
Abstract
Based on the manufacturing of rolled stock with a high-quality surface finish on the 2000 wide-strip rolling mill at Novolipetsk Steel (NLMK) using a package of mathematical models of energy–power and thermal finish-rolling conditions, the formation mechanisms of morphologically similar mass defects of the “pitted surface” type have been analyzed. The influence of the roll and strip cooling conditions from the rolling temperature conditions has been investigated. The factors that enable the mill scale to be rolled into the strip in the first stands of the finishing train have been identified. The cooling conditions for rolling of critical-duty products have been developed and introduced in the 2000 mill finishing train, which ensured a 36%‑yield reduction of products in 2018 that exhibited the “pitted surface” defect.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Hot rolling is the key manufacturing stage of high-quality sheets that determines the quality of the finished hot-rolled and cold-rolled products. Since the 2000 hot-rolling mill is the basic process chain component of the manufacturing of the most advanced-technology high-level-processing rolled products such as autobody sheets, rolled products from electric steel, and galvanized and polymer-coated rolled products, Novolipetsk Steel (NLMK) are covering issues to improve the technology, equipment, and automatic control systems of this mill. Commissioned in 1969, the 2000 rolling mill has become a prototype to a family of unique high-performance installations, which marked the transition of the domestic metal industry to a qualitatively new technological level and, alongside other tasks, provided high-quality rolled stock to AvtoVAZ, a jumbo carmaker then under construction. Before that, the major amount of high-quality autobody sheets had been imported into the USSR from abroad. Afterwards, upon commissioning of the cold-rolling shop at NLMK, the demand for autobody sheets, including front body parts, was fully met by the domestic rolled stock produced of semi-finished rolled products from the 2000 mill. The 2000 mill has been maintained and continuously developed at an engineering level adequate to the growing requirements of the industry and market thanks to efforts aimed at mill modernization in cooperation with leading domestic and foreign scientific and research institutions, mechanical engineering plants, and developers of new technologies and automation systems. Since the formation causes and mechanisms of definite mass defects are vague, the increasing quality control requirements of hot-rolled products, such as surface finish quality, is a high level issue. The situation is aggravated due to faint defects, that are difficult to define due to their morphological similarity but caused by different factors, become critical for the users.
These defects include “pitted surface”, “gray spots”, and shallow dark strokes stretched in the rolling direction, termed “salt-&-pepper”. The strokes are not large, 2–5 (up to 25) mm long, 0.5–1.0 (up to 2) mm broad, and 5–10 μm deep, which is commensurate with the microrelief peak heights of the finished strip’s textured surface. Topographically, the strokes are randomly positioned length- and widthwise on both sides of the strip, in some cases grouped in some sections, e.g., near the strip edges. Such defects in cold-rolled products of the 1st and 2nd surface-finish classes, especially of those intended for front panels, are unacceptable.
Defects of this group can be caused by various physical mechanisms, including the wide-strip mill train; they undergo significant transformation when the metal is processed starting from the defect initiation spot to the assessment of cold-rolled products. Metallographic examinations suggest that one of the main formation causes of such defects is the rolling-in of the mill scale into the strip surface.
In this study, comprehensive work results performed on the 2000 mill at NLMK in 2016–2018 aimed at the exploration and elimination of mass surface defect causes of high-quality rolled products termed “pitted surface” (see Fig. 1) are presented [7]. The main point of the studies was that 70–85% of the products rejected due to defects of this group within the entire amount of the cold-rolled products were rejected due to reasons related to hot rolling.

“Pitted surface” defect of cold-rolled products.
Since NLMK has enhanced the surface finish quality of hot-rolled products for many years, continuously adhering to quality control practices using statistical and metallographic methods, a deeper investigation into the contact interaction between the rolls, the strip, and the mill scale on the workpiece surface causing “pitted surface”-type defects is required.
Considering the 2000 mill cooling system design (Fig. 2) from the viewpoint of its influences on the thermal conditions and probability of rolling-in the mill scale, the presence of water descaling upstream from the finishing train, antipeeling systems (APSs) at the entrance to the 6th to 9th stands, interstand strip-cooling (ISC) systems in all interstand spaces, and multisection work roll cooling systems (WRCSs) in all stands should be acknowledged. Under such conditions, the deformation site entrance zones of the train’s first stands can be considered the most dangerous in terms of rolling in the mill scale. This is supported by the results of intensive studies by foreign research centers, including the studies conducted on experimental setups using physical modeling [1–3]. Furthermore, the strip surface temperature at the entrance to the deformation site, which determines the mechanical properties of the scale, as well as the contact conditions of the heat exchange and the energy–power interaction between the rolls and the strip on the deformation site such as friction, contact stresses, slip conditions, and thermal resistance, have a decisive effect on defect formation.

Layout of the cooling systems of the 2000 mill’s finishing train (for stands 6–7): (1) zone at the 6th stand exit; (2) interstand cooling (ISC) zone; (3) interstand space; and (4) antipeeling system (APS) zone upstream from the 7th stand.
The reasonability of using mathematical modeling methods that analyze the characteristics of the mill scale, energy–power, and temperature conditions in the finishing train at different rolling and cooling modes using a wide range of rolled products are determined by limited possibilities of directly controlling the processes that occur on the finishing stands. Since the hot-rolling process involves considerable changes in the physical conditions along the mill line, the complete and detailed description is the necessary condition of the adequate models used and the solutions based on the latter, especially as applied to the determination of the boundary (contact) conditions. The well-known approaches based on averaging over the object zones, for example, those based on statistical and regression dependences, do not allow reproduction of essential features of the process.
For an adequate description and calculation of the temperature fields at the entrance to the deformation site, an accurate mathematical model has to be constructed on the solution to heat conduction equations that thoroughly consider the boundary conditions on the roll and strip surfaces, zone by zone. The diversity and complexity of the zonal boundary conditions observed in hot rolling are determined by the difference in the dominating heat exchange mechanisms; however, when developing models, the combined nature of the above mechanisms need to be considered. The reduction of various conditions to one type is unacceptable as this impairs the adequacy of the description.
The above approaches use a set of mathematical models to investigate the conditions in the finishing train of the 2000 mill during the rolling of various strips under different cooling conditions (Fig. 3) [4].

General structure of the mathematical model of the thermal conditions of hot rolling in the finishing train: (QF) the actual total consumption per stand, (\(T_{R}^{F}\)) the actual roll temperature upon rolling, (αR(x, y)) the adapted heat transfer coefficient (prior to adaptation), (TR(x, z, τ)) the temperature of the roll of stand i, and (Ts(x, z, τ)) the temperature of the strip.
The set of the models constructed according to a modular principle comprises:
(1) The model of the heat transfer conditions over the surfaces of the roll and the strip depending on the arrangement and types of the sprayers and the water flow rates [5, 6].
(2) Finite–difference models of the temperature fields based on the numerical solution of the heat-conductivity equations [4, 6] of:
(i) the roll and the strip on the deformation site;
(ii) the roll shell surface (at the penetration depth of cyclic temperature waves during the rolling);
and
(iii) the strip in the interstand space.
Significant features of the boundary conditions [6] are described based on the numerical solution of the heat-conductivity equations for the temperature fields of the rolls and the strip:
(i) around the perimeter and along the work roll barrel length considering the geometry of the cooling zones, the arrangement of the sprayers in the headers, the jet opening angles, and the water flow rates by the sprayers;
and
(ii) over the strip surface in the interstand spaces considering the water flow rates in the interstand cooling and antipeeling systems.
(3) The model of the total thermal balance of the roll used to adapt the heat-transfer coefficients by the measurements of actual roll temperatures upon rolling.
(4) The models of the dependence of the strip’s thermophysical properties such as heat capacity and heat conductivity on the temperature.
(5) The model of energy–power and kinematic conditions of the rolling on the deformation site.
(6) The model of the strip surface oxidation and formation of the mill scale in the interstand spaces.
The total calculation of the thermal conditions in the finishing train includes the temperature field calculation of the workpiece on the delay table from the exit from the last roughing stand to the entrance into the first finishing stand; it is performed by a successive start of the models according to clause 2 (deformation site, roll, strip in the interstand space) for every train stand. The temperature field over the cross section of the strip upon passing the interstand space is the input information for the calculation of the next stand. Below, we consider the models most significant in terms of the factor analysis that affect the surface finish quality.
The mathematical model of the thermal conditions of the strip in the interstand space is described by the nonstationary heat transfer equation as
with combined boundary conditions as follows:
the radiative heat transfer from the strip as
convective heat removal by water and air as
and the equality to zero of the heat flux on the strip axis through the thickness as
where Ts(x, τ) is the temperature field of the strip through the thickness x at the time point τ; x is a coordinate directed perpendicularly from the surface into the strip body; τ is the time counted from the moment of exiting from the deformation site, α(Ts) is the heat conductivity coefficient of the strip at the temperature Ts; Ta(τ) is the ambient temperature; αconv(τ) is the convective heat transfer coefficient that changes along the interstand space length depending on the cooling conditions—alternation of the passive and active sprayer cooling zones with a known geometry;—Tc(τ) is the temperature of the cooling medium; σ is the Stefan–Boltzmann constant; and ε = \({1 \mathord{\left/ {\vphantom {1 {\left( {\frac{1}{{{{\varepsilon }_{{\text{s}}}}}} + \frac{1}{{{{\varepsilon }_{{\text{a}}}}}} - 1} \right)}}} \right. \kern-0em} {\left( {\frac{1}{{{{\varepsilon }_{{\text{s}}}}}} + \frac{1}{{{{\varepsilon }_{{\text{a}}}}}} - 1} \right)}}\) is the radiative heat exchange coefficient between the strip and the ambient environment at the emissivity factors εs and εa, respectively.
The model of the convective cooling of the strip and rolls based on the well-known heat transfer equation of a flat surface and a turbulized fluid under forced convection [8, 9] is:
where Nux,turb = (αxx)/λ is the Nusselt number for the zone under investigation; αx is the heat transfer coefficient; x is the cooling zone length; Rex = (Vxx)/ν is the Reynolds number for the zone; Vx is the velocity of the fluid with respect to the surface under cooling; Pr = (νpc)/λ is the Prandtl number for the cooling medium; and λ, ν, p, and c are the heat transfer coefficient, kinematic viscosity, density, and heat capacity of the cooling medium (water).
This model’s specific feature is its universal character that allows modeling the conditions in both the active sprayer cooling zone and passive cooling zone by water flowing down.
The model of the radiative heat exchange between the strip and the ambient environment is reduced to the form of convective heat exchange models—the boundary conditions of the third kind—considering a great temperature difference between the strip surface and the mill equipment. Linearization of boundary condition (2) inconvenient for the numerical solution by a known technique [6] with sufficient accuracy in the following difference form allows for:
where \(T_{{\text{s}}}^{j}\) is the strip temperature on the surface (j = 0) and at the depth Sx(j = 1); \(T_{{{\text{eq}}}}^{0}\) is the mill equipment temperature in the interstand space; λs is the strip’s heat conductivity; Sx is the sampling interval through the strip thickness; and αrad is the reduced radiative heat transfer coefficient. The reduced heat transfer coefficient αrad is found by the following formula:
where \(TK_{{\text{s}}}^{0}\) and \(TK_{{{\text{eq}}}}^{0}\) are the averaged absolute temperatures of the strip and the equipment over the interstand space length in terms of kelvins.
The coefficients of the reduced heat exchange models were refined according to the results of the experiments conducted on a wide-strip rolling mill at AG Dillinger Huettenwerke, Germany when developing an integrated control system [8].
The formation of the mill scale during the movement of the strip along the interstand space was described by a generalized mathematical metal oxidation model of a well-known structure [8] without dividing the scale into the types, viz., FeO, Fe3O4, and Fe2O3 as
where δSC(τ, Ts) is the thickness of the scale layer in the time and strip-surface- temperature function; Ts = Ts(τ); and B0 and B1 are empirical coefficients that depend on the chemical composition (grade) of steel.
The dependent regression model of the scale’s yield strength on the temperature without considering the viscoplastic component of the scale’s properties is based on the experimental data of [3]:
The set of the above mathematical models was used to analyze the conditions in the 2000 mill finishing train during the rolling of critical-duty semi-finished strips of various standard sizes.
In this study, results are obtained for 08Al grade steel (ASTM A619/620, K00040) of a base standard size 4.5–1344 mm. The thickness of the workpiece is 32 mm, the temperature is 1084°C downstream from the 5th stand and 843°C downstream from the 12th stand. In the calculations, the rolling conditions recorded by the measuring instrumentation of the 2000 mill were fully reproduced. The stand-averaged contact friction coefficients were determined by the inverse recalculation method according to the rolling forces. The factors that facilitated the rolling-in of the scale into the “hottest” and most heavily loaded seventh stand was of great interest.
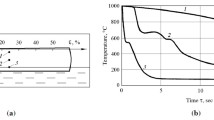
The temperatures of the strip’s surface and axis and the increase in the scale thickness over the interstand space length under different cooling conditions are shown in Fig. 4. When switching on the APS, the temperature of the strip surface and scale directly upstream from the entrance into the 7th stand decreases considerably—by more than 150°C. The scale thickness at the entrance into the deformation site of the 7th stand is not significantly affected when the APS is switched on; according to model (7), it is 19.35 μm with the ISCS and APS switched on and 19.67 μm with the APS switched off. This is accounted for by the delayed scale growth as its thickness increases due to the impaired diffusion of atmospheric oxygen to the unoxidized metal.

Temperature of the strip’s surface and axis and the scale thickness between the 6th and 7th stands under different cooling conditions: (Tsuf and Tax) temperature of the strips’ surface and axis and (Hsc) scale thickness.
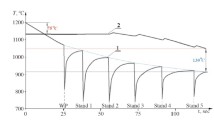
The conditions at the entrance to the deformation site of the 7th stand are the most interesting and important for the defect formation under investigation. The temperatures of the roll and strip surfaces converge rapidly and then stabilize at the same level almost along the entire length of the site considering the thermal resistance of the scale layer at the roll–strip interface (Fig. 5). Directly upon entering the deformation site, the scale is cooled down significantly under the cold roll action. The mean temperature of the scale through the layer thickness, due to the low thickness, can be equivalent to the half-sum of the temperatures of the roll and strip surfaces contact in.

Temperature of the roll and strip surfaces in the deformation site’s entrance zone of the 7th stand under different cooling conditions: (Tr and Ts) temperatures of the roll and strip surfaces, respectively, and (Tsc) mean temperature of the scale through the thickness.
The scale temperature reduction increases the strain resistance of the scale and results in embrittlement. Estimation shows that the tangential contact stresses in the deformation site’s entrance zone (40–50 MPa) do not adequately initiate a plastic shear deformation in the scale layer (a shear strength of 65 MPa at least). Therefore, the solid layer of brittle scale is destroyed due to bending stresses into separate blocks [1, 2, 7] directly at the entrance. Since the strain resistance of the scale is considerably higher than that of the metal, almost twice as high at the entrance, scale particles at the interface are pressed into the softer strip that experiences deformation under normal contact stresses.
At high slip velocities between the metal and roll in the deformation site’s entrance zone, particles of the harder rolled-in scale act as an abrasive that increases the contact friction coefficient, contact pressures, and roll surface wear. An unfavorable situation can occur when the deformation site’s no-slip region is small or nonexistent, thus leading to the strip slipping over the roll along the entire length of the contact.
The analysis results show that the systems installed on the mill actively affect the temperature and properties of the scale. The best variant should be chosen based on the condition of minimizing the rolling risk in the scale determined, firstly, by the ratio between the yield strengths of the scale and strip and, secondly, by the scale thickness. The cooling mode with the antipeeling system switched on is the most damaging at the entrance to the first finishing stands at a low strain resistance of the strip and a higher strain resistance of the scale.
The operating mode with the interstand strip-cooling system switched on and with the antipeeling system switched off seems to be optimal in order to ensure high plasticity of the scale at its minimum thickness. The interstand cooling reduces the overall surface temperature and the scale growth rate in the interstand space, while the heat of the strip’s inner layers warms the surface and softens the scale directly upstream from the deformation site. The achieved reduction in the scale thickness reduces the depth of pits (indents), which increases the probability of their removal (rolling-out) during cold rolling.
The corrected cooling scheme for critical-duty rolled products using the 2000 wide-strip rolling mill at NLMK resulted in a 36%-yield reduction of cold-rolled products with the “pitted surface” defect in 2018.
CONCLUSIONS
Formation causes of morphologically similar defects of the “pitted surface” type on the surface of cold-rolled products have been analyzed. The rolling-in of mill scale into the strip during the process of hot rolling on the first finishing stands of the wide-strip mill have been identified as one of the main causes of the above defect. The cooling-down of the strip surface and the increase in the scale thickness at the entrance to the deformation site facilitates the rolling-in. The cooling-down is caused by a purposeful or accidental ingress of the cooling water into the stand’s entrance zone, thus resulting in an increase in the yield strength of the scale by 1.5–1.8 times up to a level acceptable with the properties of the rolling strip. The scale layer thickness is determined by the surface temperature and the strip’s speed creating the most unfavorable conditions in the first finishing stands. A mode of cooling the strip that reduces the formation risk of the “pitted surface” defect by 36% has been proposed and introduced in practice on the 2000 wide-strip rolling mill.
REFERENCES
Montmitonnet, P., Picque, B., Roubin, C., et al., A numerical study of rolled-in scale in the Hot Strip Mill, Proc. 9th Int. Steel Rolling Conf., CNIT Paris-La Défense, June 19–21, 2006, La Défense: Assoc. Tech. Sidérurgie Fr., 2006.
Okada, H., Deformation Behavior of Oxide Scale in Hot Strip Rolling: Nippon Steel & Sumitomo Metal Technical Report No. 111, Tokyo: Nippon Steel & Sumitomo, 2016.
Bicque, B., Bouchard, P.-O., Montmitonnet, P., and Picard, M., Mechanical behavior of iron oxide scale: experimental and numerical study, Wear, 2006, vol. 260, no. 3, pp. 231–242.
Pimenov, V.A., Pogodaev, A.K., and Kovalev, D.A., A complex mathematical model of the temperature conditions of hot rolling based on finite-difference solutions of the heat conductivity equation, Proizvod. Prokata, 2017, no. 12, pp. 13–18.
Pimenov, V.A. and Kovalev, D.A., Mathematical modeling of heat transfer conditions for rolls of a broadband mill using multi-zone spray cooling systems, Proizvod. Prokata, 2017, no. 11, pp. 13–18.
Pimenov, V.A., Pogodaev, A.K., and Kovalev, D.A., The features of cooling the working rolls of a broadband hot rolling mill, Proizvod. Prokata, 2018, no. 8, pp. 11–18.
Pimenov, V.A., Pogodaev, A.K., and Kovalev, D.A., The effect of thermal conditions of hot rolling on the formation of surface defects of a cold-rolled sheet, Proizvod. Prokata, 2018, no. 12, pp. 8–14.
Speicher, K., Steinboeck, A., Wild, D., et al., An integrated thermal model of hot rolling, Math. Comp. Model. Dyn. Syst., 2014, vol. 20, no. 1, pp. 66–86.
Kutateladze, S.S., Teploperedacha i gidrodinamicheskoe soprotivlenie: spravochnoe posobie (Heat Transfer and Hydrodynamics Resistance: Handbook), Moscow: Energoatomizdat, 1990.
Carslaw, H.S. and Jaeger, J.C., Conduction of Heat in Solids, Oxford: Clarendon, 1959.
ACKNOWLEDGMENTS
This work was performed with participation by the employees A.A. Efremov, V.V. Karavaev, A.A. Shcheglov, and others from NLMK.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by O. Lotova
About this article

Cite this article
Pimenov, V.A., Dagman, A.I., Pogodaev, A.K. et al. Surface Finish Enhancement of Hot-Rolled Strips on the 2000 Wide-Strip Rolling Mill Using Mathematical Modeling at Novolipetsk Steel. Steel Transl. 49, 703–708 (2019). https://doi.org/10.3103/S0967091219100115
Received:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091219100115