
Abstract
The results of long-term work of the group of authors on the problem of the direct reduction of heavy nonferrous metals directly from sulfide compounds contained in concentrates (lead) and metallurgical products (copper, nickel)—white matte and copper and nickel concentrates—from the separation of a converter matte are summarized. The preparation of materials for the reduction and the reduction process itself include the conversion of metal sulfides into oxygen compounds (oxidizing and sintering roasting) with the reduction of metals with carbon-containing reagents (coal and СО), as well as the reduction of copper and, partly, lead from oxide melts with sulfides. Sulfides conversion and reduction operations are associated with the release of sulfur- and carbon-containing compounds (SO2, SO3, CO, and CO2) and, consequently, with the need to capture and utilize gaseous and solid products. A fundamentally new process of the direct reduction of metals from sulfides using their own sulfide sulfur as a reducing agent is proposed. The reducing process occurs through the possible formation of short-circuited electrode pairs in the 2Mez+–zS–2 system due to the donor–acceptor interactions, primarily π binding. The process can be successful occurrence upon the removal of the products (product) of the electrochemical reaction, in particular, S0. Caustic soda is proposed as a reagent. Using the example of the above production materials, the possibility of reducing the metals is shown at temperatures of 550–700°C with the achievement of their deep extraction (more than 99%). The product of sulfide sulfur oxidation, elemental sulfur, reacts with the melt of caustic soda and accumulates in the form of nonvolatile sodium compounds in it.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
The technologies for the production of heavy nonferrous metals are based primarily on the use of sulfide raw materials. After mechanical preparation (breaking and disintegration), they undergo enrichment at 8- to 10-fold reduction of the yield of the target product, containing 10–70% of extracted metals. The concentrates are subjected to the metallurgical conversion of a sulfide phase to obtain matte and two intermediate products, a gas phase containing sulfur and sulfur dioxide, and a condensed phase—a slag accumulating primarily iron silicates. The concentrated matte is converted to decompose sulfides and form oxygen counterparts, as well as a gaseous phase, containing sulfur oxides [1–7]. The subsequent metallization involves carbon and its monoxide [1, 8–10]. In the metallurgy of copper and partly of lead, sulfide sulfur is used as a reducing agent under conditions of incomplete oxidation of corresponding sulfides [11–13]. The reduction is performed at T = 1200–1450°С with the formation of a molten metal, slag, and gaseous intermediate products (sulfur and carbon oxides).
The purpose of the study is to develop the process of heavy-metal reduction that occurs at low temperatures without the formation of gaseous substances and conventional slags and excludes conversion of sulfides, as well as the use of carbon-containing and hydrocarbon materials.
THEORETICAL FRAMEWORK
The metal reduction theory developed by А.А. Baikov confirms the decisive impact of high temperatures (950–1450°С) on metal deposition [14]. Large energy consumption under conditions of large-scale production facilities leads to significant heat losses. The capture and processing of gaseous products are characterized by low efficiency and are of tremendous environmental hazard.
This work presents a qualitatively new approach to solving the problem of obtaining metal phases directly from sulfides using its own sulfide sulfur as a reducing agent under conditions that are acceptable for technological implementation, with the accumulation of a liquid-condensed sulfur-containing product (sodium sulfate). The processes occur in the temperature interval of 550–700°С.
In the context of modern ion-covalent notions of the nature of forces involved in the formation of a substance, metal sulfides are compounds of oppositely charged particles formed due to a set of electrostatic and covalent bonding. In this case, ion–ion interactions are referred to long-range orders. In turn, covalent (donor–acceptor) interactions are related to the redistribution of electrons from a metal ion to a ligand (σ interaction) and from a ligand to a metal (π interaction), followed by the formation of molecular orbitals, i.e., associations of short-distance orders.
This type of bonding can be responsible for the occurrence of redox processes when the ions of a metal and a ligand are considered a short-circuited electrode pair in internal electrolysis. Here, the metal ion acts as a cathode and the ligand ion as an anode. Under certain conditions, the excessive negative polarization of the metal ion and the positive polarization of the ligand may liquidate after the appearance of uncharged metal and sulfur. This electrochemical system operates when the closed-circuited electrode pair of sulfides is immersed into the liquid or gaseous medium, which provides the chemical bonding of the products (in this case, elemental sulfur). The prerequisite for such internal electrolysis to occur is the significant difference in electron–donor and electron–acceptor possibilities of the interacting partners. It is known that a sulfide sulfur is a pronounced reducing agent [15]. A sodium hydroxide, which provides for reactions of elemental sulfur disproportionation, is suggested as a medium for the process to occur [16].
The reduction of a metal from a sulfide is described by the equation
The most probable reaction of elemental sulfur disproportionation in the alkaline medium is
In the range of temperatures 298–1273 K, ΔG of the reaction varies from –58.4 to –124 kJ/g atom of sulfur, which indicates the potential of this.
Taking into account the reactions of metallization (1) and elemental sulfur disproportionation in the alkaline medium (2), the process is described by the equation
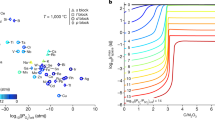
Table 1 presents the results of calculating a thermodynamic probability of metal reduction in a broad temperature interval using an HSC Chemistry 9.8 software package [17], which confirmed the feasibility of reactions according to scheme (3), starting from 598–873 K. The increase in the S2–/Мe2+ ratio in the compound contributes to the increase in the probability of reaction occurrence.
LABORATORY PROCEDURE
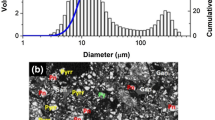
The laboratory studies were performed in accordance with the procedure in [18]. In fact, we studied the possibility of transformations in the MeS–NaOH system in the temperature interval of 400–700°С, i.e., when the metallic sulfide is represented by a solid and the processing medium (caustic soda) is in a molten state (the melting temperature of NaOH is ~322°C) [19]. The products of the processes studied include the molten metal (lead) and solid disperse particles (copper, nickel, and cobalt). The solid components of the system were subjected to elemental and phase analyses. The elemental analysis of the deposit composition was carried out by an X-ray spectral method using a Shimadzu XRF-1800 sequential X-ray fluorescent spectrometer (Japan). The phase composition of the solid products was studied by a Shimadzu XRD-6000 spectrometer (Japan) (the study of CuKα, monochromator) in the following mode: the range from 5 to 70 by scale 2, a step of 0.03, scanning speed of 1.5°/min. The X-ray diffraction analysis was performed under the program of XRD analysis Information Retrieval System [16] using the database of XRD standards of PDF2 minerals for identifying the phases and quantity XRD (QXRD) by the multireflection technique of “corundum particles” [20, 21].
In the aqueous leach solutions of melts, the contents of alkali, sulfide, and sulfate sulfur were controlled (NaOH by titration, sulfur in oxidation degrees S6+, and S2– by the deposition of barium sulfate and copper sulfide, respectively, based on the procedures presented in [22]).
DISCUSSION
Reduction of lead. It was established during the reduction of lead from reactive sulfides and galenas of the different deposits that 550–650°С is the optimal range of the temperatures providing effective metallization and lens formation. The reduction stage is fast and does not exceed 5–10 min of the phase contact in the system, consisting of a sulfide solid material and alkali flux. The massive metal is formed for 35–40 min at a mas ratio of caustic soda and initial lead sulfide equal to 3. The significant consumption of the alkali is caused by the increased viscosity of the alkali flux as the mass involved in the NaOH process decreases.
The high viscosity of the flux impedes the segregation of the particles and the formation of a “lens.” A decrease in the mass ratio to 1.5–2.0 leads to the acquisition of a homogeneously metallized alkali flux in the practical absence of an originating new metal phase regardless of the duration of system stirring. The increase in alkali consumption to the above mass ratio contributes to the significant increase in the rate of the formation of an easily separated melt of lead. The total duration of the operation is 45–50 min at a speed of stirring by an agitator of 150 rpm.
The viscous alkali fluxes may be obtained due to their accumulation of a superfine metal component (colloidal melts) and to the change in the properties of melts because of the increasing concentration of sulfur-containing components, such as sodium sulfates and sulfides. Upon a 2-fold excess of the alkali (with respect to the PbS mass), the content of colloidal lead in the system reaches 61.2 wt %, Na2S 16.5%, and Na2SO4 12%.
It was established experimentally that, during the reduction of 1 g of lead, 0.4 g of caustic soda is spent. At a mass ratio of NaOH : PbS = 3, as a result of the reduction of 99.3 g of lead, the content of NaOH in the flux decreases by 39 g (39% of the reduced metal weight), i.e., equals 261 g. When lead is extracted to “the lens” at a level of 99.8%, the alkaline flux contains 28 g (10.5%) of Na2S and 17 g (6.5%) of Na2SO4, which is in agreement with the stoichiometric calculations.
The activity of reducing lead from the production concentrates is different. It decreases in the order Dukatskii–Dal’negorskii–Gorevskii. The latter can be governed by the phenomena of surface “armoring” of the galena grains involved in the reactions. It is found that metallization of lead at the level of 99% is reached at a temperature of 600–650°С and a 3-fold excess of the alkali with respect to the concentrate and the duration of stirring for 50–60 min (100 rpm).
When the mineral concentrates, including Gorevskii, are involved in the process, a three-phase system is formed: a molten metal–a cake–an alkali flux. The components that do not interact with the alkali under the conditions studied transit to the cake. The alkali flux accumulates sodium sulfide and sodium sulfate. The secondary use of the alkali flux in the reduction process with a new weighed quantity of a sulfide concentrate is related to a significant decrease in lead extraction (to 93–94%), which is determined by the increase in its ductility. However, 20 wt % of the alkali flux can be used a second time.
The lead alloy reduced from the Gorevskii concentrate is characterized by high plasticity at the content of concomitant components <0.3–0.5% (the main ones are bismuth and copper). As for the cake from flux leaching, its yield was 20–22% of the concentrate mass (at a content of FeO and SiO2 equal to 70 and 20–25%, respectively).
Before the reduction, the wetted batch was sintered with the alkali (the consumption of 50–70%) at T = 100–350°С with subsequently adding the cake to the NaOH melt (650°С). After the deposition was completed, the system was settled for 10–15 min; then, the lead and 80% of alkali flux were poured successively into the molds.
Reduction of copper. The experiments on copper reduction were carried out on synthetic sulfide containing, %, 10.3–11.0 of Cu2S, 10–11 of CuS, 49–50 of Cu9S5, and 29–30 of Cu7S4. The total concentrations of copper and sulfur in the material were 78.5 and 21.4%, respectively.
It was established that the content of metal copper and its oxides increases in the temperature range of 350–550°С. At t = 550°С, the influence of phase contact duration on the metal copper yield was studied. When the duration changed (the stirring speed of 100 rpm) from 5 min to 3.5 h, the content of metal copper decreased from 80 to 14% and the quantity of oxide compounds increased from 9–10 to 60%. Under conditions of a short phase contact, the cake contained up to 11% of chalcocite. In general, the temperature exerts a positive effect on the transformations at a 2‑fold excess of alkali with respect to the mass of the sulfide material. The rise in the reduction temperature to 650–700°С contributed to the growing yield of the metal phase from 90 to 98% at a yield of an oxide phase not exceeding 3%.
The elemental composition of white matte, a semiproduct of converting copper matte, includes, %, 66.08 of Cu, 8.6 of Ni, 0.035 of Co, 3.5 of Fe, and 21.8 of S. The phase composition is, %, 82.7 of Cu2S, 5.5 of (Fe, Ni)9S8, and 11.8 of Ni3S2. After 60-min contact with alkali (the mass ratio of alkali : concentrate = 3 : 1) and at a temperature of 550°С, the reduced solid product contains 53% of Cu, 4.7% of CuO, and 5.6% of NiO. In this case, chalcocite (26.8%) and tenorite (6%) coexist. After stirring for 180 min, the copper content increases to 77% (Fig. 1) in the substantial presence of sulfides (15%); i.e., after 3-h contact between the material and the alkali, the residual content of sulfides almost does not change. Accordingly, it was assumed that white matte contains extremely stable forms of sulfides that can be decomposed in the presence of an oxidizing agent. Industrial oxygen consumed in the amount of 4–5% from the sulfur mass in the material (2 g of О2 per 100 g of white matte) provides for the oxidation of the whole sulfide sulfur to sulfate sulfur and the extraction of copper to the metal phase at the level of 99%. The product obtained at a temperature of 520°С contains, %, 91.5 of Cu, 1.13 of CuO, 0.97 of Cu2O, 2.34 of (Cu0.2Ni0.8)O, and 4 of Ni3Fe.

Fragment of X-ray diffraction pattern of cake obtained after 180-min contact of white matte with alkali. Phase composition, %: 77.2 of Cu, 2.21 of CuO, 3.78 of NiO, 13.1 of Cu2S, 2.18 of CuFeS2, and 0.86 of Cu2O.
The kinetic studies showed that, at a 3-fold excess of the alkali with respect to white matte, a deep reduction of copper (99%) occurs after 30–35 min at a temperature of 520–550°С and a stirring speed of 100 rpm. The chemical losses of the alkali are 55% of the copper mass in white matte, which does not contradict the calculated data obtained in accordance with the concepts of chemistry.
The elemental composition of the copper concentrate of white matte separation is, %, 60.7 of Cu, 8.36 of Ni, 0.3 of Co, 5.9 of Fe, and 24.8 of S; the phase composition is, %, 57.9 of Cu2S, 9.94 of CuFeS2, 9.66 of Cu7S4, 5.0 of CuS, 11.4 of Ni3S2, FeS2 of 6.1, and 0.46 of CoS—it differs insignificantly from the composition of white matte. For this material, we also analyzed the feasibility of copper metallization under conditions that were similar to the experiments with white matte. It is shown that, at t = 550°С, the mass ratio of alkali : concentrate equal to 3 : 1, the amount of introduced oxygen corresponding to 5% of the sulfur mass in the concentrate, and the agitator speed of 100 rpm, the deposits can contain 82% of metal copper. In addition to copper, there are oxides of metals and up to 1.5% of copper sulfides (Cu5FeS4). The increase in the stirring duration to 50 min led to the increase in the content of metallic copper to 90% in the absence of sulfides (Fig. 2).

Fragment of X-ray diffraction pattern of deposit after the reduction of copper from the concentrate of white matte separation at T = 550°С for 50 min. Phase composition, %: 90 of Cu, 2.2 of Cu2O, 3.2 of CuO, and 4.7 of Fe3O4.
Reduction of nickel. The experiments on direct reduction of nickel in the system under study were carried out using a Ni rich concentrate obtained in the flotation separation of white matte. It contains, %, 69.9 of Ni, 1.18 of Cu, 0.51 of Co, 2.52 of Fe, and 25.9 of S. Nickel in the concentrate is represented by heazlewoodite (97%) and, the rest of the nickel, by petlandite. Based on the previous experiments on the metallization of lead and copper from the corresponding products, the feasibility of nickel metallization from raw materials in the temperature interval from 350 to 700°С was tested. Under conditions of a 3-fold excess of the alkali with respect to the concentrate mass and duration for 10 min (100 rpm), nickel metallization begins at t = 450°С (Table 2). The content of metallic nickel was 0.87%. At t = 700°С, the content of the metal phase reaches 98%. It is established that, in contrast to the temperature, the duration of the operation does not have an impact on the change in the composition of the deposits. The reduction processes are completed within 15–20 min.
To determine the influence of the composition of nickel sulfides on the efficiency of metal reduction, we used a nickel concentrate obtained at the Talnakh Processing Plant, which contained primarily petlandite (87.5%) and disulfide (5.9%). The experiments were carried out at T = 650 and 700°С. It follows from Table 3 that the phase composition of the reduction products changes significantly. Upon an increase in temperature, the content of metallic nickel, as well as of ferronickel and oxide associations of nickel with iron, increases naturally. The chemical losses of the alkali per 1 unit of mass of reduced nickel are equal to 0.62–0.65 g/g.
The behavior of cobalt, represented by sulfide, was controlled in the studies. The analogy with the behavior of nickel is shown. The conclusion is made about the efficiency of using the process for reduction of cobalt.
CONCLUSIONS
(1) The modern reduction processes in the production of heavy nonferrous metals are characterized by energy consumption and environmental hazard, which indicates the necessity of developing new approaches to solving the problem.
(2) A variant of reduction of metals from sulfide compounds with its own sulfide sulfur by internal electrolysis in alkaline media was proposed.
(3) A thermodynamic estimation of the reactions providing metallization directly from sulfides accompanied by the acquisition of metal phases and condensed compounds of sulfur in the alkaline medium was performed.
(4) The preliminary experiments established the feasibility of metal reduction in the temperature range of 550–700°С without adding a reducing agent.
(5) The reduction of metals from sulfide compounds is characterized by strong dilution of the system that employs 300% of NaOH of the processed material mass. The consumption of the alkali for the chemical reactions (loss of reagent) varies from 0.4 to 0.65 g per 1 g of the reduced metal with respect to the mineralogical composition of the material being processed.
(6) The reached metallization amounts to about 99% and slightly depends on the mineralogical composition of the concentrates being processed.
REFERENCES
Dutta, S.K. and Lodhari, D.R., Extraction of Nuclear and Non-Ferrous Metals, Topics in Mining, Metallurgy and Materials Engineering, Singapore: Springer, 2018. https://doi.org/10.1007/978-981-10-5172-2
Kapusta, J.P.T., JOM World nonferrous smelters survey. Part I. Copper, JOM, 2004, vol. 56, no. 7, pp. 21–27. https://doi.org/10.1007/s11837-004-0086-6
Chekushin, V.S., Oleinikova, N.V., and Shubakova, M.A., Modern processes of copper concentration from mineral raw materials, Russ. Metall. (Engl. Transl.), 2015, vol. 2015, no. 13, pp. 1069–1075. https://doi.org/10.1134/S0036029515130029
Warner, A.E.M., Diaz, C.M., Dalvi, A.D., Mackey, P.J., and Tarasov, A.V., JOM World nonferrous smelter survey. Part III. Nickel: Laterite, JOM, 2006, vol. 58, no. 4, pp. 11–20. https://doi.org/10.1007/s11837-006-0209-3
Warner, A.E.M., Díaz, C.M., Dalvi, A.D., Mackey, P.J., Tarasov, A.V., and Jones, R.T., JOM World nonferrous smelter survey. Part IV. Nickel: Sulfide, JOM, 2007. vol. 59, no. 4, pp. 58–72. https://doi.org/10.1007/s11837-007-0056-x
Handbook of Extractive Metallurgy, vol. 2: Primary Metals, Secondary Metals, Light Metals, Habashi, F., Ed., Weinheim, Chichester, New York, Toronto, Brisbane, Singapore: Wiley-VCH, 1997.
Gregurek, D., Peng, Z., and Wenzl, C., Lead and zins metallurgy, JOM, 2015, vol. 67, no. 9, pp. 1986–1987. https://doi.org/10.1007/s11837-015-1556-8
Li, B., Ding, Zh., Wei, Y., Wang, H., Yang, Y., and Barati, M., Kinetics of reduction of low-grade nickel laterite ore using carbon monoxide, Metall. Mater. Trans. B, 2018, vol. 49, no. 6, pp. 3067–3073. https://doi.org/10.1007/s11663-018-1367-8
Dontsov, A.V., Chekushin, V.S., and Oleinikova, N.V., Reduction processes in nickel metallurgy, Tekhnol. Met., 2014, no. 9, pp. 3–9.
Bolshakova, O.V., Belogolovkin, I.A., Salimzhanova, E.V., and Maslovskiy, A.N., Development of the process to produce active Ni powders by means of solid-phase reduction of Ni oxide with semianthracite, Tsvetn. Metall. (Moscow, Russ. Fed.), 2015, no. 6, pp. 39–43. https://doi.org/10.17580/tsm.2015.06.08
Evans, J.W. and De Jonghe, L.C., High-temperature processes for the production of metals and glass, in The Production and Processing of Inorganic Materials, The Minerals, Metals and Materials Society (TMS), Springer, 2016, pp. 241–280. https://doi.org/10.1007/978-3-319-48163-0_8
Dutta, S.K. and Lodhari, D.R., Copper, in Extraction of Nuclear and Non-Ferrous Metals, Topics in Mining, Metallurgy and Materials Engineering, Singapore: Springer, 2018, pp. 85–110. https://doi.org/10.1007/978-981-10-5172-2_7
Dutta, S.K. and Lodhari, D.R., Lead, in Extraction of Nuclear and Non-Ferrous Metals, Topics in Mining, Metallurgy and Materials Engineering, Singapore: Springer, 2018, pp. 137–148. https://doi.org/10.1007/978-981-10-5172-2_10
Elyutin, V.P., Pavlov, Yu.A., Polyakov, V.P., and Sheboldaev, S.B., Vzaimodeistvie okislov metallov s uglerodom (The Interaction of Metal Oxides with Carbon), Moscow: Metallurgiya, 1976. Elyutin, V.P., Pavlov, Yu.A., Polyakov, V.P., and Sheboldaev, S.B., Vzaimodeistvie okislov metallov s uglerodom (Interaction between Metal Oxides and Carbon), Moscow: Metallurgiya, 1976.
Nekrasov, B.V., Osnovy obshchei khimii (Fundamentals of General Chemistry), Moscow: Khimiya, 1973, vol. 1.
Oleinikova, N.V., Chekushin, V.S., and Baksheev, S.P., Reduction of metals from sulfides, Russ. J. Non-Ferrous Met., 2007, vol. 48, no. 2, pp. 88–91.
Roine, A., HSC Chemistry 9.8 Database, Outotec Research Oy, 2018.
Oleinikova, N.V., Chekushin, V.S., and Baksheev, S.P., Extraction of lead into a metallic phase from natural sulfide compounds in an alkaline medium, Russ. J. Non-Ferrous Met., 2007, vol. 48, no. 6, pp. 395–399.
Handbook of Extractive Metallurgy, vol. 4: Ferroalloy Metals, Alkali Metals, Alkaline Earth Metals. Name Index, Subject Index, Habashi, F., Ed., Weinheim, Chichester, New York, Toronto, Brisbane, Singapore: Wiley-VCH, 1997.
Yakimov, I.S., Development of methods and software for X-ray diffraction structural-phase analysis, Extended Abstract of Doctoral Sci. (Phys.-Math.) Dissertation, Novosibirsk: Nikolaev Institute of Inorganic Chemistry Siberian Branch Russ. Acad. Sci., 2013.
Yakimov, I.S., Dubinin, P.S., and Piksina, O.E., Regularized multi-reflex reference intensity method for quantitative X-ray phase analysis of polycrystalline materials, Zavod. Lab., Diagn. Mater., 2009, vol. 75, pp. 71–80.
Korostelev, P.P., Khimicheskii analiz v metallurgii (Chemical Analysis for Metallurgy), Moscow: Metallurgiya, 1988.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors declare no conflict of interest.
Additional information
Translated by L. Mukhortova
We regret to inform that Dontsov Aleksandr Viktorovich, our student, colleague, and good friend, passed away on October 9, 2020. We express our sincere condolences to his family and friends.
Authors of the paper
About this article

Cite this article
Chekushin, V.S., Oleynikova, N.V., Baksheev, S.P. et al. Direct Reduction of Heavy Nonferrous Metals from Sulfide Compounds. Russ. J. Non-ferrous Metals 61, 601–607 (2020). https://doi.org/10.3103/S106782122006005X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S106782122006005X