
Abstract
The current work examines the mechanical and dry sliding wear properties of LD sludge (LDSE), BF slag (BFS), and LD slag (LDS)-filled epoxy composites. These composites’ mechanical characteristics like compressive strength, micro-hardness, and tensile strength are examined. Dry sliding wear characteristics of EP-LDSE, EP-BFS, and EP-LDS have also been studied using Taguchi’s experimental design. The comparative investigation shows that, compared to the other two groups of composites taken into consideration, EP-LDSE composites display considerably improved wear and mechanical properties followed by EP-LDS composites. An increase in up to 15% strength is observed with addition of 16 wt pct. filler. From the Taguchi’s design, it is revealed that, LDSE content and speed are most influencing factors affecting the wear rate of the composites.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to the lack of affordable treatment alternatives, it can be difficult to reuse wastes produced by the iron and steel industry in large quantities. This is especially true in less developed or developing nations [1]. Due to the abundant supply of raw resources, the steel and iron sector is one of the crowded industries in India. Every day, these businesses produce substantial amounts of slag and sludge as waste materials or byproducts. Per ton of steel produced, 2–4 tons of trash are produced throughout the manufacturing process. LDSE, BFS, and LDS are produced in significant amounts by steel factories.
Depending on the source of creation, the content of these solid wastes varies greatly, but they typically contain certain recyclable materials that can be recovered and recycled wisely, such as Fe, C, Ca, P, S, etc. Various initiatives have been launched in the past to use these steel-manufacturing byproducts. The BFS primarily consists of inorganic elements including silicon dioxide, oxygen, calcium oxide, magnetite, magnesium oxide, and alumina. LD sludge is the term used to describe the fine solid particles that are recovered following wet cleaning of the gas that emerges from LD converters. Along with trace amounts of MgO, SiO2, Al2O3, P, and MnO, the primary constituents are FeO, Fe2O3, and CaO. Through the LD converter or basic oxygen furnace technique of creating steel, steel factories produce enormous amounts of slag. CaO, Fe, and SiO2 are the three primary substances found in LD slag.
Polymer composites are created by mixing two or more materials with disparate qualities in order to get improved properties. Construction, chemical, automotive, aerospace, and other industries frequently use composite materials [2]. Because the qualities they contain cannot be achieved with metals, ceramics, or polymers alone, polymer composites find uses in a wide range of fields. In addition, polymer composites have replaced a number of typical metallic materials for tribological applications. Studies of the wear behavior of these materials have become commercially necessary due to the increasing usage of polymer composites in sliding wear environments [3]. In general, adding a secondary phase (or several) to the matrix material might increase the wear resistance of clean epoxy [4,5,6,7,8,9,10,11]. Numerous articles on the usage of polymers and their composites in dry sliding wear scenarios can be found in the literature [12]. Only a small number of studies have been reported so far on the utilization of industrial wastes such fly ash, red mud, etc. in polymer composites [13,14,15,16,17]. Steel industry solid wastes can be employed as filler material in the polymer matrix to improve the composite’s tribological characteristics and hardness as they contain hard phases [18,19,20,21,22]. As a result, in the current work, a comparison of the mechanical and sliding wear response of epoxy-based composites filled with LDS, BFS, and LDSE under identical test conditions is reported.
Materials and methods
Matrix and filler materials
Epoxy as the matrix and the corresponding hardener as a curing agent were provided by scientific supplier, India. Hazardous solid wastes generated from the iron and steel industries in the forms of blast furnace slag (BF slag), Linz Donawitz slag (LD slag), and Linz Donawitz sludge (LD sludge) in powder form were collected from Rourkela Steel Plant (RSP), India. All the three fillers were sieved so as to obtain particle size less than 100 μm.
Composite fabrication
In order to manufacture epoxy/BF slag, epoxy/LD slag, and epoxy/LD sludge composites, epoxy resin was heated and stirred with hardener at a mass ratio of 10:1 in order to prepare clear gel materials. The dried fillers in five different percentages (0 wt%, 4 wt%, 8 wt%, 12 wt%, and 16 wt%) were added to the aforementioned gel and mechanically stirred with 30 ml acetone for 10 min. Subsequently, the mixed paste was transferred to a cast mold in which a thin polyimide film was coated on the contact surfaces. The molds were kept for a day for perfect bonding between the matrix and the curing agent. The performance of neat epoxy is very low [3], and many previous investigations have proved that mechanical properties of composites decrease and many previous investigations have proved that mechanical properties of composites decrease dramatically when filler content exceeds 20 wt% [20]. In this study, mass ratios of fillers were kept between 0 and 16 wt. pct., and three sets of composites were fabricated.
Characterization
Vaiseshika hardness indenter was used to evaluate the micro-hardness of the composite specimens according to ASTM E384 standard. Tensile and compressive tests were performed in a universal testing machine (Instron 1195) as per ASTM D 638 and ASTM D 695 standards, respectively. Flat specimens with a dog-bone shape (165 mm × 13 mm) with gage length of 50 mm were used to carry out tensile tests whereas cylindrical-shaped specimens were fabricated to perform compressive tests. Each test was carried out 3 times to obtain the average data.
Dry sliding wear test and Taguchi’s experimental design
The tribological properties were assessed by a pin-on-disk tribometer (Instron, India) as per ASTM G99 standard. The specimen was in the form of cylinder with a diameter of 10 mm. Table 1 displays the four factors used in this investigation, each with five levels. The orthogonal array selected was L25, which contains 4 factors at five levels, and 25 rows, which represent the number of tests. The experiment’s layout is as follows: sliding distance (ds), normal load (Pn), and filler content (Fc), sliding velocity (Vs) are the four factors chosen for the experiment. Signal-to-noise (S/N) ratios are then created as smaller is the better basis from these experimental findings.
Results and discussion
Test results of tensile, compressive strength, and micro-hardness
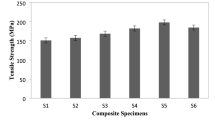
The strength under tension of the five compositions of EP-BFS, EP-LDS, and EP-LDSE composites were tested in the current work and are shown in Fig. 1a. All three groups of composites exhibit a steady increase in strength under tensile. Pure epoxy has a strength of 48 MPa. Adding up of 4 wt% filler, the tensile strength values increase to 49.11 MPa, 49.24 MPa, and 50.41 MPa for EP-BFS, EP-LDS, and EP-LDSE composites, respectively. The tensile strength further increases with the addition of filler materials. Out of the three fillers, it has been found that epoxy composites filled with LD sludge had the highest strength in tension.

a Tensile strength, b compressive strength, and c micro-hardness values of EP-BFS, EP-LDS, and LD EP-LDSE composites
The compressive strength values of EP-BFS, EP-LDS, and EP-LDSE composites are represented in Fig. 1b. Pure matrix (epoxy) has a compressive strength value of 22.5 MPa and it increases progressively with an increase in the filler content. The compressive strength values of the composites improve with the addition of 16 weight percent of filler to 26.5 MPa, 27.1 MPa and 28.9 MPa for EP-BFS, EP-LDS, and EP-LDSE composites, respectively. Further, EP-LDSE composites exhibit better result than EP-BFS and EP-LDS composites.
The micro-hardness of EP-LDSE, EP-BFS, and EP-LDS composites loaded with various weight percentages of fillers is shown in Fig. 1c. It is obvious that the presence of hard phases in the filler materials improves the micro-hardness of the composite with the addition of fillers. Unfilled epoxy has a micro-hardness value of 0.085 GPa, and it increased to 0.182 GPa, 0.196 GPa, and 0.273 GPa with addition of 16 wt% BFS, LDS, and LDSE, respectively. For the same filler amount, EP-LDSE composites are found to have higher micro-hardness values than EP-BFS and EP-LDS composites.
Sliding wear analysis of composites
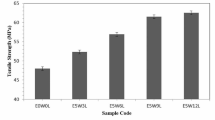
For all 3 groups of composites, the wear rates discovered by experiments conducted in accordance with Taguchi’s design are displayed in Table 2. The difference in wear rate for various experiments is depicted graphically in Fig. 2a. In comparison to EP-LDS and EP-BFS composites, EP-LDSE composite has been found to exhibit better sliding wear resistance under similar test conditions. Furthermore, it has been found that the wear resistance of composites increases with an increase in filler percentage. The factors Fc and Vs have significant influence on the wear rate; however, factors Pn and ds have marginal effect on the wear rate of the composites. The analysis showed that at sliding velocity of 40 cm/s, normal load of 30 N, sliding distance of 1200 m, and filler content of 16 wt%, the specific wear rate is minimum as shown in Fig. 2b.

a Wear rates of EP-LDSE, EP-LDS, and EP-BFS composites, b S/N ratio for EP-LDSE composites, and c Effect of filler content and velocity on wear rate of EP-LDSE composites
The combined effect of sliding velocity and LDSE content on the wear rate of the composites is shown in Fig. 2c. It is observed that with increase in LDSE content, the wear rate of the composites decreases. However, a linear increase in wear rate is observed with the increase in sliding velocity.
Conclusions
In this study, an important contribution has been made, and the effect of industrial wastes like BFS, LDS, and LDSE on epoxy matrix at micro-scale has been examined. It has been tried to show that how addition of steel industry wastes to pure epoxy at different percentages enhances the mechanical and wear properties of epoxy.
The tensile strength of EP-BFS, EP-LDS, and EP-LDSE composites increases, and this increase is a function of filler content. EP-LDSE composites show better strength under tension as compared to EP-BFS and EP-LDS composites for similar filler loading. An increase in tensile strength by 15% is observed with 16 wt% filler-loaded EP-LDSE composites than the pure epoxy. Similar observations are made for compressive strength. Pure epoxy has a compressive strength of 22.5 MPa and with adding up 16 weight % of filler the strength under compression of the composites increase to 26.5 MPa, 27.1 MPa, and 28.9 MPa for EP-BFS, EP-LDS, and EP-LDSE composites, respectively. A significant improvement in micro-hardness is observed for EP-LDSE composites as compared to EP-LDS and EP-BFS composites.
It is observed that, the sliding wear resistance of pure matrix increases with the addition of industrial solid particles. The wear resistance of EP-LDSE composites is found to be better than other two groups of composites. These findings are significant as they offer insights into the mechanical and wear resistance of an important class of industrial solid particles-filled epoxy composites. With improved mechanical strength and wear resistance, the industrial solid particles-filled epoxy composites can be used as sliding panels of doors and windows, flooring materials, etc.
Data availability
The dataset generated and analyzed during the current study is available from the corresponding author on reasonable request.
References
B.C.H. Weng, Treatment of metal industrial wastewater. J. Environ. Eng. 120, 1470–1487 (1995)
J. Sudeepan, K. Kumar, T. Kumar, Mechanical and tribological behavior of ABS/TiO2 polymer composites and optimization of tribological properties using grey relational analysis. J. Inst. Eng. Ser. C (2015). https://doi.org/10.1007/s40032-015-0192-y
B. Ben Difallah, M. Kharrat, M. Dammak, G. Monteil, Mechanical and tribological response of ABS polymer matrix filled with graphite powder. Mater. Des. 34, 782–787 (2012). https://doi.org/10.1016/j.matdes.2011.07.001
M.M. Khruschov, Principles of abrasive wear. Wear 28, 69–88 (1974). https://doi.org/10.1016/0043-1648(74)90102-1
G.Y. Lee, C.K.H. Dharan, R.O. Ritchie, A physically-based abrasive wear model for composite materials. Wear 252, 322–331 (2002). https://doi.org/10.1016/S0043-1648(01)00896-1
N. Road, A review of particulate reinforcement theories for polymer composites. J. Mater. Sci. 25, 4933–4942 (1990)
A.P. Harsha, U.S. Tewari, B. Venkatraman, Solid particle erosion behaviour of various polyaryletherketone composites. Wear 254, 693–712 (2003). https://doi.org/10.1016/S0043-1648(03)00143-1
S. Ojha, S.K. Acharya, R. Gujjala, Characterization and wear behavior of carbon black filled polymer composites. Procedia Mater. Sci. 6, 468–475 (2014). https://doi.org/10.1016/j.mspro.2014.07.060
S. Basavarajappa, S. Ellangovan, Dry sliding wear characteristics of glass-epoxy composite filled with silicon carbide and graphite particles. Wear 296, 491–496 (2012). https://doi.org/10.1016/j.wear.2012.08.001
P. Pradhan, A. Purohit, I. Mohanty, Erosion wear analysis of coconut shell dust filled epoxy composites using computational fluid dynamics and Taguchi method. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. (2023). https://doi.org/10.1177/09544062231167674
A. Purohit, A. Satapathy, P.T.R. Swain, P.K. Patnaik, Analysis of sliding wear behavior of LD sludge filled epoxy composites using response surface methodology. Mater. Today Proc. (2020). https://doi.org/10.1016/j.matpr.2020.02.845
F.S. Silva, G. Miranda, Dry Sliding Wear Behaviour of AlSi-CNTs-SiCp Hybrid Composites (Elsevier, Amsterdam, 2015)
S.S. Mahapatra, Modelling and analysis of erosion wear behaviour of hybrid composites using Taguchi experimental design. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 224, 157–167 (2009). https://doi.org/10.1243/13506501JET641
M. Engineering, M. Engineering, M. Engineering, Modeling and prediction of erosion response of glass reinforced polyester-flyash composites. J. Reinf. Plast. Compos. (2015). https://doi.org/10.1177/0731684407085644
S. Biswas, A. Satapathy, Use of copper slag in glass-epoxy composites for improved wear resistance. Waste Manag. Res. J. Sustain. Circ. Econ. (2015). https://doi.org/10.1177/0734242X09352260
S. Biswas, A. Satapathy, Tribo-performance analysis of red mud filled glass-epoxy composites using Taguchi experimental design. Mater. Des. 30, 2841–2853 (2009). https://doi.org/10.1016/j.matdes.2009.01.018
Y. Zhang, A. Zhang, Z. Zhen et al., Red mud/polypropylene composite with mechanical and thermal properties. J. Compos. Mater. 45, 2811–2816 (2011). https://doi.org/10.1177/0021998311401937
A. Purohit, A. Satapathy, Development and characterization of epoxy-based composites filled with Linz–Donawitz sludge. J. Compos. Mater. (2016). https://doi.org/10.1177/0021998316656478
A. Purohit, A. Satapathy, Dry sliding wear characteristics of epoxy composites filled with steel industry slag and sludge particles: A comparative study. Mater. Today Proc. 5, 11906–11913 (2018). https://doi.org/10.1016/j.matpr.2018.02.164
P. Taylor, P.K. Padhi, A. Satapathy, Analysis of sliding wear characteristics of BFS filled composites using an experimental design approach integrated with ANN. Tribol. Trans. (2013). https://doi.org/10.1080/10402004.2013.798448
P. Pradhan, A. Purohit, J. Singh, C. Subudhi, Tribo-performance analysis of an agro-waste-filled epoxy composites using finite element method. J. Inst. Eng. Ser. E (2022). https://doi.org/10.1007/s40034-022-00243-7
P. Lohiya, Physical mechanical and sliding wear behavior of micro-sized Linz–Donawitz slag filled epoxy composites. J. Appl. Polym. Sci. (2022). https://doi.org/10.1002/app.52714
Funding
No funding was received for conducting this study.
Author information
Authors and Affiliations
Contributions
Abhilash Purohit: conceptualization, methodology, investigation, writing—original draft preparation and visualization. Priyabrat Pradhan: conceptualization, validation, resources, writing—reviewing and editing, supervision, project administration, and funding acquisition. Sudhir Kumar Singh: writing—original draft preparation and visualization. Prashanta Kumar Nayak: methodology and resources.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Purohit, A., Singh, S.K. & Nain, P.K.S. Analysis of mechanical and sliding wear characteristics of steel industries’ solid wastes-filled epoxy composites using an experimental design approach. MRS Advances 9, 910–915 (2024). https://doi.org/10.1557/s43580-024-00853-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43580-024-00853-w