
Abstract
The simplex lattice method has been applied to studying the chemical composition influence of CaO–SiO2–B2O3 oxide system containing 15% Al2O3 and 8% MgO on viscosity and solidification point (hereinafter wt % are used). The addition of boron oxide to slags of the considered oxide system expands the range of slag composition with low solidification point and viscosity. The slags with basicity of 2.0–3.0 containing 1– 3% B2O3 are characterized by low (1400–1450°C) solidification point and high viscosity. Viscosity of such slags upon their heating to 1550 and 1600°C does not exceed 0.20 and 0.15 Pa s, respectively. An increase in B2O3 content to 4–6% in slags with basicity of 2.0–3.0 is accompanied by a decrease in solidification point to 1350–1425°C with retention of low (not higher than 0.15 Pa s) viscosity at heating temperature of 1550 and 1600°C. Generated slag displacement containing 1–6% B2O3 to the basicity regions increasing to 3.0–5.0 retains a sufficiently high fluidity. Herewith, it can be observed that the considered oxide system is displaced to a low solidification point region with an increase in boron oxide concentration. A slag solidification point with basicity of 3.0–4.0 containing 6% B2O3 reaches 1400°C and actually does not exceed 1475°C for the slags with basicity of 4.0–5.0 containing 1–2% B2O3. At 1600°C, the slag viscosity varies from 0.15 Pa s at basicity of 3.0 and B2O3 content of 5– 6% to 0.25 Pa s at basicity of 4.0–5.0 and B2O3 content of 1–3%. A temperature decrease of the considered oxide system by 50°C is accompanied by an insignificant (not more than 0.05 Pa s) increase in viscosity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Viscosity and solidification point are important properties of oxide systems that primarily determine the rates of certain physicochemical processes in a diffusion area [1–4]. For instance, the sulfur removal rate from metal to slag is limited by its transfer rate in an oxide system and is inversely proportional to viscosity of an oxide melt [2, 3]. Studies show [5] that deep desulfurization of metal can be maintained with a slag viscosity in the range of 0.15–0.30 Pa s. Herewith, the lower is the solidification point of an oxide melt, the higher is the rate of its overheating above liquidus point in the temperature range of processes running in a steel-casting ladle furnace, as well as the refinery slag fluidity being higher.
CaO–SiO2–Al2O3 oxide melt is the slag base of steel ladle metallurgy. Low viscosity of such slags can be provided by fluorspar as a liquefying flux [1, 3, 6–11], which forms low melting eutectics with calcium orthosilicate and acts as a depolymerizing agent in silicate systems, decreases viscosity for a short time, as well acts as a slag solidification point. However, during high temperature metal treatment by CaO–SiO2–Al2O3–CaF2 slags, volatile fluorides are formed when the composition of refinery slags and their physicochemical properties vary in time. Thus, there is a need to study the physicochemical properties of a fluoride-free oxide system for steel ladle metallurgy due to its environmental hazard of volatile fluorides and physicochemical property inconsistencies of generated slags.
This problem can be solved by the use of boron oxide instead of fluorspar. This oxide with a low melting point can decrease the solidification point and significantly expand the chemical composition range of slags with low viscosity. Moreover, during the overall treatment of metal [12–16], its physicochemical properties provide consistency. However, according to [17, 18], boron oxide acts as a typical complex-forming oxide, increases polymerization rate of slag structure, and can increase viscosity. With an increase in slag basicity, the concentrations of calcium and magnesium oxide increase. Thus, the concentrations of oxygen-free ions (O2–) increase, which then simplifies the silicon oxygen network [17] while reacting with bridge oxygen in silicates. Moreover, with an increase in slag basicity, in addition to depolymerization of its complex silicate structure, the borate structure is modified when free oxygen ions interact with bridge oxygen connecting [BO3] triangles and [BO4] tetrahedrons, breaking diborates. In addition, a simple two-dimensional structure [BO3] is embedded into a complex three-dimensional silicate structure. Its symmetry and strength decrease significantly, thus decreasing the slag viscosity [17].
This study presents the experimental results of a chemical composition influence on viscosity and solidification point of CaO–SiO2–B2O3 slags containing 15% Al2O3 and 8% MgO presented in the form of composition–property diagrams.
EXPERIMENTAL
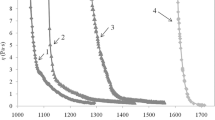
The formulated problem was solved using the simplex lattice method, which helps obtain its property as a composition function in the form of continuous function [19, 20]. While constructing the experiment design matrix, the variable constituents of the five-component CaO–SiO2–B2O3–Al2O3–MgO system were restricted as follows: CaO/SiO2 = 2.0–5.0; 0–6% B2O3; and 15% Al2O3; 8% MgO. The system is estimated as a three-component mixture, since the content of Al2O3 and MgO is constant. The slag viscosity (P) was measured in graphite crucibles using a vibrating viscometer. The slag temperature was measured using PR 30/6 thermocouple. The considered slag solidification point (Ts) was determined graphically by a knee of a curve using a viscosity logarithm as an inverse temperature function. The experimental data are summarized in Table 1.
The mathematical models describing solidification point and viscosity as a composition function are selected in the form of polynomials of the third degree. The polynomial coefficients were determined by 16 experiments carried out according to an experiment design matrix using equations in [19, 20]. The obtained models were used for the prediction of solidification point and viscosity of slags in its overall range of compositions, with the respective composition–property diagrams plotted (Figs. 1 and 2).

Composition–solidification point (Ts) diagram of CaO–SiO2–B2O3 slags containing 15% Al2O3 and 8% MgO (——) Ts; (- - -) lines of equal basicity).

Viscosity diagram of CaO–SiO2–B2O3 slags containing 15% Al2O3 and 8% MgO at 1550°C (a) and 1600°C (b) (——) viscosity, Pa s; (- - -) lines of equal basicity).
RESULTS AND DISCUSSION
Experimental data analysis depicted in the form of composition–property diagrams makes it possible to estimate quantitatively the influence of temperature and chemical composition on physical properties of CaO–SiO2–B2O3 slags containing 15% Al2O3 and 8% MgO. The considered oxide slags without B2O3 are characterized by an increased solidification point and viscosity. Solidification point varies from 1400°C at basicity of 2.1 to 1500°C at basicity of 5.0 (Fig. 1). Slag viscosity at 1550°C varies from 0.20 Pa s at slag basicity of 2.5 to 0.40 Pa s at basicity of 5.0 (Fig. 2a) and decreases with a temperature increase to 1600°C to 0.15 and 0.30 Pa s at basicity decrease to 2.1 and 4.3 (Fig. 2b).
The existence of B2O3 in slags of the considered oxide system expands the range of slag composition with low solidification point and viscosity. The slags with basicity of 2.0–3.0 containing 1–3% B2O3 are characterized (Fig. 1) by a low solidification point varying from 1400 to 1450°C and high fluidity. Slag viscosity upon heating to 1550 and 1600°C actually does not exceed 0.20 and 0.15 Pa s, respectively (Fig. 2). In the slags with basicity of 2.0–3.0, the increase of B2O3 content to 4–6% is accompanied by a decrease in the solidification point to 1350–1425°C (Fig. 1) with retention of low, not higher than 0.15 Pa s, viscosity at heating temperatures of 1550 and 1600°C (Fig. 2).
The displacement of generated slags containing 1‒6% B2O3 to the basicity region increasing to 3.0–5.0 retains a sufficiently high fluidity. Moreover, with an increase in B2O3 concentration, the displacement trend of the considered oxide system to the region of low solidification point becomes obvious. The slag solidification point with basicity of 3.0–4.0 containing 6% B2O3 reaches 1400°C and actually does not exceed 1475°C for the slags with basicity of 4.0–5.0 containing 1–2% B2O3 (Fig. 1). At 1600°C, the viscosity of such slags varies from 0.15 Pa s at basicity of 3.0 and 5–6% B2O3 to 0.25 Pa s at basicity of 4.0–5.0 at B2O3 content in the range of 1–3% (Fig. 2, b). The temperature decrease of the considered oxide system by 50°C is accompanied by an insignificant (not higher than 0.05 Pa s) increase in viscosity.
CONCLUSIONS
Experimental studies of physical properties of CaO–SiO2–B2O3 slags containing 15% Al2O3 and 8% MgO using the simplex lattice method provided new data on solidification point and viscosity of the considered oxide slags presented in the composition–property diagram. Boron oxide is an efficient tool to control physical properties of the considered oxide slags. Formation of slags containing 1–6% B2O3 in the basicity range of 2.0–5.0 provides a high fluidity in the range of 1550–1600°C. Solidification point of such slags varies in the range of 1350–1475°C, thus providing viscosity of the considered oxide system in the range of 0.15–0.30 Pa s. The presented composition–property diagrams can be used in ladle metallurgy for the development of optimum chemical composition of refinery slags with perfect physicochemical properties.
REFERENCES
Dyudkin, D.A. and Kisilenko, V.V., Proizvodstvo stali. Tom 3. Vnepechnaya metallurgiya stali (Steel Production, Vol. 3: Out-of Ladle Metallurgy of Steel), Moscow: Teplotekhnik, 2010.
Popel’, S.I., Sotnikov, A.I., and Boronenkov, V.N., Teoriya metallurgicheskikh protsessov (Theory of Metallurgical Processes), Moscow: Metallurgiya, 1986.
Sokolov, G.A., Vnepechnoe rafinirovanie stali (Ladle Refining of Steel), Moscow: Metallurgiya, 1977.
Arsent’ev, P.P., Yakovlev, V.V., Krasheninnikov, M.G., Pronin, L.A., and Filippov, E.S., Fiziko-khimicheskie metody issledovaniya metallurgicheskikh protsessov (Physico-Chemical Methods in Study of Metallurgical Processes), Moscow: Metallurgiya, 1988.
Yavoiskii, V.I. and Yavoiskii, A.V., Nauchnye osnovy sovremennykh protsessov proizvodstva stali (Scientific Basis of Modern Steel Production Processes), Moscow: Metallurgiya, 1987.
Wang, H.M., Zhang, T.W., Zhu, H., Yan, Y.Q., and Zhao, Y.N., Effect of B2O3 and CaF2 on viscosity of ladle refining slag, Adv. Mater. Res., 2011, vols. 295–297, pp. 2647–2650.
Ko, K.Y. and Park, J.H., Effect of CaF2 addition on the viscosity and structure of CaO–SiO2–MnO slags, ISIJ Int., 2013, vol. 53, no. 6, pp. 958–965.
Choi, S.Y., Lee, D.H., Shin, D.W., Choi, S.Y., Cho, J.W., and Park, J.M., Properties of F-free glass system as a mold flux: viscosity, thermal conductivity and crystallization behavior, J. Non-Cryst. Solids, 2004, vols. 345–346, pp. 157–160.
Nakada, H. and Nagata, K., Crystallization of CaO–SiO2–TiO2 slag as a candidate for fluorine free mold flux, ISIJ Int., 2006, vol. 46, no. 3, pp. 441–449.
Persson, M., Seetharaman, S., and Seetharaman, S., Kinetic studies of fluoride evaporation from slags, ISIJ Int., 2007, vol. 47, no. 12, pp. 1711–1717.
Akberdin, A.A., Kulikov, I.S., Kim, V.A., et al., Fizicheskie svoistva rasplavov sistemy CaO–Al2O3–SiO2–MgO–CaF2 (Physical Properties of the Melts of CaO–Al2O3–SiO2–MgO–CaF2 System), Moscow: Metallurgiya, 1987.
Hongming, W., Tingwang, Z., and Hua, Z., Effect of B2O3 on melting temperature, viscosity and desulfurization capacity of CaO-based refining flux, ISIJ Int., 2011, vol. 51, no. 5, pp. 702–708.
Akberdin, A.A., Kireeva, G.M., and Medvedovskaya I.A., Effect of B2O3 on viscosity of the slags of CaO–Al2O3–SiO2 system, Izv. Akad. Nauk SSSR, Met., 1986, no. 3, pp. 55–56.
Babenko, A.A., Istomin, S.A., Protopopov, E.V., Sychev, A.V., and Ryabov, V.V., Viscosity of CaO–SiO2–Al2O3–MgO–B2O3 slags, Steel Transl., 2014, vol. 44, no. 2, pp. 110–112.
Wang, H.-M., Li, G.-R., Li, B., Zhang, X.-J., and Yan, Y.-Q., Effect of B2O3 on melting temperature of CaO-based ladle refining slag, ISIJ Int., 2010, vol. 17, no. 10, pp. 18–22.
Wamg, H., Li, G., and Dai, R., CAS-OB: refining slag modification with B2O3–CaO and CaF2–CaO, Ironmaking Steelmaking, 2007, vol. 34, no. 4, pp. 350–353.
Zhang, L., Wang, W., Xie, S., Zhang, K., and Sohn, I., Effect of basicity and B2O3 on the viscosity and structure of fluorine-free mold flux, J. Non-Cryst. Solids, 2017, vol. 460, no. 4, pp. 113–118.
Sun, Y.Q., Liao, J.L., Zheng, K., Wang, X.D., and Zhang, Z.T., Effect of B2O3 on the structure and viscous behavior of Ti-bearing blast furnace slags, JOM, 2014, vol. 66, no. 10, pp. 2168–2175.
Kim, V.A., Nikolai, E.N., Akberdin, A.A., et al., Planirovanie eksperimenta pri issledovanii fiziko-khimicheskikh svoistv metallurgicheskikh shlakov. Metodicheskoe posobie (Experiment Planning in Study of Physicochemical Properties of Metallurgical Slag: Practical Manual), Alma-Ata: Nauka, 1989.
Kim, V.A., Akberdin, A.A., Kulikov, I.S., et al., Application of simplex lattice method for constructing composition-viscosity diagrams, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 1980, no. 9, pp. 167–168.
Funding
This work was supported by the Government contract of Institute of Metallurgy, Ural Branch, Russian Academy of Sciences.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by I. Moshkin
About this article

Cite this article
Babenko, A.A., Shartdinov, R.R., Upolovnikova, A.G. et al. Physical Properties of CaO–SiO2–B2O3 Slags Containing 15% Al2O3 and 8% MgO. Steel Transl. 49, 667–670 (2019). https://doi.org/10.3103/S0967091219100036
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091219100036