogen flow works only for a certain value of the argon flow. Nevertheless, this trend has proven to be quite productive. In addition to the presence of a correlation with this parameter of the quantitative phase composition of the coating, the microhardness also correlates with it (Fig. 4a), which increases with decreasing nitrogen flow, as well as wear resistance, which decreases at the same time (Fig. 4b).

Microhardness dependence (a) and volumetric wear (b) magnetron. TiN–Pb coatings on the parameters of the spraying process (see Table 1).
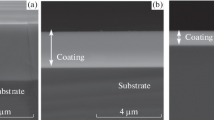
It should be noted that the thickness (h) of coatings varies within a wide range from 2 to 5 μm (see Table 1) and affects the measured values of microhardness. In addition, for some deposition modes, there is a significant increase in the lattice parameter (c) substrates made of titanium alloy VT6. As a rule, its increase is observed during the formation of an interstitial solid solution based on a hexagonal α-Ti lattice and indicates that, along with the formation of a multiphase coating, a nitriding process occurs, which can lead to a significant increase in the microhardness of the thin coating and the subsurface layer of the substrate.
It is known that nitriding of titanium using ion-plasma processes occurs at significantly lower temperatures when compared to the thermal diffusion process [25]; however, these temperatures (500–600°C) are much higher than the magnetron sputtering temperatures.
Nitriding for samples 1–7 can occur by trapping gas by the substrate [26], as well as by implanting nitrogen recoil atoms when they are bombarded on the substrate by sputtered heavy lead atoms with an average energy of about 30 eV [27] and, for sample 8, direct nitrogen implantation with E ≤ 1 keV. However, the above tendency of an increase in the proportion of the nitride phase with a decrease in the nitrogen flow for sample 8 was not affected by the implantation, which can be caused by the specifics of the operation of the ion source with the anode layer at elevated pressure.
This nitriding effect is of interest in and of itself and requires a special study, since the development of ion nitriding technology for titanium is very important, especially if it is combined with the coating process.
Figure 5 shows the values of the pole density of the (111) reflection for various conditions of coating deposition. The choice of this particular reflection is due to the fact that the overwhelming majority of ion-plasma coatings are characterized by this very texture, and usually the columnar structure of these coatings and suboptimal properties are associated with it. To explain its dominance, in [28], a criterion for the selection of texture components in the case of nonequilibrium formation of a coating was proposed, based on the preference under these conditions of crystallites with the (111) orientation, which is characterized by isotropy of Young’s modulus in the plane of this texture component.

Pole densities of the texture reflection (111) of titanium nitride for different conditions of deposition of composite TiN–Pb coatings.
Much attention is paid to the study of texture formation in PVD coatings [21]. This is primarily due to the fact that the texture is sensitive to the mechanism of coating formation, and its change indicates a significant change in this mechanism. In our case, this is fully manifested, since, with the exception of sample 1, in which TiN is completely absent, for the rest of the coatings there is a clear correlation between wear resistance and the TiN texture. A decrease in wear resistance at high values of the ratio of flows of argon and nitrogen (3.5 and 4.3) (Fig. 4b) is accompanied by a sharp increase in the texture component (111) (Fig. 5).
It should also be noted that TiN is characterized by “negative” elastic anisotropy, at which in the normal (111) plane in the \(\left\langle {111} \right\rangle \) direction, Young’s modulus is the smallest (418 GPa), while its maximum value in the \(\left\langle {001} \right\rangle \) direction is 558 GPa [29]. Therefore, in the \(\left\langle {111} \right\rangle \) direction, the interatomic bond forces are minimal, which can directly affect the wear resistance.
CONCLUSIONS
The effect of magnetron deposition conditions on the formation of the phase composition and texture, as well as on the microhardness and wear resistance of composite TiN–Pb coatings, is studied. It is shown that the phase composition of the coatings is determined by the current on the Pb cathode, as well as by the ratio of argon and nitrogen fluxes. At current IPb = 0.2 A, the coating is characterized by the presence of Pb and PbO in a mixed amorphous-crystalline form and, at IPb = 0.1 A, the coating contains TiN, the proportion of which practically does not change with the ratio \({{{{Q}_{{{\text{Ar}}}}}} \mathord{\left/ {\vphantom {{{{Q}_{{{\text{Ar}}}}}} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}} \right. \kern-0em} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}\) = 1–2 and sharply increases with its increase to 3.6; with a value of 4.3, the phases containing lead are completely absent.
The values of the ratio of flows of argon and nitrogen in the range from 1 to 2 correspond to the maximum values of the microhardness and wear resistance of the coatings. Reduced wear resistance at high values \({{{{Q}_{{{\text{Ar}}}}}} \mathord{\left/ {\vphantom {{{{Q}_{{{\text{Ar}}}}}} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}} \right. \kern-0em} {{{Q}_{{{{{\text{N}}}_{{\text{2}}}}}}}}}\) = 3.5–4.3 is accompanied by a sharp increase in the texture component (111) of the TiN phase, which indicates the presence of a correlation between wear resistance and the texture of the coating.
REFERENCES
Ananth, M.P. and Ramesh, R., Sliding wear characteristics of solid lubricant coating on titanium alloy surface modified by laser texturing and ternary hard coatings, Trans. Nonferrous Met. Soc. China, 2017, vol. 27, no. 4, pp. 839−847.
Ceschini, L., Lanzoni, E., Martini, C., Prandstraller, D., and Sambogna, G., Comparison of dry sliding friction and wear of Ti6Al4V alloy treated by plasma electrolytic oxidation and PVD coating, Wear, 2008, vol. 264, nos. 1–2, pp. 86–95.
Du, D., Liu, D., Zhang, X., and Tang, J., Fretting fatigue behaviors and surface integrity of Ag-TiN soft solid lubricating films on titanium alloy, Appl. Surf. Sci., 2019, vol. 488, pp. 269–276.
Basseville, S. and Cailletaud, G., An evaluation of the competition between wear and crack initiation in fretting conditions for Ti-6Al-4V alloy, Wear, 2015, vols. 328–329, pp. 443–455.
Amanov, A., Cho, I., Kim, D., and Pyun, Y., Fretting wear and friction reduction of CP titanium and Ti-6Al-4V alloy by ultrasonic nanocrystalline surface modification, Surf. Coat. Technol., 2012, vol. 8, pp. 135–142.
Zhou, Z.-Y., Liu, X.-B., Zhuang, S.-G., Yang, X.-H., Wang, M., and Sun, C.-F., Preparation and high temperature tribological properties of laser in-situ synthesized self-lubricating composite coatings containing metal sulfides on Ti6Al4V alloy, Appl. Surf. Sci., 2019, vol. 481, pp. 209–218.
Kowalski, S. and Cygnar, M., The application of TiSiN/TiAlN coatings in the mitigation of fretting wear in push fit joints, Wear, 2019, vols. 426–427, part A, pp. 725–734.
Muratore, C. and Voevodin, A.A., Chameleon coatings: Adaptive surfaces to reduce friction and wear in extreme environments, Annu. Rev. Mater. Res., 2009, vol. 39, pp. 297–324.
Lia, Z.G., Miyake, S., Kumagai, M., Saito, H., and Muramatsu, Y., Hard nanocomposite Ti–Cu–N films prepared by d.c. reactive magnetron co-sputtering, Surf. Coat. Technol., 2004, vol. 183, pp. 62−68.
Wei, C.B., Tian, X.B., Yang, Y., Yang, S.Q., Fu, R.K.Y., and Chu, P.K., Microstructure and tribological properties of Cu–Zn/TiN multilayers fabricated by dual magnetron sputtering, Surf. Coat. Technol., 2007, vol. 202, no. 1, pp. 189–193.
Ren, S., Li, H., Cui, M., Wang, L., and Pu, J., Functional regulation of Pb–Ti/MoS2 composite coatings for environmentally adaptive solid lubrication, Appl. Surf. Sci., 2017, vol. 401, pp. 362–372.
Qasim, A.M., Ali, F., Wu, H., Fu, R.K.Y., Xiao, S., Li, Y., Wu, Z., and Chu, P.K., Effects of ion flux density and energy on the composition of TiNx thin films prepared by magnetron sputtering with an anode layer ion source, Surf. Coat. Technol., 2019, vol. 365, pp. 58–64.
Tian, L., Zhu, X., Tang, B., Pan, J., and He, J., Microstructure and mechanical properties of Cr-N coatings by ion-beam-assisted magnetron sputtering, Mater. Sci. Eng., A, 2008, vols. 483–484, pp. 751–754.
Yokota, K., Tamura, S., Nakamura, K., Horiguchi, M., Nakaiwa, H., Sugimoto, T., Akamatsu, K., and Nakao, K., Dependence of film thickness on nitrogen ion energy and substrate temperature for titanium nitride films on stainless steel using an ion beam assisted deposition technique, Nucl. Instrum. Methods Phys. Res., Sect. B, 2000, vols. 166–167, pp. 82−86.
Škorić, B., Kakaš, D., Bibic, N., and Rakita, M., Microstructural studies of TiN coatings prepared by PVD and IBAD, Surf. Sci., 2004, vols. 566–568, pp. 40–44.
Vera, E. and Wolf, G.K., Optimization of TiN-IBAD coatings for wear reduction and corrosion protection, Nucl. Instrum. Methods Phys. Res., Sect. B, 1999, vol. 148, nos. 1–4, pp. 917–924.
Sawase, T., Yoshida, K., Taira, Y., Kamada, K., Atsuta, M., and Baba, K., Abrasion resistance of titanium nitride coatings formed on titanium by ion-beam-assisted deposition, J. Oral Rehabil., 2005, vol. 32, no. 2, pp. 151–157.
Oua, Y.X., Wang, H.Q., Liao, B., Lei, M.K., and Ouyang, X.P., Tribological behaviors in air and seawater of CrN/TiN superlattice coatings irradiated by high-intensity pulsed ion beam, Ceram. Int., 2019, vol. 45, pp. 24405–24412.
Liang, H., Thickness dependent microstructural and electrical properties of TiN thin films prepared by DC reactive magnetron sputtering, Ceram. Int., 2016, vol. 42, pp. 2641–2647.
Abdelrahman, M.M., Study of plasma and ion beam sputtering processes, J. Phys. Sci. Appl., 2015, vol. 5, no. 2, pp. 128−142.
Betsofen, S.Ya., Petrov, L.M., Lozovan, A.A., Lenkovets, A.S., Grushin, I.A., and Lebedev, M.A., Effect of bias voltage on texture formation in TiN, ZrN, Ta, Nb and W coatings, J. Phys.: Conf. Ser., 2020, vol. 1713, no. 1, p. 012010.
Betsofen, S.Ya., Plikhunov, V.V., Petrov, L.M., and Bannykh, I.O., Investigation of the phase composition and structure of multicomponent vacuum ion-plasma coatings (Ti,Nb,Me)N and (Zr,Nb)N(C) depending on their chemical composition and technology parameters, Aviats. Prom-st., 2007, no. 4, pp. 9–15.
Arshi, N., Lu, J., Joo, Y.K., Lee, C.G., Yoon, J.H., and Ahmed, F., Study on structural, morphological and electrical properties of sputtered titanium nitride films under different argon gas flow, Mater. Chem. Phys., 2012, vol. 134, nos. 2–3, pp. 839–844.
Zhang, S., Yan, F., Yang, Y., Yan, M., Zhang, Y., Guo, J., and Li, H., Effects of sputtering gas on microstructure and tribological properties of titanium nitride films, Appl. Surf. Sci., 2019, vol. 488, pp. 61–69.
Il’in, A.A., Betsofen, S.Ya., Skvortsova, S.V., Petrov, L.M., and Bannykh, I.O. Structural aspects of ion nitriding of titanium alloys, Russ. Metall. (Engl. Transl.), 2002, vol. 2002, no. 3, pp. 209–217.
Petrov, I., Hultman, L., Sundgren, J.E., and Greene, J.E., Polycrystalline TiN films deposited by reactive bias magnetron sputtering: Effects of ion bombardment on resputtering rates, film composition, and microstructure, J. Vac. Sci. Technol., A, 1992, vol. 10, pp. 265–272.
Somekh, R.E., The thermalization of energetic atoms during the sputtering process, J. Vac. Sci. Technol., A, 1984, vol. 2, pp. 1285–1291.
Betsofen, S.Ya., Ashmarin, A.A., Petrov, L.M., Grushin, I.A., and Lebedev, M.A., Influence of the parameters of the ion-plasma process on the texture and properties of TiN and ZrN coatings, Deform. Razrushenie Mater., 2021, no. 4, pp. 2–9.
Saerens, A., Van Houtte, P., Meert, B., and Quaeyhaegens, C., Assessment of different X-ray stress measuring techniques for thin titanium nitride coatings, J. Appl. Crystallogr., 2000, vol. 33, pp. 312–322.
Funding
This work was carried out as part of State Task of the Ministry of Education and Science of Russia no. FSFF-2020-0014.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflict of interest.
About this article

Cite this article
Lozovan, A.A., Betsofen, S.Y., Lyakhovetskiy, M.A. et al. Structure and Properties of TiN–Pb Composite Coatings Deposited on VT6 Alloy Magneton Sputtering DC. Russ. J. Non-ferrous Metals 62, 554–560 (2021). https://doi.org/10.3103/S1067821221050072
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1067821221050072