
Abstract
This study aimed to investigate the effects of Nb on the microstructure and mechanical behavior of Ti-xNb alloys (x = 34–44 at%) fabricated by spark plasma sintering (SPS). The effects of SPS temperature (1050–1350 °C) on Ti-40Nb were evaluated to determine the optimal temperature for sintering Ti-xNb alloys. Ti-40Nb sintered at 1250 °C and 30 MPa performed best. The Ti-xNb alloys underwent sintering at 1250 °C and 30 MPa. Results revealed that Nb content did not significantly affect the microstructure of Ti-Nb alloys. The hardness, ultimate tensile strength (UTS), and bending strength of alloys initially increased as Nb content rose from 32 to 40 at%, but then decreased when Nb was further raised to 44 at%. The relative density played the main role in determining the mechanical performance of samples. Among the samples, Ti-40Nb exhibited favorable mechanical properties in terms of hardness, UTS, Young’s modulus, and bending strength.
Graphical abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Due to their high strength, excellent corrosion resistance, and favorable biocompatibility, Titanium (Ti) and its alloys have been extensively studied for their potential in biomedical applications [1,2,3,4]. However, the ion release raises concerns in commercially available Ti alloys like Ti-6Al-4V, potentially leading to adverse health effects upon exposure to the human body [5,6,7]. On the other hand, mechanical properties such as strength and Young’s modulus are important for treating hard tissue fractures. Mismatched Young’s modulus between the implant and adjacent bone can lead to improper bone formation, known as the stress shielding effect [8,9,10,11,12].
The mechanical behavior of Ti-based alloys is predominantly influenced by the microstructure and internal porosity, which are key factors in this regard. Ti and its alloys can exist in different phases, including alpha (α), hcp martensite (α′), orthorhombic martensite (α″), and beta (β). The α′ phase is formed when Ti is rapidly cooled from the β phase, exhibiting higher strength in comparison with the other phases. On the other hand, the β and α″ phases have relatively lower Young’s modulus values compared to the α and α′ phases, attracting a lot of attention for biomedical applications. The β phase can be formed by adding β-stabilizer elements to the alloy, whereas the α″ phase can be formed through stress-induced transformation from the β phase [13,14,15]. Numerous approaches have been suggested to attain specific microstructure for Ti alloys, one of the most widely used is the incorporation of various elements into Ti structure [11, 16, 17]. Zirconium (Zr), Niobium (Nb), and Tantalum (Ta) are used as biocompatible β-stabilizers to preserve the β phase of Ti alloys at temperatures close to the body. Several studies have documented the fabrication and analysis of these β-stabilized Ti alloys, such as Ti-Zr, Ti-Nb, and Ti-Mo [15, 18,19,20,21]. Among these elements, Nb has demonstrated greater promise in comparison to others as a material that is both effective and biocompatible [3, 15, 22].
Apart from the challenges posed by the alloying like the Nb content, the higher melting temperature of Nb compared to Ti is also another obstacle to fabricating Ti-Nb alloys from the fabrication method point of view. Over the years, spark plasma sintering (SPS) has been used to fabricate alloys from powder through the sintering process and by applying electric current and pressure. As opposed to traditional methods, SPS has proven successful in fabricating alloys or composites using elements with significant differences in melting point at lower temperatures and shorter time periods [23,24,25]. Studies have demonstrated that various parameters of SPS, such as temperature, time, pressure, powder size, and cooling rate, can be adjusted to achieve full densification and a uniform microstructure in the fabricated samples. For example, the grain size of SPSed samples was managed by adjusting the sintering temperature and heating rate, where a high heating rate and low sintering temperature led to a smaller grain size. Accordingly, considerable research has been focused on fabricating Ti-based alloys with high relative density, targeted microstructure, and suitable mechanical properties by SPS [25,26,27,28]. In this regard, Shahedi Asl et al. [28] have demonstrated that the Ti sample with the greatest relative density (99.8%) and optimum mechanical properties was achieved by SPS at 1200 °C. Suesawadwanid et al. [3] have reported that the α, α′ + α″, α′ + β, and β phases were formed in pure Ti, Ti-5Nb, Ti-15Nb, and Ti-25Nb, respectively, after SPS at 50 MPa with a sintering temperature of 1300 °C. Among them, Ti-25Nb demonstrated the lowest Young’s modulus and displayed greater potential for biomedical applications through reducing the stress shielding effects. Han et al. [7] found that a Ti-5Nb alloy with an α + β structure had a hardness of 358 HVN. However, they also observed that for a Ti-10Nb alloy, the hardness was lower. This decrease in hardness was attributed to a significant reduction in the volume fraction of the β phase present in the α + β structure.
There are still many challenges related to the effective use of Ti-Nb alloys for biomedical applications in terms of optimal Nb content, fabrication method, and processing parameters, which have in turn made research in this area an important topic. Current research aims to develop novel Ti-based alloys that address both ion release and stress shielding to improve fracture treatment efficacy [16, 29,30,31,32,33]. Moreover, to the best of our knowledge, existing research in the realm of Ti-Nb alloys has predominantly concentrated on low percentages of Nb. Most of these studies have indicated that an increase in Nb content not only facilitates the attainment of a favorable microstructure but also enhances mechanical properties. Concurrently, recent investigations have emphasized the potential of the SPS method in fabricating Ti-Nb alloys with a dense, porosity-free structure, leading to advantageous mechanical features [25,26,27,28]. Therefore, the convergence of these two aspects—investigating the synthesis of Ti-Nb alloys with a high Nb content through the SPS method—addresses an existing research gap in the field of Ti-Nb alloys. Accordingly, the present study aimed to investigate the effects of high Nb content on the microstructure and mechanical properties of Ti-xNb alloys (where x = 34–44 at% represents the Nb content) fabricated using SPS. It is worth mentioning that in this study, the influence of different temperatures of SPS (1050–1350 °C) on the performance of Ti-40Nb alloy was assessed. The purpose was to determine the optimal SPS temperature for sintering the other samples.
Results and discussion
Characterization of Ti-Nb mixed powder
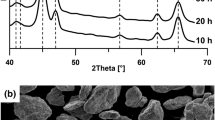
XRD patterns of Ti-40Nb mixed powder after the ball milling for 1 h and 10 h are shown in Fig. 1S(a). As can be seen in Fig. 1S(a), the peaks of Ti and Nb powders, as raw materials, have been identified after milling for 10 h, indicating that no new phase was formed during ball milling. Moreover, it can be observed that only the peak intensity of raw materials decreased and the peaks broadened, relating to the reducing crystallites size, enhancing structural defects, and increasing internal strain during MA [34]. Indeed, it can be suggested that, during ball milling, Nb powder was only distributed uniformly in the Ti matrix, which could be very useful for achieving a homogeneous distribution of elements in the Ti-Nb alloys after the SPS process. According to the XRD pattern of the Ti-40Nb milled powder after milling for 10 h, no peak induced by the contamination of the mill container and balls was detected. It can be clearly observed that the Ti peaks are indexed as hexagonal α-Ti structure, which is in agreement with respect to JCPDS No: 01-089-2959 standard.

The effect of SPS temperature on the density and relative density of Ti-40Nb alloys.
It is worth mentioning that, for Ti-based alloys, it was reported that the α → β transformation may occur during ball milling. Certainly, according to the Ti-Nb equilibrium phase diagram (Fig. 2S), it can be proposed that, during milling as a non-equilibrium process, the potential formation of the β-Ti phase is likely at room temperature. This can be attributed to the increase in microstrain levels and localized temperature elevation, followed by rapid cooling. Moreover, the amount of β-Ti phase enhanced with an increase in Nb content [18, 22, 35]. However, for Ti-Nb alloys, since the lattice parameters of β-Ti (3.327 Å) and Nb (3.305 Å) are very close, their peaks appear at similar angles in XRD pattern [6]. Therefore, it is not possible to certainly discuss the α → β transformation of Ti-Nb alloys during milling. It seems a decrease in the intensity of α-Ti peaks after milling for 10 h was most likely due to the reasons mentioned above rather than the α → β transformation. On the other hand, it should be noted that the peak positions on initial materials have not shifted with increasing milling time, as can be seen in Fig. 1S(a). Generally, based on Bragg’s law [34], the shift of peaks in the XRD pattern can be evidence for the dissolution of milled powders as milling continues. Nevertheless, the atom size of Ti (0.147 nm) and Nb (0.146 nm) is almost the same [6]; therefore, the dissolution of Nb in the Ti lattice cannot cause a change in the diffraction angles. Notably, the XRD patterns of other Ti-xNb alloys, not shown here, were also similar to the Ti-40Nb. Figure 1S(b) displays the SEM images of the Ti-40Nb mixed powder after the ball milling for 10 h. As can be seen from Fig. 1S(b), the Nb powder was evenly dispersed throughout the Ti powder, and both powders exhibited irregularly shaped particles. Furthermore, image analysis by ImageJ software revealed that the Ti-40Nb mixed powder had a particle size of 19.75 ± 0.9 μm.

XRD patterns of the Ti-40Nb alloys sintered at different temperatures.
Effects of SPS temperature on the densification of Ti-40Nb alloy
As mentioned, in the present study, the Ti-40Nb alloy was sintered at different temperatures (1050–1350 °C) to select the optimal SPS temperature for sintering other Ti-xNb alloys. Figure 1 shows the variation in density as well as relative density of the Ti-40Nb alloy as a function of SPS temperature. According to Fig. 1, it can be seen that the density increased with increasing temperature up to 1250 °C, and then decreased with further temperature increase. The Ti-40Nb sintered at 1250 °C showed the highest value of relative density, which was equal to 89.42%. It can be suggested that with increasing the SPS temperature up to 1250 °C, high temperature led to better densification and more closure of internal porosity between the particles. Several factors contributed to achieving a high density during SPS at a relatively lower temperature than conventional sintering methods. The ionization of particles from local sparking results in the melting of Ti oxide films followed by the formation of neck junctions between powder particles. Additionally, the plasma of SPS increases the densification of the sintered powders by accelerating interatomic diffusion. These factors promote the densification of SPSed samples at lower temperatures [6, 36]. However, with a further increase in temperature (i.e., above the critical temperature; 1250 °C), a decrease in the relative density of the sample was observed, attributing to the growth of grains. Additionally, it was demonstrated that, at high SPS temperature, the temperature may increase locally in the outer layers of the powder particles and as a result, the surface materials can melt or evaporate. This can potentially lead to entrapped gas pores and decrease the relative density in the sintered sample [28].
Effects of SPS temperature on the phase structure of Ti-40Nb alloy
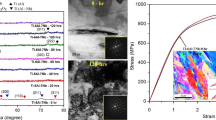
The XRD patterns of the Ti-40Nb alloys sintered at different temperatures are shown in Fig. 2. Results indicated that, at all SPS temperatures, Ti-40Nb alloys exhibited the β-Ti phase, as the main phase, as well as the α-Ti phase. The formation of the β phase at lower temperatures in Ti-40Nb alloys was due to the addition of Nb, as a β-stabilizer, to the Ti matrix. Figure 3 illustrates the SEM images of the microstructure of Ti-40Nb alloys sintered at different temperatures, indicating acceptable density without any visible porosity for all samples. As can be seen in Fig. 3, for the Ti-40Nb alloys sintered in the temperature range of 1050–1250 °C, three distinct regions can be distinguished; the dark region represents the α-Ti phase, the gray region corresponds to the β-Ti phase, and the lighter region represents the undissolved Nb in the Ti matrix. It is important to mention here that in Ti-based alloys, the α phase can nucleate and grow both within the grain boundaries and inside the β grains, the first one is known as primary α phase and the second one is known as secondary α phase [13, 37]. It is difficult to discern them from XRD analysis since a few of their characteristic peaks overlap. Distinguishing these two phases requires more point-by-point microstructural examinations. Therefore, in the main part of this work, which is the effect of Nb content on the microstructure and mechanical behavior of Ti-xNb alloys, this case was examined in more detail for Ti-xNb alloys.

The SEM images of the microstructure of Ti-40Nb alloys sintered at different temperatures.
It should be noted that Nb can dissolve within both the α and β phases; however, the degree of dissolution of Nb in the β is greater than that of in the α phase. Therefore, the α phase is the Nb-poor region and the β phase is the Nb-rich region [38, 39]. From Fig. 3, it can be observed that the α phase formed at the grain boundaries of the β phase, and the volume fraction of the α phase increased with increasing the SPS temperature in the temperature range of 1050–1250 °C. Moreover, the light region representing undissolved Nb decreased with increasing temperature in this temperature range. This confirms that the dissolution of Nb in the Ti matrix was facilitated as the SPS temperature increased. It was interesting that as the SPS temperature increased to 1350 °C, the microstructure changed from a dominant β structure, in which there was the α phase in the grain boundaries, to a α + β lamellar structure. Moreover, at this temperature, undissolved Nb was not observed in the Ti-40Nb alloys. Ensuring uniform distribution of elements poses a substantial challenge during the fabrication of alloys using SPS [26]. As can be seen in Fig. 3, the EDS analysis demonstrated that, after SPS, a relatively homogeneous distribution of Ti and Nb throughout all the samples, and no significant segregation was observed for any of the elements. It is better to remember that Ti alloys are known to undergo α → β transformation, especially at high temperatures, and this transformation returns upon cooling to room temperature [28]. It can be claimed, here, that β-stabilizing Nb prevented the β → α transformation when the Ti-40Nb sintered in the temperature range of 1050–1250 °C. Therefore, for these alloys, at room temperature, the structure was a β-dominant structure, in which the α phase was formed at grain boundaries of β phase. However, the finding revealed that, with increasing temperature, the diffusion was facilitated and the β → α transformation proceed more intensively; as a result, the volume fraction of the α phase in the β grain boundaries increased, as can be seen in Fig. 3(a–c).
At 1350 °C, not only did β → α transformation occur more easily and to a greater extent, but the conditions were also favorable for the growth of both α and β phases. Accordingly, at this sintering temperature, the Ti-40Nb alloy showed the α + β lamellar structure at room temperature. It is clear that at this temperature, the β phase grew much more than the α phase. It is important to recognize that β-Ti has a body-centered cubic (bcc) crystal lattice and α-Ti has a hexagonal close-packed (hcp) structure. The less densely packed bcc structure aids diffusion, which in turn promotes grain growth. In other words, at high temperatures, the self-diffusion coefficient for the β phase is higher than that for the α phase [28], the growth of the β phase was much higher than that of the α phase, which is well evident in Fig. 3(d). In this regard, Henriques et al. [40] have observed a fully homogeneous α + βstructure for Ti-13Nb-13Zr alloy sintered at 1300 °C and found that since the β → α transformation was diffusion-controlled transformation, diffusion became easier and the structure became more homogeneous as the temperature increased.
Effects of SPS temperature on the mechanical behaviors of Ti-40Nb alloy
Figure 4(a) depicts the hardness of Ti-40Nb alloys sintered at different temperatures. It has been proven that the hardness of sintered samples depends on several parameters, the most important of those are the relative density, microstructure, chemical composition, and SPS parameters [3, 13, 28]. According to Fig. 4(a), the hardness of the Ti-40Nb alloy increased with increasing temperature up to 1250 °C, and then decreased with further increasing temperature to 1350 °C. Two reasons can be mentioned for such variations of hardness: (i) It is clear that the hardness of the sintered samples increases as the relative density increases due to the decrease in internal porosity. It can be seen that the changes in the hardness and density of Ti-40Nb alloys were in agreement, based on the comparison of Figs. 1 and 4(a). (ii) According to the microstructure of Ti-40Nb alloys, the amount of undissolved Nb in the Ti matrix decreased with an increase in SPS temperature; hence, it can be suggested that the hardness increased due to the more effective role of solid solution hardening. However, it was observed that the hardness of the Ti-40Nb alloy decreased with increasing temperature to 1350 °C, which could be attributed to both a decrease in relative density and the microstructural change from a dominant β structure to an α + β structure [16].

Effects of SPS temperature on the (a) hardness values, (b) tensile, and (c) bending behaviors of Ti-40Nb alloys.
Effects of SPS temperature on the tensile and bending behaviors of Ti-40Nb alloys sintered at different temperatures are illustrated in Fig. 4(b and c) in the form of stress–strain curves. Additionally, the mechanical characteristics of Ti-40Nb alloys sintered at different temperatures are listed in Table 1S. As mentioned, the mechanical behavior of sintered alloys by SPS is strongly influenced by various factors such as density, microstructure, chemical composition, and SPS parameters [13, 28]. According to Table 1S, it can be found that the Ti-40Nb alloys showed a decrease in ultimate tensile strength from 549 to 438 MPa with increasing SPS temperature up to 1250 °C. However, the ultimate strength enhanced to 663 MPa as the Ti-40Nb alloy sintered at 1350 °C. It can be also observed that Young’s modulus values and bending strength of the samples exhibited a similar trend as ultimate tensile strength. Although its ultimate strength was the lowest, minimum Young’s modulus value was observed for Ti-40Nb alloy sintered at 1250 °C, indicating promise for decreasing the stress shielding effects. Unexpectedly, the mechanical behaviors of the samples in terms of ultimate tensile strength and bending strength were inversely trended to their density. Therefore, it can be suggested that, for Ti-40Nb alloys sintered at different SPS temperatures, the microstructure of the samples played the main role in determining these mechanical behaviors. It has been demonstrated that the incorporation of Nb into Ti-based alloys primarily strengthens the material by dissolving Nb into the Ti structure, thereby inducing solid solution strengthening [3, 4, 8]. Therefore, it seems that the presence of undissolved Nb particles in the microstructure of Ti-40Nb alloys sintered in the temperature range of 1050–1250 °C had negative effects on the tensile and bending behaviors of the alloy. Moreover, it can be claimed that, at this temperature range, an increase in the volume fraction of the α phase at the grain boundaries of the β phase with an increase in the SPS temperature enhanced the prone areas for crack initiations, leading to a decrease in mechanical strength. With increasing the SPS temperature to 1350 °C, as can be seen in Fig. 3(d), the sample exhibited a uniform α + β phase and no undissolved Nb particles were observed. Therefore, it can be claimed that, compared to other samples, the absence of structural heterogeneity and greater effectiveness of solid solution strengthening due to the complete dissolution of Nb led to an increase in the strength of Ti-40Nb alloy sintered at 1350 °C.
In summary, the results revealed that Ti-40Nb, as the selected sample for choosing the optimal sintering temperature, had the best overall performance as it was sintered at a temperature of 1250 °C. Based on this, in the present study, the effects of the Nb content on the behavior of Ti-xNb alloys sintered at a temperature of 1250 °C and a pressure of 30 MPa were investigated, as discussed in the following sections.
Effects of Nb content on the densification of Ti-xNb alloys
Figure 5 depicts the effects of Nb content on the density and relative density of Ti-xNb alloys. It was observed that with an increase in Nb content, the density of the SPSed samples increased, which was clearly due to the higher density of Nb (8.57 g/cm3) compared to Ti (4.5 g/cm3). On the other hand, with increasing Nb content, the relative density of Ti-xNb alloys, representing the densification of the samples, first increased until a critical value and then decreased. Maximum relative density was obtained for Ti-40Nb alloys, which was equal to 89.42%. The reason why the relative density decreased as the Nb content exceeded a critical value (~40 at.%) was believed to be the high melting point of Nb (2477 °C), which may hinder the densification of the powder particles during sintering [41].

Effects of Nb content on the density and relative density of Ti-xNb alloys.
Effects of Nb content on the phase structure of Ti-xNb alloy
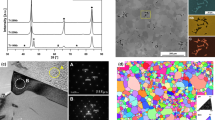
The XRD patterns of the Ti-xNb alloys sintered at 1250 °C under 30 MPa are shown in Fig. 6. As can be found from XRD patterns, three distinct phases were identified for all alloys: (i) The β phase arose from the α → β transformation during heating of the SPS process. (ii) The primary α phase (αp-Ti) with a hexagonal close-packed (hcp) structure formed and grew at the boundaries of the β phase during cooling after the SPS process. (iii) The secondary α phase (αs-Ti), also known as α″, with an orthorhombic structure was nucleated within the β grains.

XRD patterns of the Ti-xNb alloys sintered at 1250 °C under 30 MPa.
Figure 7 illustrates the SEM images of the microstructure of the sintered Ti-xNb samples. According to Fig. 7, three phases of α, α’’, and β can be distinguished in the microstructure of the samples, which is in agreement with XRD results. The β phase which is characterized by a light color was present as a matrix in all samples. Besides the β phase, it is clear that the αp-Ti phase was nucleated at the grain boundaries of the β phase. In addition, the αs-Ti phase was also formed inside the β grains. These two phases can be recognized with dark color in SEM images, as can be marked in Fig. 7. The results showed that increasing the Nb content in the range of 34–44 at% had no meaningful effects on the phase structure of the Ti-xNb alloys. It can be suggested that the β phase was formed by adding an appropriate amount of Nb as a β stabilizer and a high cooling rate of SPS could facilitate the formation of the α″ phase [13]. Studies showed that the temperature of α → β transformation of pure Ti is about 882 °C, whereas it decreases to about 777 °C and 734 °C for Ti-15Nb and Ti-20Nb alloys, respectively, confirming the effect of Nb as a stabilizer on the β phase by lowering the temperature of α → β transformation [37]. It was reported that pure Ti, Ti-5Nb, and Ti-15Nb alloys consisted of α, α + α″, and α″ phase in the equiaxed β phase, respectively, whereas the phase of Ti-25Nb samples was identified as complete equiaxed β phase. The differences between our results and those of Ref. [3] can be traced back to the alloy composition and the SPS parameters.

SEM images of the microstructure of the Ti-xNb samples sintered at 1250 °C under 30 MPa.
Effects of Nb content on the mechanical behaviors of Ti-xNb alloy
Figure 8(a) shows the hardness of Ti-Nb alloys sintered at 1250 °C under 30 MPa as a function of Nb content. The results showed that the hardness of Ti-Nb alloys, regardless of Nb content, was higher than the hardness reported for pure Ti (391 HV0.3) [28], which is due to the solid solution hardening effect. Moreover, the Ti-40Nb sample exhibited the highest hardness value, which is approximately equal to ~ 467 HV0.3, as can be found in Fig. 8(a). As mentioned previously, the hardness of sintered samples depends on several factors like relative density, microstructure, chemical composition, and SPS parameters. Hence, considering the microstructural assessments indicating the constrained impact of Nb content on the microstructure of Ti-xNb alloys and the identical sintering parameters applied to all samples, it can be asserted that the relative density likely played a pivotal role in determining the hardness. This is supported by the similar trend observed between hardness and relative density. Figure 8(b and c) shows the tensile and bending behaviors of Ti-xNb samples in the form of stress–strain curves. The mechanical characteristics of the Ti-xNb samples are summarized in Table 1. As illustrated in Fig. 8(b and c), the ultimate tensile strength and the bending strength of the Ti-xNb alloys initially increased with increasing Nb content from 32 to 40 at.%, but then decreased when the Nb content was further raised to 44 at%. The trend in these mechanical characteristics aligned with the hardness trends and relative density. The maximum tensile strength and maximum bending strength of 438 MPa and 197.82 MPa were achieved with the Ti-40Nb alloy, respectively. This can be due to the synergistic role of solid solution strengthening as well as the high relative density in this alloy. On the other hand, for Ti-34Nb alloy, although its microstructure was not much different from other samples, it seems that its low relative density had the biggest role in reducing strength.

Effects of Nb on the (a) hardness, (b) tensile, and (c) bending behaviors of Ti-40Nb alloys.
The Young’s modulus values of Ti-xNb alloys were determined to address the issue of stress shielding. Previous studies have reported differences in Young’s modulus based on the phase of Ti alloys, with the β phase exhibiting the lowest value in one report, whereas the α″ phase had the lowest in another. However, some reports have also shown similar Young’s modulus values between the β and α″ phases. Overall, the formation of either β or α″ phases is a promising approach to decrease the stress shielding effects. Indeed, the Young’s modulus of Ti-based alloys was determined by the proportions of the α″ and β phases. The samples with higher amounts of the α″ and/or β phases exhibited lower Young’s modulus values [42, 43]. However, in this study, it can be observed that since the microstructure of the samples did not alter appreciably by changing the Nb content, it can be claimed that Young’s modulus values obtained were largely affected by the internal porosity of the material, which was proportional to the relative density value. Notably, the lowest Young’s modulus of 1.97 GPa was measured for the Ti-34Nb alloy. Although this low modulus could help avoid stress shielding effects, the alloy’s insufficient strength may preclude its use in biomedical applications. Moreover, the reduced elongation exhibited by Ti-xNb (x = 38–44 at%) in comparison to Ti-34Nb and Ti-36Nb was attributed to higher residual stress generated during the sintering process, in addition to solid solution effects caused by the high Nb concentration [44, 45].
Overall, the findings revealed that the Ti-40Nb alloy displayed favorable mechanical properties in terms of hardness, tensile strength, Young’s modulus, and bending strength. Based on these well-balanced mechanical characteristics, the Ti-40Nb alloy can be considered a promising material for biomedical applications. The combination of high strength, moderate elastic modulus, and good bending strength makes this alloy an attractive candidate for implantation in load-bearing sites in the body. Overall, based on the previous works [26, 27, 46], the results verified that the manufactured Ti-Nb alloys possessed mechanical suitability for medical applications. The elastic modulus was sufficiently low to prevent stress shielding, while the mechanical strengths were high enough to ensure mechanical stability.
Conclusions
The primary aim of this study was to explore how varying the Nb content, as a β-stabilizer element, affects the microstructure and mechanical behaviors of Ti-Nb alloys, which show potential as good materials for medical implants. To do so, Ti-Nb alloys containing 34–44 at% Nb (Ti-xNb, x = 34–44 at%) were fabricated using SPS. In the present study, as a first step, the effects of different SPS temperatures (1050–1350 °C) on the Ti-40Nb alloy were assessed to identify the optimal sintering temperature. Of the temperatures studied, 1250°C was found to yield Ti-40Nb alloys with the most desirable combination of hardness, ultimate tensile strength, and Young’s modulus—key indicators of a material’s mechanical behavior. Results demonstrated that SPS was an effective method for the fabrication of Ti-Nb alloys with a homogeneous distribution of elements, low impurities, and full densification. Ti-xNb alloys showed that varying the Nb content between 34 and 44 at% did not significantly alter the microstructure. All alloys consisted of a mixture of α, α’’, and β phases. Results showed the hardness, tensile strength, and bending strength initially increased as Nb content rose from 32 to 40 at% and then decreased when Nb content reached 44 at%. This indicates there is a peak in performance of Ti-xNb in the range of 34–44 at% Nb. Of all factors studied, the most critical factor that determined the mechanical behavior of the sintered alloys was their relative density. The Ti-40Nb alloy achieved the most favorable balance of properties, including high hardness (~467 HV0.3), tensile strength (~438 MPa), moderate Young’s modulus around 15.80 GPa, and good bending strength (~197.82 MPa). The balance of high strength and low Young’s modulus makes Ti-40Nb a good candidate for use in biomedical applications. Overall, this study provides valuable insights into the microstructure and mechanical behaviors of Ti-xNb alloys, which can guide the development of novel biomedical materials.
Materials and methods
Materials
Ti powder (< 30 μm, 99.9%) and Nb powder (< 35 μm, 99.9%) were utilized as raw materials for sintering. Prior to the SPS, to ensure a uniform distribution of Nb particles within the Ti matrix, the elemental powders of the alloy were mixed using a planetary ball mill at a milling speed of 530 rpm for 10 h with the ball-to-powder ratio of 10:1. The nominal composition of the mixed powders considered for the sintering process is presented in Table 2.
Sintering process
A mixed powder weighing approximately 8 g was loaded into a cylindrical graphite die with a diameter of 8 mm before SPS. To determine the optimal sintering temperature of the SPS process, the Ti-40Nb alloy was selected, which had an almost average Nb content among the Ti-xNb alloys. The alloy was sintered under an external pressure of 30 MPa at different temperatures (1050–1350 °C) with a heating rate of 100 °C/min. Then, based on the results, the pressure was considered to be 30 MPa and a sintering temperature was equal to 1250 °C for other Ti-xNb alloys. The SPS process was performed in a vacuum atmosphere for 30 min. The SPS parameters for all of the samples are listed in Table 2.
Characterization of mixed powder and SPSed Ti-xNb alloys
The relative density of the samples, i.e., the ratio of the measured density to the theoretical density, was determined by Archimedes’ method [32] in distilled water as the immersion medium and a corresponding theoretical density of the Ti-xNb alloy. The theoretical densities of Ti and Nb powder were supposed 4.50 g/cm3 and 8.57 g/cm3, respectively. For microstructural characterization, polished samples were etched using Kroll’s reagent (92 ml H2O + 6 ml HNO3 + 2 ml HF). X-ray diffraction (XRD, Philips X’PERT diffractometer) using CuKα radiation (λ = 1.542 Å) at an accelerating voltage of 40 kV and electron beam current of 30 mA was used to phase evaluation of samples. Moreover, the microstructural investigations of sintered samples were conducted by scanning electron microscope (SEM, VEGA, TESCAN, Czech Republic) equipped with an energy-dispersive X-ray spectroscope (EDS).
Mechanical evaluation of SPSed Ti-xNb
Microhardness of the samples was measured at the load of 30 g and dwell time of 10s by the EMCOtest M4U 025 tester. Measurements were performed on five points on the surface of each sample and the average of three indentations was reported as the hardness. Uniaxial tensile testing was carried out by a Hounsfield machine using a 25 kN load cell with a strain rate of 1 mm/min. To evaluate the mechanical characteristics, the applied force and the resulting displacement were recorded during tensile tests. The bending behavior of samples was investigated by the three-point bending flexural test using a Santam-STM 150 machine, wherein the force and the displacement were measured to obtain the bending strength. The distance of fixtures (the gauge length) and the loading rate were 20 mm and 0.5 mm/min, respectively. Mechanical tests were done three times for each sample and the average value of mechanical characteristic was reported.
Data availability
All data underlying the results are available as part of the article and no additional source data are required.
References
E. Eisenbarth, D. Velten, M. Müller, R. Thull, J. Breme, Biocompatibility of β-stabilizing elements of titanium alloys. Biomaterials 25(26), 5705 (2004)
M. Fakhrzad, M. Faramarzi, A.H. Navidpour, H. Rezvani Sichani, M. Ebrahimi, Effects of spark plasma sintering temperature on the tribological performance of TiB2–NiCr composite. J. Mater. Res. 38(8), 2225 (2023)
N. Suesawadwanid, A. Khantachawana, K. Srirussamee, K. Kondoh, Effect of Nb Content and water quenching on microstructure and mechanical properties of Ti-Nb alloys fabricated by spark plasma sintering. Powder Metall. 65(5), 426 (2022)
M. Niinomi, Recent research and development in titanium alloys for biomedical applications and healthcare goods. Sci. Technol. Adv. Mater. 4(5), 445 (2003)
M.B. Leban, T. Kosec, M. Finšgar, Corrosion characterization and ion release in SLM-manufactured and wrought Ti6Al4V alloy in an oral environment. Corros. Sci. (2022). https://doi.org/10.1016/j.corsci.2022.110716
M.A. Hussein, C. Suryanarayana, N. Al-aqeeli, Fabrication of nano-grained Ti – Nb – Zr biomaterials using spark plasma sintering. JMADE 87, 693 (2015)
M.-K. Han, J.-Y. Kim, M.-J. Hwang, H.-J. Song, Y.-J. Park, Effect of Nb on the microstructure, mechanical properties, corrosion behavior, and cytotoxicity of Ti-Nb alloys. Materials 8(9), 5986–6003 (2015)
M. Niinomi, M. Nakai, Titanium-based biomaterials for preventing stress shielding between implant devices and bone. Int. J. Biomater. (2011). https://doi.org/10.1155/2011/836587
R. Singh, B.P. Singh, A. Gupta, C. Prakash, Fabrication and characterization of Ti-Nb-HA alloy by mechanical alloying and spark plasma sintering for hard tissue replacements. IOP Conf. Ser.: Mater. Sci. Eng. (2017). https://doi.org/10.1088/1757-899X/225/1/012051
Y. Zhang, D. Sun, J. Cheng, J. Kit, H. Tsoi, J. Chen, Mechanical and biological properties of Ti –(0–25 wt %) Nb alloys for biomedical implants application. Regen. Biomater. (2019). https://doi.org/10.1093/rb/rbz042
L. Bolzoni, M. Alqattan, L. Peters, Y. Alshammari, F. Yang, Ternary Ti alloys functionalised with antibacterial activity. Sci. Rep. (2020). https://doi.org/10.1038/s41598-020-79192-3
S.F. Jawed, C.D. Rabadia, M.A. Khan, S.J. Khan, Effect of alloying elements on the compressive mechanical properties of biomedical titanium alloys : a systematic review. ACS Omega (2022). https://doi.org/10.1021/acsomega.2c02096
C.R.M. Afonso, G.T. Aleixo, A.J. Ramirez, R. Caram, Influence of cooling rate on microstructure of Ti-Nb alloy for orthopedic implants. Mater. Sci. Eng. C 27(4), 908 (2007)
Y. Dai, M. Song, Microstructural evolution and phase transformation of a Ti-5Nb-5Al alloy during annealing treatment 2. Mater. Methods (2019). https://doi.org/10.1590/1980-5373-mr-2019-0507
L. Fikeni, K.A. Annan, K. Mutombo, R. Machaka, Effect of Nb content on the microstructure and mechanical properties of binary Ti-Nb alloys. Mater. Today Proc. 38, 913 (2021)
W. Weng, A. Biesiekierski, Y. Li, C. Wen, Effects of selected metallic and interstitial elements on the microstructure and mechanical properties of beta titanium alloys for orthopedic applications. Materialia (2019). https://doi.org/10.1016/j.mtla.2019.100323
J. Eckert, Mechanical properties and microstructural evolution of Ti-25Nb-6Zr alloy fabricated by spark plasma sintering at different temperatures. Metals 12(11), 1824 (2022)
R.P. Kolli, A. Devaraj, A review of metastable beta titanium alloys. Metals (Basel). 8(7), 1 (2018)
D. Zhao, K. Chang, T. Ebel, H. Nie, R. Willumeit, F. Pyczak, Sintering behavior and mechanical properties of a metal injection molded Ti-Nb binary alloy as biomaterial. J. Alloys Compd. 640, 393 (2015)
Y.L. Zhou, M. Niinomi, T. Akahori, Effects of Ta content on Young’s modulus and tensile properties of binary Ti-Ta alloys for biomedical applications. Mater. Sci. Eng. A 371(1–2), 283 (2004)
L.M. Zou, C. Yang, Y. Long, Z.Y. Xiao, Y.Y. Li, Fabrication of biomedical Ti-35Nb-7Zr-5Ta alloys by mechanical alloying and spark plasma sintering. Powder Metall. 55(1), 65 (2012)
Q. Wang, C. Han, T. Choma, Q. Wei, C. Yan, B. Song, Y. Shi, Effect of Nb content on microstructure, property and in vitro apatite-forming capability of Ti-Nb alloys fabricated via selective laser melting. Mater. Des. 126, 268 (2017)
Z. Zhang, Z. Liu, J. Lu, X. Shen, F. Wang, ScienceDirect the sintering mechanism in spark plasma sintering – Proof of the occurrence of spark discharge. Scr. Mater. 81, 56 (2014)
G.T. Motsi, S. Guillemet-fritsch, G. Chevallier, M.B. Shongwe, P.A. Olubambi, C. Estournes, Microstructural evolution and mechanical properties of pure titanium powders processed by spark plasma sintering. Powder Technol. 345, 415 (2019)
R. Karre, B.K. Kodli, A. Rajendran, J. Nivedhitha, D.K. Pattanayak, K. Ameyama, S.R. Dey, Comparative study on Ti-Nb binary alloys fabricated through spark plasma sintering and conventional P/M routes for biomedical application. Mater. Sci. Eng. C 94, 619 (2019)
D. Annur, I. Kartika, S. Supriadi, B. Suharno, Titanium and titanium based alloy prepared by spark plasma sintering method for biomedical implant applications - A review. Mater. Res. Express 8(1), 012001 (2021)
N. Mavros, T. Larimian, J. Esqivel, R.K. Gupta, R. Contieri, T. Borkar, Spark plasma sintering of low modulus titanium-niobium-tantalum-zirconium (TNTZ) alloy for biomedical applications. Mater. Des. 183, 108163 (2019)
M.S. Asl, A.S. Namini, A. Motallebzadeh, M. Azadbeh, Effects of sintering temperature on microstructure and mechanical properties of spark plasma sintered titanium. Mater. Chem. Phys. (2017). https://doi.org/10.1016/j.matchemphys.2017.09.069
C.-H. Huang, M. Yoshimura, Biocompatible hydroxyapatite ceramic coating on titanium alloys by electrochemical methods via growing integration layers [GIL] strategy: a review. Ceram. Int. 49(14), 24532 (2023)
M. Jiang, R. Ma, J. Xu, P. Munroe, Z.-H. Xie, Fabrication of a Ag2O/SiO2/Ta2O5 nanocomposite coating for orthopaedic applications: anticorrosion, photocatalytical and antimicrobial activities. Ceram. Int. 49(17), 28297 (2023)
K. Chen, Q. Fan, L. Yang, J. Yao, S. Xu, W. Lei, Y. Gao, Deciphering the microstructural evolution and adiabatic shearing behavior of the titanium alloy with stress-induced ω phase transformation during dynamic compression. Mater. Des. 221, 110939 (2022)
O.O. Ayodele, B.J. Babalola, P.A. Olubambi, Evaluation of the wear and mechanical properties of titanium diboride-reinforced titanium matrix composites prepared by spark plasma sintering. Materials. (2023). https://doi.org/10.3390/ma16052078
B. Li, C. Li, Z. Wang, X. Lu, Preparation of Ti – Nb – Ta – Zr alloys for load-bearing biomedical applications. Rare Met. 38(6), 571 (2019)
H. Rezvani Sichani, M. Salehi, H. Edris, M. Toorani Farani, The effect of APS parameter on the microstructural, mechanical and corrosion properties of plasma sprayed Ni-Ti-Al intermetallic coatings. Surf. Coatings Technol. 309, 959 (2017)
C. Salvo, C. Aguilar, A. Medina, L. Bejar, R.V. Mangalaraja, Study on the microstructural evolution of Ti-Nb based alloy obtained by high-energy ball milling. J. Alloys Compd. 720, 254 (2017)
M. Omori, Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS). Mater. Sci. Eng.: A 287, 183 (2000)
A. Kolano-burian, P. Zackiewicz, B. Kania, Microstructure and mechanical properties of Ti-Nb alloys prepared by mechanical alloying and spark plasma sintering. J. Mater. Eng. Perform. 29(March), 1445 (2020)
M. Bönisch, A. Panigrahi, M. Calin, T. Waitz, M. Zehetbauer, W. Skrotzki, J. Eckert, Thermal stability and latent heat of Nb–rich martensitic Ti-Nb alloys. J. Alloys Compd. 697, 300–309 (2017)
K.D. Woo, H.B. Lee, I.Y. Kim, I.J. Shon, D.L. Zhang, Microstructures and mechanical properties of biocompatible Ti-42 wt% Nb P / M Alloy. Metals Mater. Int. 14(3), 327 (2008)
V.A.R. Henriques, E.T. Galvani, S.L.G. Petroni, M.S.M. Paula, T.G. Lemos, Production of Ti – 13Nb – 13Zr alloy for surgical implants by powder metallurgy. J. Mater. Sci. 45, 5844–5850 (2010)
A. Candido, Y. Daniel, M. Picanc, S. Neves, Spark plasma sintered W, Ti6Al4V, Cu containing Nb-based alloys representing a new generation for high-temperature applications. J. Mater. Res. Technol. 21, 2262–2276 (2022)
Y.L. Hao, M. Niinomi, D. Kuroda, K. Fukunaga, Y.L. Zhou, R. Yang, Aging response of the young’s modulus and mechanical properties of Ti-29Nb-13Ta-4. 6Zr for biomedical applications. Metall Mater. Trans. A 34(April), 1007 (2003)
Q. Chen, G.A. Thouas, Metallic implant biomaterials. Mater. Sci. Eng. R 87, 1 (2015)
X. Luo, L.H. Liu, C. Yang, H.Z. Lu, H.W. Ma, Z. Wang, D.D. Li, L.C. Zhang, Y.Y. Li, Overcoming the strength–ductility trade-off by tailoring grain-boundary metastable Si-containing phase in β-type titanium alloy. J. Mater. Sci. Technol. 68, 112 (2021)
Q. Li, G. Ma, X. Liu, Z. Tu, D. Pan, Microstructure and mechanical properties of Ti-Nb-Zr alloys prepared by spark plasma sintering. Key Eng. Mater. 727, 136 (2017)
Y. He, Y. Zhang, Y. Jiang, R. Zhou, Fabrication and characterization of superelastic Ti–Nb alloy enhanced with antimicrobial Cu via spark plasma sintering for biomedical applications. J. Mater. Res. 32(13), 2510 (2017)
Funding
No funding organization or sponsor had any role in the present study.
Author information
Authors and Affiliations
Contributions
PP: Conceptualization, Methodology, Investigation, Data curation, Formal analysis, Writing—original draft, Visualization, and Writing—review & editing; AR: Conceptualization, Methodology, Investigation, Data curation, Visualization, review & editing, Resources, Supervision, and Project administration; KN: Conceptualization, Methodology, Investigation, Data curation, Visualization, review & editing, Resources, Supervision, and Project administration.
Corresponding author
Ethics declarations
Competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Palmeh, P., Rasooli, A. & Nekouee, K. Microstructural characterization and mechanical behaviors of Ti-xNb alloys (x = 34–44.at%) fabricated by spark plasma sintering: The role of sintering temperature and Nb content. Journal of Materials Research 39, 1096–1107 (2024). https://doi.org/10.1557/s43578-024-01294-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-024-01294-9