
Abstract
Magnetic properties of cold-rolled electrical steel have been studied as a function of fractional deformation at reversive rolling mill under conditions of existing production. The differences in the oxide film state on rolled surface processed in various passes have been detected by metallographic analysis. Elastic tensile stresses in metal created by electric electrical insulated coating have been determined by direct measurements. It has been determined that the surface of strip rolled in lower number of passes is the most favorable for coating application. The elastic tensile stresses in this case are significantly higher. During industrial experimentation, the magnetic loss of electrical steel has decreased due to optimization of reduction mode at reversive cold rolling mill. The influence of fractional deformation on the magnetic inductance of electrical steel has been detected, which should by verified in the frames of individual study.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Electrical steel (electrotechnical anisotropic steel) is one of the most demanded magnetically soft materials in the electrotechnical industry. It is used for fabrication of magnetic circuits of converter units, mainly for power and distributing transformers. In order to obtain unique magnetic properties with predetermined level of anisotropy in the final product, the electrical steel is fabricated in the form of thin sheets and tapes using dedicated technological flowsheet chart. The main means to achieve the required magnetic properties of the electrical steel are as follows: alloy doping with preset amount of silicon, achievement of {110}〈001〉 texture state of rolled product during deformation and thermal treatment: Goss texture, the use of specialized methods of mechanical impact on metal domain structure at final stages of treatment, such as application of dedicated electrical insulated coatings [1] and laser surface treatment [2].
Cold rolling of electrical steel plays an important role for achievement of superior specifications of final products. Thus, the works [3–5] present a model of formation of {110}〈001〉 orientation of Goss texture in shear bands upon cold rolling with the subsequent selective growth during secondary recrystallization during high temperature annealing according to the mechanism of special misorientations. In general, the cold rolling of electrical steel to final thickness is performed using multi-roll single-stand reversing mills, which provide higher technological flexibility and allow to maintain the required process rate and production line load.
The influence of parameters of cold rolling on the magnetic properties of electrical steel was discussed in numerous works, the factors of cumulative reduction were studied in details, as well as the ratios of front and back tensions, the friction in deformation center, and the rate and the temperature modes of treatment [6‒8]. At the same time, no works were found devoted to the contribution of fractional deformation. On the one hand, the importance of this factor could seem to be insignificant, since the processes of metal recrystallization upon subsequent annealing are determined by total amount of energy stored by the metal during deformation [9], which corresponds to the cumulative reduction for the case of rolling. On the other hand, this factor can be significant on the basis of two assumptions. Firstly, in order to reverse rolling, when kinematic conditions of metal flow vary from one pass to another, the flowsheet of reduction distribution can exert influence on grain reorientation, as well as promote the formation and strengthening of components of deformation texture and weakening of other components. Secondly, the fractional deformation influences the process stability and conditions of metal deformation on contact surface, which finally determines the state of rolled surface [10–12]. This work discusses the influence of fractional deformation on the surface quality of electrical steel bands and its magnetic properties.
During intermediate decarburizing annealing, a thin oxide film or internal oxidation area (IOA) is formed on the surface of electrical steel, comprised mainly of FeO and SiO2. During cold rolling for final thickness, the IOA is thinned proportionally to reduction. Upon subsequent high temperature annealing (HTA) with applied heat, insulating magnesial coating is converted into the composite material based on (FeMg)2SiO4 magnesium iron silicate [13]. Upon subsequent application of electrical insulated coatings, the formed composite material on the surface of electrical steel acts as ground layer, referred to as the area of non-metal inclusions (NMIA), mainly determining the quality of application and adhesion properties of the coating. Since the specialized composition of electrical insulated coatings are used in electrical steels for creation of elastic tensile stresses and decrease in eddy current constituent of magnetic loss, the surface microrelief formed during cold rolling plays a significant role in achieving the required level of magnetic properties of the final product.
EXPERIMENTAL
The studies were performed with commercial electrotechnical steel. The steel was manufactured by a converter process, with its composition shown in %: 0.03 C; 3.2 Si; 0.3 Mn; 0.01 Ni; 0.015 Al; 0.002 Cr; 0.55 Cu; 0.003 Ti; and 0.01 N. Hot-rolled strips with the width of 2.5 mm were exposed to etching in a hydrochloric acid solution, to the primary cold rolling at continuous mill to the thickness of 0.70 mm, decarburizing annealing (at 840°C in 5% H2 + 95% N2 environment with dew point of +30°C), and to the secondary cold rolling at reversing mill to final thickness of 0.27 mm in one and two passes (rolling modes were determined with accounting for production constrains).
Microstructure of the electrical steel after the second cold rolling was analyzed using an OLYMPUS GX51 inverted microscope. The studies were performed with rolled specimens from surface front and over the thickness of metal specimens cut out in transversal direction of rolling. The specimens cut out in transversal direction of rolling were placed into thermoplastic acrylic resin by hot pressing. The IOA parameters were determined using SIAMS 800 modified software, and the measurement error of IOA dimensions was ±0.5 μm.
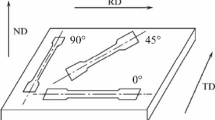
The elastic tensile stresses σ created by electrical insulated coating were estimated by measurements of specimen deflection after removal of the coating from one side [14]. It should be mentioned that this procedure cannot guarantee high accuracy of measurements exactly of the stresses. However, it can be applied for comparative analysis. The analysis was performed with metal samples taken from rolls of commercial electrical steel after HTA and application of electrical insulated coating. From these samples, specimens with the sizes of 0.27 × 30 × 300 mm were cut out along the rolling direction.
The tensile stresses in metal were determined as follows:
where E100 = 127 × 103 N/mm2 is the elasticity module of silicon iron along the rolling direction [15]; d is the specimen thickness; and R is the curvature radius of specimen bend.
The metal specimens were prepared for measurements of curvature radius by etching off of coating from one side of specimen in solution of hydrochloric acid heated to 70°C. Then the deflection height h was measured (the calculations were performed with average value of specimens of each group, herewith, the difference of h in each group was minimum and did not exceed 0.5 mm, which evidences sufficiently perfect preparation of the specimens). Figure 1 illustrates the measurement flowsheet. R was determined as follows:

Measurements of elastic tensile stresses created by coating in electrical steel using the deflection method.
The coating thickness of the specimens was determined by X-ray fluorescence spectrometry using a MEDA-TZP facility.
LABORATORY STUDIES
Figures 2 and 3 illustrate the metallographic analysis results of surface and subsurface layers of metal rolled in one pass and in two passes with reversing. In the case of frontal photographing of samples taken after cold rolling to final thickness (Fig. 2), it is possible to observe the microrelief of rolled surface formed by rolls. Comparative analysis of metal samples rolled in a different number of passes demonstrated that the state of IOA in all cases has one significant difference. Thus, all considered samples contain the regions of local violation of surface layer integrity, visible as dark regions in the image. Thus, the density and size of these discontinuities is incomparably higher on the metal rolled in two passes (Fig. 2b) than that of the metal rolled in one pass (Fig. 2a). On the specimens of steel strip rolled in one pass, it was established that the IOA is characterized by the porous film typical for this metal and treatment with homogeneous thickness from 2.1 to 3.2 μm (Fig. 3a). The specimens rolled in two passes contain violations of IOA integrity, the length of such regions can vary from 2.7 to 5.3 μm (Fig. 3b). The state of IOA and the observed discontinuities on the surface of cold rolled products are inherited by the NMIA structure (ground layer formed during HTA) of electrical steel.

Microstructure of samples (from surface front) after one-pass (a) and two-pass (b) rolling, RD and TD are the rolling direction and the transversal direction, respectively.

IOA microstructure over metal thickness rolled in one pass (a) and two passes (b), RD and ND are the rolling direction and the direction normal to strip surface, respectively.
The observed violation of IOA integrity in two passes could be attributed to decreased plasticity of the film deformed at lower temperature of the deformation center. Upon cold rolling, the metal temperature in the deformation center is determined mainly by the amount of heat released by deformation preheating. The metal temperature in the deformation center at various process variables can be estimated using the known integrated calculation procedure of energy parameters of cold rolling by Ya.D. Vasilev and V.G. Shuvyakov [16]. Based on calculated data, it is established that, depending on preset parameters of reversing stand and processed grades, the metal temperature in the deformation centers upon one-pass rolling is in the range from 220 to 250°C and upon two-pass rolling in the range from 120 to 150°C.
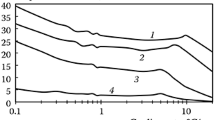
In order to reveal differences in the parameters of electrical insulated coating of electrical steel rolled in one pass and in two passes, 10 metal specimens of existing production were selected with the sizes of 0.27 × 30 × 300 mm from a rectifying annealing facility (OOO VIZ–Steel). Using Eqs. (1) and (2), the elastic tensile stresses in metal were calculated created by the coating after cooling. The specific stresses in all specimens were calculated by measurements of coating thickness at least in three points, the measurements are graphically illustrated in Fig. 4. Table 1 summarizes generalized measurements of coating properties.

Measurement array of thickness of electrical insulated coating on metal rolled in one and two passes.
It can be seen in Table 1 that the specific tensile stresses for metal rolled in one pass are 26% higher than those in the case of two-pass rolling. This observation agrees with the obtained results of metallographic studies. The ground layer on metal surface in the form of area of NMIA IOA nature, acts as substrate of the applied coating and in the case of increase in fractional deformation at rolling mill its homogeneity is deteriorated, high number of local violations of integrity is formed. During subsequent interaction between metal and coating, the efficiency of the latter decreases due to increase in the degree of imperfection of contact layer, and the effect of additional decrease in magnetic loss weakens.
INDUSTRIAL EXPERIMENT
The influence of fractional deformation on magnetic properties of electrical steel during cold rolling was estimated by industrial experiments performed with strips of electrotechnical anisotropic steel with the thickness of 0.27 and 0.30 mm (the most common grades), rolled in one and two passes at four-high reversing mill (OOO VIZ–Steel). The analyzed responses were comprised of specific magnetic loss for each ready roll of experimental metal at constant current frequency (50 Hz) and magnetic field induction (1.7 T): P1.7/50, W/kg, as well as magnetic induction B800 at fixed intensity of magnetic field (800 A/m). Specific magnetic loss and magnetic inductance were measured in an Epstein apparatus in accordance with: State Standard GOST 12119.0, State Standard GOST 12119.4, State Standard GOST 12119.5, and IEC 60404–2. Therefore, two selections were formed for metal rolled in one pass and in two passes, respectively. It should be mentioned that under the conditions of valid factory attestation system of qualitative parameters each ready roll of electrical steel is characterized by single value of magnetic loss: the worst one (maximum in the case of magnetic loss and minimum in the case of magnetic induction) obtained during the tests. The sample volume was 1216 for the 0.27 mm metal (3899 t) and 514 for the 0.30 mm metal (1605 t).
Statistic analysis of experimental data was performed in Minitab software (ver. 18). Statistical processing of complete array of experimental data established that the distribution function of the considered parameter P1.7/50 in both thicknesses does not follow the normal law. Figure 5 shows that p criterion (P‑Value) does not exceed 0.05. Hence, the hypothesis of conformity of random value distribution to normal one assumed as zero variant is rejected. Therefore, based on the recommendations in [17], it is required to compare medians for comparison of two experimental data arrays.

Descriptive statistics of specific magnetic loss, P1.7/50, of electrical steel with the thickness of (a) 0.27, (b) 0.30 mm.
The comparative analysis demonstrates that one-pass rolling of electrical steel reduces magnetic loss in comparison with two-pass rolling. Figure 6 illustrates flowcharts with medians for each array. Thus, for rolled products with the thickness of 0.27 mm, the medians of specific magnetic loss equaled to 1.01 W/kg for one-pass array and 1.02 W/kg for two-pass rolling; for rolled products with the thickness of 0.30 mm, they equal to 1.07 and 1.09 W/kg, respectively. It can be seen in histograms in Fig. 7 (by weight of processed metal) that the frequency distribution of specific magnetic loss of electrical steels of both thicknesses in the case of one-pass rolling is displaced to the region of lower values.

Magnetic loss P1.7/50 (selection) of electrical steel with the thickness of 0.27 (a) and 0.30 mm (b) as a function of number of rolling passes.

Histogram of frequency distribution (%) of specific magnetic losses P1.7/50 (by weight) of transformer steel with a thickness of 0.27 mm (a) and 0.30 mm (b) depending on the number of rolling passes.
The influence of the number of passes on the level of electromagnetic properties of electrical steel was estimated by statistic verification of the hypotheses by comparison of medinas using the Pearson’s chi-squared test. The analysis in Minitab environment established that one-pass rolling of electrical steel improves qualitative properties of electrical steel due to a decrease in specific magnetic loss.
Certain interest is attracted by the data obtained with similar arrays for the magnetic induction B800. Figure 8 demonstrates that, in the case of one-pass rolling, slight displacement of distribution is observed to the region of higher values, which can evidence the achievement of more perfect Goss texture in final metal. The revealed regularities allow to assume the existence of interrelation between the fractional deformation and the secondary texture formation of secondary recrystallization in electrical steel, which should be verified in a separate study.

Histogram of frequency distribution (%) of magnetic induction B800 (by weight) of transformer steel with a thickness of 0.27 mm (a) and 0.30 mm (b) depending on the number of rolling passes.
CONCLUSIONS
(1) The performed analysis made it possible to determine the mechanisms of influence of fractional deformation upon cold rolling on the magnetic properties of electrical steel and to establish further investigation routes.
(2) The surface state of cold rolled strips determines the conditions of further application of electrical insulated coatings and efficiency of their impact on material domain structure.
(3) The optimum mode of reductions upon cold rolling of electrical steel was determined for the existing technology aiming at the production of items with higher level of consumer properties.
REFERENCES
Karenina, L.S., Korzunin, G.S., and Puzhevich, R.B., Effect of the phosphate component of electrical insulating coating on the magnetic losses in grain-oriented electrical steel, Phys. Met. Metallogr., 2011, vol. 111, no. 1, pp. 21–24.
Dragoshanskii, Yu.N., Pudov, V.I., and Karenina, L.S., Optimizing the domains and reducing the magnetic losses of electrical steel via active coating and laser treatment, Bull. Russ. Acad. Sci.: Phys., 2013, vol. 77, no. 10, pp. 1286–1288.
Rusakov, G.M., Redikul’tsev, A.A., Lobanov, M.L., and Gomzikov, A.I., On the possibility of formation of domains with {110}❬001❭ orientation during cold deformation of commercial Fe–3% Si alloy, Phys. Met. Metallogr., 2006, vol. 101, no. 6, pp. 600–606.
Rusakov, G.M., Redikul’tsev, A.A., Kagan, I.V., and Lobanov, M.L., Mechanism of formation of shear bands upon cold deformation of a commercial Fe–3% Si alloy, Phys. Met. Metallogr., 2010, vol. 109, no. 6, pp. 662–669.
Rusakov, G.M., Lobanov, M.L., Redikul’tsev, A.A., and Karabanalov, M.S., Influence of special disorientations on the distribution of grain orientations in the secondary-recrystallization texture of anisotropic electrical-engineering steel, Steel Transl., 2011, vol. 41, no. 5, pp. 391–394.
Lifanov, V.F., Prokatka transformatornoi stali (Rolling of Transformer Steel), Moscow: Metallurgiya, 1975.
Struktura i svoistva elektrotekhnicheskoi stali (Structure and Properties of Electrical Steel), Sverdlovsk: Ural. Nauchn. Tsentr, Akad. Nauk SSSR, 1977, no. 33.
Lobanov, M.L., Redikul’tsev, A.A., Rusakov, G.M., and Belyaevskikh, A.S., Influence of pass aging in cold rolling on the structure and properties of Fe–3% Si steel, Steel Transl., 2015, vol. 45, no. 7, pp. 494–498.
Novikov, I.I., Stroganov, G.B., and Novikov, A.I., Metallovedenie, termoobrabotka i rentgenografiya (Metal Science, Heat Treatment, and Radiography), Moscow: Mosk. Inst. Stali Splavov, 1994.
Tret’yakov, V.A., Varshavskii, E.A., Miroshnikov, Yu.V., et al., Rolling technology of the thinnest strip of high-silicon steel on a reversing mill with an axial shift of the working rolls, Proizvod. Prokata, 2015, no. 11, pp. 15–20.
Shiryaev, A.A., Trofimov, V.N., and Karmanov, V.V., Effect of the deformation degree during rolling of 08Yu steel on residual macrostresses, Izv. Yugo-Zap. Gos. Univ., Ser.: Tekh. Tekhnol., 2018, vol. 8, no. 2, pp. 68–74.
Bozhkov, A.I., Kovalev, D.A., Potapov, V.S., and Shul’gin, R.I., Calculation of the cold rolling modes of strips on a multi-stand mill to reduce the production cost of a sheet-rolling shop, Part 1, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 2019, vol. 62, no. 7, pp. 511–516.
Lobanov, M.L., Gomzikov, A.I., Akulov, S.V., and Pyatygin, A.I., Decarburizing annealing of technical alloy Fe–3% Si, Met. Sci. Heat Treat., 2005, vol. 47, nos. 9–10, pp. 478–483.
Korzunin, G.S., Puzhevich, R.B., and Tsyrlin, M.B., Effect of mechanical stresses on the magnetic properties of anisotropic electrical steel, Phys. Met. Metallogr., 2007, vol. 103, no. 2, pp. 142–151.
Miklyaev, P.G. and Fridman, Ya.B., Anizotropiya mekhanicheskikh svoistv metallov (Anisotropy of the Mechanical Properties of Metals), Moscow: Metallurgiya, 1986.
Konovalov, Yu.V., Ostapenko, A.L., and Ponomarev, V.I., Raschet parametrov listovoi prokatki: spravochnik (Calculation of Parameters of Sheet Rolling: Handbook), Moscow: Metallurgiya, 1986.
Siegel, A., Practical Business Statistics, Boston: McGraw-Hill, 1993.
Author information
Authors and Affiliations
Corresponding author
Additional information
Tranlsated by I. Moshkin
About this article

Cite this article
Karenina, L.S., Puzanov, M.P., Pervushina, O.V. et al. The Influence of Fractional Deformation upon Cold Rolling on the Properties of Electrical Steel. Steel Transl. 51, 728–733 (2021). https://doi.org/10.3103/S0967091221100041
Received:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091221100041