
Abstract
The effect of rolling parameters for billets and grinding balls during production from the rejects of K76F rail steel exerted on defect formation probability upon deformation has been studied. The simulation of the rolling process for high-grade billets based on the rejects of continuously cast K76F rail steel ingots using a DEFORM-2D software package has provided a significant effect of partial stretching (swaging) coefficients throughout passes, an increased feed turning frequency and rolling temperature exerted on the defect formation probability characterized by a maximum value of the Cockcroft–Latham criterion throughout the feed cross-section. It has been shown that the increase in stretching (swaging) coefficients throughout passes, due to an intensified rolling mode and to an increased turning frequency makes it possible to reduce the probability of defect formation during rolling at the expense of reduced temperature inhomogeneity throughout the feed cross-section. The revealed effect of temperature increase on the reduction of defect formation probability is caused by an increase in the rail steel ductility. Based on the obtained data, general recommendations have been formulated concerning the directions of improving rolling modes for billets made of trail steel rejects, as well as the restrictions of the application of these recommendations in practice. Based on rolling simulation for grinding balls made of rail steel rejects using a helical rolling mill, a significant effect of increased deformation temperature on a decrease in ball crack formation in the axial zone caused by increasing steel ductility has been established. Thus, a novel rolling mode for grinding balls made of the rejects of K76F grade rail steel that provides an increase in impact resistance of grinding balls while maintaining a high level of surface hardness has been developed. The efficiency of this mode has been confirmed by the results of pilot testing with the use of a ball rolling mill at JSC Gur’ev Metallurgical Plant.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
Nowadays, grinding balls having increased hardness, impact and wear resistance are one of the most popular types of rolled products [1–3]. At the same time, providing the grinding ball productions having such characteristics requires for an improved quality of the initial billets [4–6], which provides an increase in the cost of such products reducing the production profitability and the competitiveness of grinding balls in the sales markets [7–10].
One of the efficient ways to solve the problem of reducing the cost of grinding ball production consists in using the rejects of continuously cast rail steel billetss as initial billets for rolling [11–13]. In recent years, at the Russian domestic metallurgical enterprises that are the main manufacturers of railway rails (JSC EVRAZ ZSMK, PJSC Mechel), there has been a significant rejection of continuously cast billets that do not have pronounced defects [14]. The main reason for rejected such billets consists in much more stringent requirements of internal regulatory documentation with respect to the requirements of GOSTs (State Standards), in particular, in terms of the chemical composition of steel.
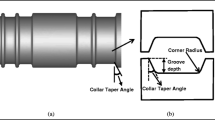
A number of metallurgical plants, in particular JSC Gur’ev Metallurgical Plant, have mastered the mass production of grinding balls from rejected rail steel billets. At the same time, since a significant cross-sectional area of continuously cast rail steel billets does not make it possible to roll balls, the process flowchart for the production of balls, alongside with the ball rolling using helical rolling mills, should involve the production of intermediate billets. For the main assortment of grinding balls (balls with a diameter of 60 mm and below), the process flowchart includes the rolling of intermediate billets with the use of a rail-and beam and a section mill (Fig. 1a), whereas for the case of the balls of a larger diameter the process includes the rolling of intermediate billets using the only rail-and-beam mill (Fig. 1b).

Process flowcharts for the grinding ball productions from the rail steel rejects during ball rolling: (a) the balls with a diameter of 60 mm and lower, and (b) the balls with a diameter of more than 60 mm.
Experience in the production of balls from rejected continuously cast rail steels indicates the fact that there is a number of engineering and technological problems caused by a specific features of the structure and chemical composition of steels [15]. At the same time, nowadays the topic related to the processing of rejected rail steel billets into grinding balls is almost not being developed by Russian researchers. n fact, there are scarce publications in this scientific field available in the literature [16].
Thus, nowadays the studies on the effect of deformation parameters on the quality of billets and grinding balls made of rejected rail steels represent a relevant and promising scientific direction.
INVESTIGATION METHODOLOGY
The studies on the effect of deformation parameters on the defect formation in rolled products made of rejected continuously cast rail steel billets were performed by means of mathematical simulation using a DEFORM-2D software package. The operation principle of the mentioned software package is based on the use of a finite element method [17–19].
A Cockcroft–Latham criterion [20] was used as the parameter that characterizes the defect formation probability during rolling:
where \(\bar {\varepsilon }\) is the accumulated plastic strain; \(d\bar {\varepsilon }\) is the increment of accumulated strain; σ* is the maximum main tensile stress; \(\bar {\sigma }\) is the stress intensity.
The Cockcroft–Latham criterion represents, in fact, an analogue of such a well-known parameter as a level of used ductility reserve that can be expressed according to the following relationship:
where Λ is the accumulated shear strain level; Λf is the ultimate level of shear strain to failure; H is the shear strain rate; tf is the time to failure.
Since the Cockcroft–Latham criterion distribution throughout the feed cross-section is uneven in nature, a maximum value of this criterion has been taken as the parameter characterizing the defect formation probability during rolling. In constructing a finite element grid, the number of elements amounted to 180 845, the number of nodes being of 40 089.
As the objects for simulation, we used rolling modes (Table 1) for billets and grinding balls having a diameter of 60 mm taken at JSC Gur’ev Metallurgical Plant (JSC GMZ) for rerolling rejected continuously cast billets made of K76F grade rail steel.
During simulation, we used experimental data obtained earlier for the plastic deformation resistance of the steel under consideration depending on the thermomechanical rolling parameters (temperature, velocity, and strain level) [21], as well as the patterns of changing in the plastic deformation resistance throughout the initial billet cross-section [22], which has made it possible to provide an increase in the accuracy of the obtained results.
RESULTS AND DISCUSSION
Based on the simulation results, it has been found that under rolling the billets made of rail steel rejection, the Cockcroft–Latham criterion distribution throughout the feed cross-section is uneven. The highest values of the Cockcroft–Latham criterion take place within the areas of near-surface feed zones located near the vertical axes of the roll passes (Fig. 2). In this case, a nonlinear increase in the Cockcroft-Latham criterion values averaged and maximal throughout the cross-section is observed during rolling.

Distribution of the Cockcroft–Latham criterion by cross-section of the feed in the manufacture of billets with a diameter of 60 mm based on the rejects of K76F grade rail steel (Table 1): (a) second passage in stand 1 (mill 500); (b) passage in stand 3 (mill 500).
Based on data processing with the use of regression and variance analyzes, it has been found that the maximum value of the Cockcroft–Latham criterion throughout the feed cross-section is significantly affected by the stretching (swaging coefficient, by the turning and by the rolling temperature (in the range of 900–1150°C). The increased stretching coefficient, additional feed turning and the increase in the rolling temperature lead to a decrease in the maximum values of the mentioned criterion throughout the feed cross-section, which provides a decrease in the probability of defect formation during rolling.
The features of the stretching coefficient effect on the Cockcroft–Latham criterion are caused by the fact that the increase in the swaging rate leads to the metal heating during rolling, especially the surface layers, which promotes a decrease in the uneven character of temperature distribution throughout the cross-section of the feed. The feed turning also promotes a decrease in the uneven distribution of temperature fields, since the metal layers that are in direct contact with the rolling rolls are renewed.
The effect of rolling temperature on the Cockcroft–Latham criterion is caused by the fact that the ductility inherent in rail steel exhibits an increase with increasing deformation temperature. The obtained regression equations characterizing the effect of rolling parameters on the maximum value of the Cockcroft–Latham criterion throughout the feed cross-section have the following form:
— in the absence of preliminary feed turning:
— in the case of preliminary feed turning:
where λ is the stretching coefficient; n is the pass number from the beginning of rolling (considering all the passes); t is the rolling temperature, °C.
According to the obtained results, the efficient ways to improve the quality of billets rolled based on rejected continuously cast rail steel billets consist in the following:
— intensifying the mode of rolling (increase in the partial stretching coefficients with an overall decrease in the number of passes);
— increasing the feed turning frequency in the rolling process;
— increasing deformation temperature.
It should be noted that the technical feasibility and expediency of implementing the listed directions for improving the rolling modes in practice is determined based on the conditions of a particular rolling mill. In particular, the analysis carried out for the conditions of the section rolling mill of the JSC GMZ have shown the absence of any reserve for intensifying the rolling modes for billets made of rail steels. It has been also shown that it is inexpedient to increase the rolling temperature, since in the passes with the highest swaging level, the rolling temperature almost corresponds to the maximum ductility temperature (see Table 1) inherent the rail steel under (1100–1150°C) consideration.
The simulation of metal SSS during ball rolling having a diameter of 60 mm has been carried out in a deformation temperature range of 900–1250°C. The choice of the lower bound of the range under consideration is determined by the actual temperature of the beginning of ball rolling (900–980°C). According to the obtained results, the maximum value of the Cockcroft-Latham criterion takes place in the zone under the flange (Fig. 3), which is caused by the features of the helical rolling process. When the balls are separated in the mentioned zone, the Cockcroft–Latham criterion increases until the jumper breaks, reaching unity. Thus, it is more reasonable to determine the defect formation probability in the course of ball rolling based on the maximum value of the Cockcroft-Latham criterion outside the flange impact zone.

Cockcroft–Latham criterion distribution throughout the ball cross-section during rolling based on the rejects of K76F grade rail steel.
According to the obtained data (Fig. 4), increasing deformation temperature in the considered temperature range causes a significant decrease in the maximum value of the Cockcroft–Latham criterion in the axial zone of the balls, which is consistent with the results of other studies [23, 24] concerning the effect of deformation temperature on the defect formation in the central zone of the balls upon cross-helical rolling.

Effect of ball rolling temperature made of K76F grade steel on the maximum value of Cockcroft–Latham criterion in the axial zone.
In order to confirm the obtained data using the standard method of regression analysis, we have studied an effect of the ball rolling temperature on the impact resistance of the balls under the conditions of the ball-rolling mill at the JSC Gur’ev Metallurgical Plant. It has been found that increasing ball rolling temperature in the actual range of its change (900–980°C) causes a decrease in rejected balls according to the results of drop-hammer impact testing, that is, this procedure provides an increase in impact resistance Rimp according to the following relationship:
Here, Rimp is the rejection level for balls according to the results of drop-hammer impact testing, %; t is the onset temperature of ball rolling, °C.
The results obtained earlier indicate the fact that the maximum ductility of K76F grade rail steel is observed at a deformation temperature ranging from 1100 to 1150°C [15]. However, the analysis have shown that the increase in the rolling temperature to 1100–1150°C should lead to a significant decrease in the productivity of the rolling mill, since the cooling time of the balls on the conveyor should increase until the required quenching temperature (780–860°C) is reached.
At the same time, according to the calculated data (Fig. 5), the mill productivity depends on the ball rolling temperature in a nonlinear manner, which is could be caused by a simultaneous effect of the rolling temperature exerted on operation cycles in the section of billet heating in the section of ball heat treatment. Thus, each 10°C increase in the rolling temperature in the range of 900–1030°C causes an approximately 1.0–1.2% decrease in the productivity of the ball rolling mill, whereas further each 10°C increase in temperature in the range of 900–1030°C leads to a 2.2–2.5% decrease in the productivity of the mill.

Effect of the rolling temperature of K76F steel balls exerted on the productivity of a ball rolling mill (1) at a quenching temperature of 780 and (2) at a quenching temperature of 860°C.
Based on the above-mentioned results of studies and calculated data, a novel grinding ball rolling mode characterized by an increased deformation temperature up to 1030°C has been developed. The pilot testing of the novel temperature rolling mode has shown an increase in the impact resistance of grinding balls when using this mode, which is caused by a decrease in the crack formation during deformation (Table 2).
At the same time, the increase in the rolling temperature has not led to any significant increase in the grain size and decrease in the hardness of the balls after heat treatment (Table 3).
CONCLUSIONS
Based on the mathematical simulation of rolling intermediate billets and grinding balls made of rejected continuously cast rail steel billets, using a DEFORM-2D software package, we have established regularities in the effect of deformation parameters exerted on the defect formation probability during rolling determined by the maximum value of Cockcroft–Latham criterion for the feed cross-section.
As applied to the production of billets, a significant effect of the increase in partial swaging, the increase in the turning frequency and the increase in rolling temperature exerted on a decrease in the defect formation probability under rolling has been determined. For grinding ball rolling conditions with the use of a helical rolling mill, it has been found that rolling temperature increase results in a decrease in crack formation under straining.
With the use of the obtained simulation results, a novel temperature mode for the rolling of grinding balls made of K76F grade rail steel reject has been developed, the pilot testing of which in at the JSC Gur’ev Metallurgical Plant have shown an increase in the impact resistance of the produced balls alongside with a consistently high level of surface hardness.
REFERENCES
Krutilin, A.N., Bestuzhev, N.I., Bestuzhev, A.N., and Kalenkovich, D.N., Grinding bodies. Problems. Perspective, Lit’e Metall., 2009, no. 4, pp. 26–33.
Rakhutin, M.G. and Boyko, P.F., Ways to improve assessment methods of the main characteristics of grinding balls, Ugol’, 2017, no. 12, pp. 49–52. https://doi.org/10.18796/0041-5790-2017-12-49-52
Aldrich, C., Consumption of steel grinding media in mills, A review, Miner. Eng., 2013, vol. 49, pp. 77–91. https://doi.org/10.1016/j.mineng.2013.04.023
Kotenok, V.I. and Podobedov, S.I., Energy-efficient design of rolls for ball-rolling mills, Metallurgist, 2001, vol. 45, nos. 9–10, pp. 363–367. https://doi.org/10.1023/A:1017920006038
Peretyat’ko, V.N., Klimov, A.S., and Filippova, M.V., Roller grooving in ball-rolling mills. Part 1, Steel Transl., 2013, vol. 43, no. 4, pp. 168–170. https://doi.org/10.3103/S0967091213040128
Naizabekov, A.B., Mukhametkaliev, B.S., Arbuz, A.S., and Lezhnev, S.N., Reducing the consumption of steel grinding balls by improving their production technology, Vesti Vyssh. Uchebn. Zavedenii Chernozem’ya, 2016, no. 4, pp. 78–86.
Efremenko, V.G., Metallographic analysis of the causes of destruction of rolled steel bodies for drum mills, Vestn. Priazovskogo Gos. Tekh. Univ., 2000, no. 9, pp. 89–91.
Bai, X. and Jin, Y., Heat treatment of wear resistant steel ball for large ball mill, Jinshu Rechuli/Heat Treat. Met., 2017, vol. 42, no. 5, pp. 193–196. https://doi.org/10.13251/j.issn.0254-6051.2017.05.040
Lam, M.M., Serov, A.I., Smyrnov, Y.N., Ternavskii, A.N., and Mykheiev, V.V., Production of hard (class V) grinding balls at PJSC DMPZ, Steel Transl., 2017, vol. 47, no. 5, pp. 325–329. https://doi.org/10.3103/S0967091217050072
Umucu, Y. and Deniz, V., The effect of ball type in fine particles grinding on kinetic breakage parameters, Inz. Miner., 2015, vol. 16, no. 1, pp. 197–203.
Pater, Z., Tomczak, J., Bulzak, T., Cyganek, Z., Andrietti, S., and Barbelet, M., An innovative method for producing balls from scrap rail heads, Int. J. Adv. Manuf. Technol., 2018, vol. 97, nos. 1–4, pp. 893–901. https://doi.org/10.1007/s00170-018-2007-9
Tomczak, J., Pater, Z., and Bulzak, T., The flat wedge rolling mill for forming balls from heads of scrap railway rails, Arch. Metall. Mater., 2018, vol. 63, no. 1, pp. 5–12. https://doi.org/10.24425/118901
Pater, Z., Tomczak, J., and Bulzak, T., A cross wedge rolling process for forming 70 mm diameter balls from heads of scrap railway rails, Procedia Manuf., 2017, vol. 11, pp. 466–473. https://doi.org/10.1016/J.PROMFG.2017.07.137
Golovatenko, A.V., Volkov, K.V., Aleksandrov, I.V., Kuznetsov, E.P., Dorofeev, V.V., and Sapelkin, O.I., Commissioning of a universal rail-rolling mill and mastering the technology of rail production on modern equipment in the rail-rolling workshop of JSC EVRAZ ZSMK, Chernye Metall. Byull. Nauchn.-Tekh. Ekon. Inf., 2014, no. 6, pp. 32–38.
Umanskiy, A.A., Simachev, A.S., and Dumova, L.V., Development of technology for production of grinding bodies with improved performance properties from the rail steels rejection, Chern. Met., 2021, vol. 2021, no. 5, pp. 57–62. https://doi.org/10.17580/chm.2021.05.10
Baranov, N.A. and Tulupov, O.N., Production of grinding balls made of rail steel, Aktual. Probl. Sovrem. Nauki, Tekh. Obraz., 2017, vol. 1, pp. 96–99.
Kharlamov, A.A., Lataev, A.P., Galkin, V.V., and Ulanov, P.V., Modeling of metal forming with “DEFORM” complex, SAPR Grafika, 2005, no. 5, pp. 2–4.
Oden, J.T., Finite Elements of Nonlinear Continua, Mineola, N.Y.: Dover Publications, 2006.
Kobayashi, S., Oh, S.-Ik., and Altan, T., Metal Forming and the Finite-Element Method, Oxford: Oxford Univ. Press, 1989. https://doi.org/10.1093/oso/9780195044027.001.0001
Cockcroft, M.G. and Latham, D.J., Ductility and workability of metals, J. Inst. Met., 1968, vol. 96, pp. 33–39.
Umansky, A.A., Golovatenko, A.V., Temlyantsev, M.V., and Dorofeev, V.V., Experimental studies of plasticity and deformation resistance of chromium rail steels, Chern. Met., 2019, vol. 2019, no. 6, pp. 24–28.
Umanskii, A.A., Temlyantsev, M.V., Simachev, A.S., and Dumova, L.V., Effect of macrostructure of continuously cast K76F rail steel billets on resistance to plastic deformation, Probl. Chern. Metall. Materialoved., 2020, no. 2, p. 32–37.
Gubanova, N.V., Karelin, F.R., Choporov, V.F., and Yusupov, V.S., Study of rolling in helical rolls by mathematical simulation with the DEFORM 3D software package, Russ. Metall., 2011, no. 3, p. 188–193. https://doi.org/10.1134/S0036029511030074
Filippova, M.V., Peretyat’ko, V.N., and Smetanin, S.V., Stresses and strains during rolling of the ball, Izv. Vyssh. Uchebn. Zaved. Chern. Metall., 2016, vol. 59, no. 8, pp. 587–588. https://doi.org/10.17073/0368-0797-2016-8-587-588
Funding
The work was financially supported by the Russian Science Foundation in the scope of project no. 22-29-20170.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by O. Polyakov
About this article

Cite this article
Umanskii, A.A., Yur’ev, A.B., Simachev, A.S. et al. Effect of Deformation Parameters on the Quality of Billets and Grinding Balls Made of Rail Steel Rejects. Steel Transl. 52, 753–759 (2022). https://doi.org/10.3103/S0967091222080150
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091222080150