
Abstract
The last two decades have seen enormous gains in industrial adoption of additive manufacturing (AM) technologies. Its layer-wise approach to fabrication offers designers the opportunity to create structures with unique performance advantages over their traditionally manufactured counterparts, and have created new manufacturing business models and supply chains. While today’s AM technologies have enabled the creation of new geometries, future AM systems that offer simultaneous processing of multiple materials in a single build open opportunities for new product functionality that cannot be achieved by traditional manufacturing methods. Advances in multi-material additive manufacturing, which integrate dissimilar material into a complex, three-dimensional object, is emerging but the advances have been sporadic. Moving beyond homogenous materials, adding multi-materials, gradient, functional and responsive materials, and materials with heterogeneous and graded properties means that a single additive process based on either energy delivery or material deposition alone may not be suitable. This perspective gives a brief overview of the current status, challenges, and future recommendations for multi-material additive manufacturing. The authors aim to expand the notion of multi-material additive manufacturing beyond combining materials with dissimilar properties, to combinations of materials at different length scales, material classes as well as multiple functionalities.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing, also known as 3D printing, refers to a set of manufacturing processes that selectively deposit material and/or energy in a layer-wise manner to construct precise, three-dimensional objects. Most notably, the process enables the production of complex shapes that would be otherwise impossible to construct by traditional (subtractive, forming) manufacturing methods. The geometric complexity enabled by these additive processes affords designers the opportunity to realize part topologies optimized for specific load cases to minimize part mass, architected lattice/cellular materials that offer unique energy absorption properties, and single-part consolidated assemblies that reduce manufacturing cost and assembly time.
Most early advances in free-form manufacturing focused on polymers, due to the relative ease of layer-wise processing via selective application of energy sources and/or material deposition. Although metals and ceramics have been introduced into the pallet of printable materials, the lack of diversity of processable materials and the challenges in expanding new processable materials as compared to traditional manufacturing have stymied its further adoption [1, 2]. AM processes have revolutionized engineering design as they offer designers the opportunity to selectively prescribe material location in 3D space. With this as a foundation, we look ahead to AM processes that offer the opportunity to prescribe both material location and material property throughout a build volume. The ability to fabricate components from multiple materials is compelling as it presents an opportunity to engineer multi-functional products with heterogeneous properties, functionally graded performance, and the inclusion of functional and responsive materials. Expanding both AM processes’ multi-material processing capability and the AM material catalog to enable assembling a variety of different materials in a single product has the opportunity to establish a new paradigm in design, prototyping, and manufacturing.
Multi-material additive manufacturing in the current literature often refers to processing of two or more materials in a specific additive manufacturing process, such as the integration of multiple nozzles or multiple vats that are loaded with different materials [3]. This integration alone may not account for the material and system-level complexity required for an end-use product, as multi-material integration may involve the assembly of materials at different length scales, different material classes, with different interfacial energies, as well as integration of functionalities and components on the system level. Over the past decade, as precision improved and the materials pallet of additive manufacturing broadened, new processes and integration opportunities emerged. AM began to involve increased complexity with multiple materials involved creating sub-components and multiple functionalities in one part. Recent progress has seen new advances in the printing of multi-material components with spatially varying microstructures and properties (including nanocomposites, gradient materials, electronics, and metal composites), enabling the integration of functional structures and properties within a printed monolith. Additionally, these new capabilities also demand new design and computational methods. New structures and architectures need to be developed to take advantage of unprecedented property design space unlocked by these manufacturing capabilities. This is still a nascent field as these advances are only sporadically seen in research laboratories, and a few commercial printer manufacturers.
In this perspective, we briefly review some recent progress in these areas. We highlight research in multi-material additive manufacturing that accounts for (1) materials with different length-scale gradients, (2) dissimilar material systems, (3) design and computations for multi-material manufacturing, and (4) multi-functionality and electronics integration.
Recent progress in the field
Integration of material gradients at different length scales
Integration of material at different length scales (nanoscale and macroscale) enables the enhancement and tailorability of material properties, including mechanical, thermal, electrical, and multi-functional properties. Such multi-material integration in additive manufacturing often involves nanocomposites [4, 5] that are introduced as a secondary phase. Another key aspect, particularly relevant to additive manufacturing, is the observable effects on the macroscopic properties via adding only a small amount of nanoscale reinforcement inclusion, due to the high surface area of the smaller length-scale material inclusion [6, 7]. This is especially important for additive manufacturing as such nanoscale reinforcement can alleviate the processability–property trade-off in multi-material additive manufacturing when a different material that may not be processable at larger quantity is introduced. As such, introducing material gradients at different length scales within a build has made them one of the most viable candidates for expanding the material pallet and improving material properties, with a manageable process–property trade-off. See a representative example of such multi-material AM involving nanocomposites where carbon nanotube gradients are embedded into a three-dimensional structure built by a multi-material digital light technique (Ref [8] from this focus issue, Fig. 1). To expand to abilities beyond rapid prototyping, nanocomposites have been extensively exploited to not only improve mechanical properties via carbon-based particulate inclusions (such as carbon fibers, carbon nanotubes, and graphene inclusions) [9,10,11,12], but also enable tailorable properties beyond structural, including electrical, thermal, and multi-functional (e.g., conducting, magnetic, thermoelectric, and ferroelectric materials) [13].
One distinct challenge and opportunity is the ability to control and tailor the morphology, shape, and orientation of these smaller scale inclusions as well as gradients of these inclusions within a printed part. There are several ways to involve in-situ composition, morphology, and density gradients in multi-material additive manufacturing, and we summarize them in the following three categories.
-
(1)
Mechanical alignment: This method exploits the use of particulate loaded fluid shear flow to control the alignment of inclusions. Such methods typically use either drag flow introduced by tape casting, or pressure driven through an extrusion nozzle resulting in shear alignment. These methods have been most commonly used to align carbon fibers, but have been recently extended to other functional material inclusions to achieve templated growth and programmed properties. See Ref. [14] from this focused issue for a review of alignment of micro-scale particulates by additive manufacturing of textured ceramics.
-
(2)
Field-assisted aligning: This set of methods applies an external field (magnetic, acoustic, or electric) either to the printing head while printing, or across the printing bed to control and pattern inclusion morphologies to impart patterned polarity and can enable ‘on-the-fly’ control of microstructure. While electrostatic or electromagnetic fields are suitable for a narrow range of ink compositions and particle types, acoustic fields are promising on account of broad applicability to a wider class of colloids, spanning a range of composition, particle shape, and size (see Ref. [15, 16] for a recent review of field-assisted approaches). Another benefit of the acoustic field-assisted approach is the mitigation of the trade-off between low particle loading for manufacturability and high particle loading for functionality. An acoustic field can structure particles into percolated bundles rather than a disconnected stochastic network far below their percolation threshold [17].
-
(3)
Dynamic modulation of printing head: As an alternative method to the field-assisted approach, dynamically modulating the speed, orientation, or pressure of an extrusion nozzle bypasses any limitations of material compatibility. Representative works include extrusion-based deposition with varying rotational rates [18], or morphing nozzles that rapidly change the geometry of channels to facilitate localized control of alignment [19, 20]. Finally, most of these methods are based on controlling the orientation at each layer of the patterning process. As emerging additive manufacturing techniques go beyond layer-by-layer deposition to volumetric patterning or direct robotic assembly, many exciting advancements are on the horizon; going beyond 2D patterning to continuous gradients and 3D patterning of particle or fiber orientation [21, 22].
Hybrid/dissimilar material systems
In contrast to material systems with varying inclusion gradients, another dimension for multi-materials is the co-printing of dissimilar materials. There are different levels of complexity in multi-material spatial configurations and each requires different additive manufacturing approaches and integration methods. The first level is a hybrid material where dissimilar materials are conformally joined [23, 24]. For example, metallic parts printed on a copper substrate, or metallic or ceramic materials deposited onto a 3D printed material structure. These types of multi-material systems require no modification to an existing 3D printing system and exploit post-processing techniques such as coating, electroless deposition, sputtering, or atomic layer deposition. These multi-material systems offer significant property enhancement to the base material scaffold, including conductivity, superelasticity, biocompatibility, and modulation of surface properties.
The other type of multi-material configuration is when two or more materials follow different architectures in three dimensions [25]. This includes dissimilar materials on each layer, or multiple materials distributed in a truly arbitrary layout. Methods to achieve this type of configuration typically rely on the modification of an existing 3D printing technique for single materials and integrating it with a mechanical mechanism that allows switching, mixing, or parallel deposition of multiple materials. See the review paper by Han and H. Lee on such methods based on different classes of 3D printing techniques [26]. For example, 3D printing methods based on jetting or extrusion typically require the least amount of system modification and achieve multi-material parts by co-depositing different materials layer-by-layer. Multi-material printing methods based on direct ink writing, fused filament fabrication, or material jetting typically involve mechanical designs that enable an array of nozzles or jetting heads, or connect the extruder with a material mixer to alter the composition of materials being printed [27]. Recently, this method has been expanded to multi-material multi-mixing nozzles to achieve voxelated parts [28]. Printing methods that direct energy to either rasterize or pattern the precursor material (a bed of powders, or a vat of liquid monomers) to create solid parts require more extensive modifications to the system compared to the direct extrusion method [29] as these energy delivery-based printing techniques require the exchange of printing bath and powder within the printing chamber (example see Ref. [30], Fig. 2). Typically, after delivering and solidifying material A (powder or liquid monomer), the non-solidified particles (or liquid) are removed via a suction module. Afterward, the second powder (or liquid) of material B is delivered and solidified. The precursor material typically remains in the building chamber for the rest of the building process. A few new approaches that integrate an extrusion nozzle, or a multi-material fluidic delivery system into the build chamber, have been developed to eliminate the need for bath exchanges [25, 31]. In addition, multi-modal AM systems are emerging that combine multiple AM printing modalities into a single system (e.g., combined vat photopolymerization, extrusion, and jetting) to enable fabrication of multi-material and multi-functional components [32,33,34,35]. Such systems alleviate typical process-induced constraints imposed by conventional AM systems (i.e., asking all materials to flow through a pressurized nozzle), and instead enable processing of multiple classes of materials wherein the processing tool is selected to match the materials’ respective rheology and reactivity.
Design for multi-materials
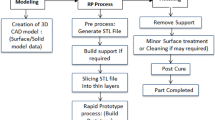
Multi-material additive manufacturing has provided increased design freedom and highlighted the need for more efficient design methodologies and tools. The STL file has been the de facto industrial standard for storing design files for additive manufacturing. However, this file format does not take into account the material attributes, color, gradients, or sub-structure of a target part that can be printed by multi-material additive manufacturing. Additive manufacturing file format (AMF) is an open standard (ISO/ASTM 52915:2016) and, unlike its predecessor STL format this format has native support for color, materials, lattices, and constellations. While this file format appears to be ideal for multi-material additive manufacturing, it has yet to gain widespread use or be adopted by major additive manufacturing manufacturers. As of today, digital design files for multi-material additive manufacturing still widely use the STL formats, which are typically split into sub-components based on different materials for subsequent slice generations and firmware code generations [36] (Fig. 3).
Design methodologies and theories for tailorable properties involving multi-materials have been gaining rapid growth. We summarize them as three main pursuits in the design for multi-materials, namely, (1) extremal properties; (2) eliminating the trade-off between mutually exclusive properties; and (3) properties that respond with time (the so-called 4D printing) [37, 38]. (1) Optimizing multi-material distributions in a complex topology has led to extremal properties not previously possible by a single material. These properties include negative and tailorable coefficient of thermal expansion, extreme thermal conductivity, bulk modulus, superelasticity, acoustic bandgaps, as well as extreme Poisson’s ratio under large deformation [39, 40]. See Ref. [41] in this JMR issue for a thorough survey of tailorable mechanical properties of bi-material core–shell composite achieved by physical vapor deposition techniques after two-photon polymerization. (2) Dual material interphase structures also introduce the benefits of breaking the trade-off of mutually exclusive properties. For example, carbon fiber-reinforced composites lead to improved modulus and strength, but come with increased brittleness compared to their single material counterpart. One possible solution is the addition of a third material phase via multi-material additive manufacturing. A small amount of soft material phase introduced to a designed 3D topology would significantly improve the overall energy absorption and damping coefficient, with only a slight knock-down of the stiffness of the composite. See Refs. [42] and [43] for reports for how combinations of dissimilar material phases are introduced based on this strategy. These multi-material designs allow additively manufactured CFRP composites to achieve high specific stiffness comparable to a commercial CFRP, technical ceramics, and composites, while being dissipative like elastomers. 3) Another active research area is material properties that can be programmed and reconfigured, enabled by multi-material inclusions involving active materials [44,45,46,47]. Design methods in these areas have been emerging, although sporadic. The majority of design methods use topology optimization for multi-materials, including density-based method, geometric projection methods, evolutionary approaches, and level set methods. However, as multi-material AM has not reached the same geometrical complexity level compared to single-phase materials, not all topology optimized designs are suitable to be manufactured or manufactured with adequate precision and accuracy, and feature fidelity that matches the performance predicted by computations. As such, a few approaches based on specific material combinations, or a pre-set architectural layout, have yielded outstanding results [48] as compared to a completely arbitrary layout with all design freedoms. See Ref. [36] as an example of how 3D printed active materials can be combined with an efficient computational framework to design large-scale lattice structures that have programmed shape change between an initial state and a target state.
Multi-functionality and integrated electronics
While materials with dissimilar attributes can be incorporated via multi-material additive manufacturing to offer tailored properties, architecting multiple functionalities into a complex product is a nascent development for multi-material additive manufacturing. Going beyond the integration of dissimilar materials, assemblies of multiple material classes and functionalities are challenging for a single process additive manufacturing technique as the phase transformation mechanisms for each class of materials are inherently different and require different energy delivery, or deposition mechanisms, to convert a precursor to a solid form [49, 50]. As such, fabrication of most multi-functional structures requires the integration of multiple processes and technologies, including the combination of 3D printing with other complementary processes, or combinations of different 3D printing techniques to provide or improve spatial control of the material, geometry, and functionality. One major cluster in this development is the ability to incorporate electronic materials within a structural material to provide functionality, communication, and power. The most common approach involves direct dispensing the conducting material onto each layer of the structural material to be printed, either in-situ (directly placing the conducting material within each layer of the structural material during printing) or ex-situ, dispensing them onto the external surface of the parts. This ex-situ method has been used in conjunction with most 3D printed parts, including powder-bed processes, fused filament fabrication and vat photopolymerization printed parts. Embedding conducting materials directly into the 3D part during printing is less common, but has been demonstrated in a few recent works that involve combining different processes [51], as it requires interrupting and re-initiating a 3D printing process during a printing path and involves combination with a different deposition method [35, 52, 53]. Some challenges involved in the direct dispensing approach include compatibility with printed materials, which results in moderate interfacial adhesion between the conducting ink and polymer, high resistance compared to plated metal, as well as temperature gradients induced by the higher temperature cure of the conducting inks. Only a limited number of examples report the use of in-situ embedding during printing, as it requires interrupting and re-initiating a 3D printing process during a printing path. These additional manufacturing capabilities can embed components, wires, batteries, antennas, and other sub-components.
Another challenge and opportunity for multi-functionality is the trade-off between processability (being able to be net-shaped into arbitrary 3D architectures with desirable resolutions) and preserving functionality from their intrinsic functional feedstock. These trade-offs limit the design freedom to combine electronics with structural materials for further device flexibility, integration density, light weighting as well as tailorable properties compared with the vast design freedom that already exists in structural material additive manufacturing. There has been an increased interest in 3D structuring of functional materials, fluidics [54], electronics, piezoelectrics [55], and energy storage [56], as modeling and design methods have indicated that 3D micro-architectures enable tailorable and unusual properties in functional materials. Some emerging examples include tunable 3D antenna arrays [57], soft robotics, vector sensing [55], and reconfigurable battery architectures. However, current methods that rely on piecewise depositions are not capable of meeting the desired micro-architectural complexity or feature resolution. For example, while direct ink writing, aerosol and ink jetting can process functional materials like piezoelectric fibers, and carbon fibers, the feature sizes are typically limited to hundreds of micro-meters. Features produced via these techniques are limited to printed traces and features that need to be stuck to a continuous surface (such as a flat board) with a significantly larger surface area. In contrast to structural material additive manufacturing, these multi-functional components lack arbitrary three-dimensional features and free-standing electronic architectures. While light-based techniques, including projection stereolithography have particular advantages in high feature fidelity and resolution, the photo-sensitive requirement in the precursor material makes it challenging to incorporate functional materials without sacrificing either feature fidelity or functionality, which is an area that remains largely undeveloped. A few emerging approaches [58, 59] such as charge programmed printing based on the selective deposition of 3D micro-architectures have enabled more complex free-standing multi-material structures composed of conducting, electronic, and dielectric materials. These light-based approaches have led to some new device possibilities such as 3D micro-antennae, cellular fluidics, as well as tactile transducers and smart composites [59].
Conclusions and outlook
Additive manufacturing of multi-materials continues to evolve, unlocking more complexity in composite gradients, multi-material combinations, as well as embedded active components and multi-functionality that were not previously possible. This field of technical expertise has seen enormous interests and integrated advancement in material science and processing, design and computations as well as advanced characterization techniques. While tremendous progress has been made especially over the past decade, we envision several significant developments and opportunities in the following areas.
-
(i)
material property enhancement. This involves improving the conductivity, functional properties, and mechanical properties of the multi-material components that can be additively manufactured. This also involves exploration of the structure–property–performance relationships of dissimilar material interfaces in such multi-material printed parts.
-
(ii)
feature size complexity. As a significant number of topology optimized features are yet to become practical for multi-material manufacturing, future developments need to incorporate expanded feature size compatibility across multiple length scales, as well as features that have been especially challenging, such as continuous 3D surface (closed cell feature) as well as suspended features that typically need additional supports and subsequent material removal.
-
(iii)
computationally efficient design tools that enable non-linear behaviors and mutually exclusive properties.
-
(iv)
components and system-level integration of multi-materials into a single product. As elaborated in the above section, approaches and new AM process chains that enable the integration of multiple distinct material classes into a functionality complex part without part assembly are still in their infancy.

Reproduced from Ref. [8].
Multi-material light-based additive manufacturing of embedded carbon nanocomposite structures with multi-material digital light processing.

Reproduced from Ref. [30].
Direct energy deposition of Inconel 625 and 304 Stainless steel.

Reproduced from Ref. [36].
Design for multi-material morphing architected materials.
References
D.D. Gu, X.Y. Shi, R. Poprawe, D.L. Bourell, R. Setchi, J.H. Zhu, Material-structure-performance integrated laser-metal additive manufacturing. Science 372(6545), 932 (2021)
Y. Lakhdar, C. Tuck, J. Binner, A. Terry, R. Goodridge, Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 116, 100736 (2021)
A. Bandyopadhyay, B. Heer, Additive manufacturing of multi-material structures. Mater. Sci. Eng. R 129, 1 (2018)
H. Wu, W.P. Fahy, S. Kim, H. Kim, N. Zhao, L. Pilato, A. Kafi, S. Bateman, J.H. Koo, Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 111, 100638 (2020)
D.S. Yao, H.C. Cui, R. Hensleigh, P. Smith, S. Alford, D. Bernero, S. Bush, K. Mann, H.F. Wu, M. Chin-Nieh, G. Youmans, X.Y. Zheng, 3D Printed nanocomposites: achieving the upper bound of piezoelectric response in tunable, wearable 3D printed nanocomposites. Adv. Funct. Mater. 29(42), 1970289 (2019)
C.E. Zawaski, C.A. Chatham, E.M. Wilts, T.E. Long, C.B. Williams, Using fillers to tune material properties of an ion-containing semi-crystalline poly(ethylene glycol) for fused filament fabrication additive manufacturing. Addit. Manuf. 39, 101844 (2021)
D.S. Yao, H.C. Cui, R. Hensleigh, P. Smith, S. Alford, D. Bernero, S. Bush, K. Mann, H.F. Wu, M. Chin-Nieh, G. Youmans, X.Y. Zheng, Achieving the upper bound of piezoelectric response in tunable, wearable 3D printed nanocomposites. Adv. Funct. Mater. 29(42), 1903866 (2019)
S. Kang, S.Y. Chang, A. Costa, K. Kowsari, A.W.K. Ma, Additive manufacturing of embedded carbon nanocomposite structures with multi-material digital light processing (MMDLP). J. Mater. Res. (2021). https://doi.org/10.1557/s43578-021-00224-3
Q.X. Jiang, H.G. Zhang, D. Rusakov, N. Yousefi, A. Bismarck, Additive manufactured carbon nanotube/epoxy nanocomposites for heavy-duty applications. ACS Appl. Polym. Mater. 3(1), 93 (2021)
C. Zhu, T.Y.J. Han, E.B. Duoss, A.M. Golobic, J.D. Kuntz, C.M. Spadaccini, M.A. Worsley, Highly compressible 3D periodic graphene aerogel microlattices. Nat. Commun. 6, 1 (2015)
R.M. Hensleigh, H.C. Cui, J.S. Oakdale, J.C.C. Ye, P.G. Campbell, E.B. Duoss, C.M. Spadaccini, X.Y. Zheng, M.A. Worsley, Additive manufacturing of complex micro-architected graphene aerogels. Mater. Horiz. 5(6), 1035 (2018)
H.L. Tekinalp, V. Kunc, G.M. Velez-Garcia, C.E. Duty, L.J. Love, A.K. Naskar, C.A. Blue, S. Ozcan, Highly oriented carbon fiber-polymer composites via additive manufacturing. Compos. Sci. Technol. 105, 144 (2014)
Y. Hu, Z.P. Guo, A. Ragonese, T.S. Zhu, S. Khuje, C.N. Li, J.C. Grossman, C. Zhou, M. Nouh, S.Q. Ren, A 3D-printed molecular ferroelectric metamaterial. Proc Natl. Acad. Sci. USA 117(44), 27204 (2020)
G.L. Messing, S. Poterala, Y.F. Chang, T. Frueh, E.R. Kupp, B.H. Watson, R.L. Walton, M.J. Brova, A.K. Hofer, R. Bermejo, R.J. Meyer, Texture-engineered ceramics-Property enhancements through crystallographic tailoring. J. Mater. Res. 32(17), 3219 (2017)
K. Johnson, D. Melchert, D.S. Gianola, M. Begley, T.R. Ray, Recent progress in acoustic field-assisted 3D-printing of functional composite materials. MRS Adv. 6, 636 (2021)
D.S. Melchert, K. Johnson, B. Giera, E.J. Fong, M. Shusteff, J. Mancini, J.J. Karnes, C.L. Cobb, C. Spadaccini, D.S. Gianola, M.R. Begley, Modeling meso- and microstructure in materials patterned with acoustic focusing. Mater Des. 202, 109512 (2021)
D.S. Melchert, R.R. Collino, T.R. Ray, N.D. Dolinski, L. Friedrich, M.R. Begley, D.S. Gianola, Flexible conductive composites with programmed electrical anisotropy using acoustophoresis. Adv. Mater. Technol.-Us. 4(12), 1900586 (2019)
J.R. Raney, B.G. Compton, J. Mueller, T.J. Ober, K. Shea, J.A. Lewis, Rotational 3D printing of damage-tolerant composites with programmable mechanics. Proc. Natl. Acad. Sci. USA 115(6), 1198 (2018)
T. Grejtak, X. Jia, A.R. Cunniffe, Y.P. Shi, T.F. Babuska, R.C. Pack, N. Vermaak, B.G. Compton, B.A. Krick, Whisker orientation controls wear of 3D-printed epoxy nanocomposites. Addit. Manuf. 36, 101515 (2020)
C.D. Armstrong, N. Todd, A.T. Alsharhan, D.I. Bigio, R.D. Sochol, A 3D printed morphing nozzle to control fiber orientation during composite additive manufacturing. Adv. Mater. Technol.-Us 6(1), 2000829 (2021)
M. Regehly, Y. Garmshausen, M. Reuter, N.F. Konig, E. Israel, D.P. Kelly, C.Y. Chou, K. Koch, B. Asfari, S. Hecht, Xolography for linear volumetric 3D printing. Nature 588(7839), 620 (2020)
B.E. Kelly, I. Bhattacharya, H. Heidari, M. Shusteff, C.M. Spadaccini, H.K. Taylor, Volumetric additive manufacturing via tomographic reconstruction. Science 363(6431), 1075 (2019)
M. Schneck, M. Horn, M. Schmitt, C. Seidel, G. Schlick, G. Reinhart, Review on additive hybrid-and multi-material-manufacturing of metals by powder bed fusion: state of technology and development potential. Prog. Addit. Manuf. (2021). https://doi.org/10.1007/s40964-021-00205-2
S. Girnth, J. Koopmann, G. Klawitter, N. Waldt, T. Niendorf, 3D hybrid-material processing in selective laser melting: implementation of a selective coating system. Prog. Addit. Manuf. 4(4), 399 (2019)
D. Chen, X.Y. Zheng, Multi-material additive manufacturing of metamaterials with giant, tailorable negative Poisson’s ratios. Sci. Rep.-Uk 8(1), 1 (2018)
D. Han, H. Lee, Recent advances in multi-material additive manufacturing: methods and applications. Curr. Opin. Chem. Eng. 28, 158 (2020)
D. Baca, R. Ahmad, The impact on the mechanical properties of multi-material polymers fabricated with a single mixing nozzle and multi-nozzle systems via fused deposition modeling. Int. J. Adv. Manuf. Technol. 106(9–10), 4509 (2020)
M.A. Skylar-Scott, J. Mueller, C.W. Visser, J.A. Lewis, Voxelated soft matter via multimaterial multinozzle 3D printing. Nature 575(7782), 330 (2019)
C. Anstaett, C. Seidel, G. Reinhart, Fabrication of 3D multi-material parts using laser-based powder bed fusion, in Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, (City, 2017).
N.F. Jones, J.L. Beuth, M.P. de Boer, Directed energy deposition joining of Inconel 625 to 304 stainless steel with direct bonding. J. Mater. Res. (2021). https://doi.org/10.1557/s43578-021-00304-4
F. Mayer, S. Richter, J. Westhauser, E. Blasco, C. Barner-Kowollik, M. Wegener, Multimaterial 3D laser microprinting using an integrated microfluidic system. Sci. Adv. 5(2), eaau9160 (2019)
X.R. Peng, X. Kuang, D.J. Roach, Y.Q. Wang, C.M. Hamel, C.L. Lu, H.J. Qi, Integrating digital light processing with direct ink writing for hybrid 3D printing of functional structures and devices. Addit. Manuf. 40, 101911 (2021)
D.J. Roach, C.M. Hamel, C.K. Dunn, M.V. Johnson, X. Kuang, H.J. Qi, The m(4) 3D printer: a multi-material multi-method additive manufacturing platform for future 3D printed structures. Addit. Manuf. 29, 100819 (2019)
G.W. Wagner, L.B. Bass, D.A. Rau, S.B. Ziv, M.S. Wolf, D.L. Wolf, Y. Bai, V. Meenakshisundaram and C.B. Williams, Design and development of a multi-tool additive manufacturing system, in The 28th Annual International Solid Freeform Fabrication Symposium, (City, 2017).
D.A. Rau, M. Forgiarini, C.B. Williams, Hybridizing Direct Ink Write and mask-projection Vat Photopolymerization to enable additive manufacturing of high viscosity photopolymer resins. Addit. Manuf. 42, 101996 (2021)
T.S. Lumpe, K. Shea, Computational design of 3D-printed active lattice structures for reversible shape morphing. J. Mater. Res. (2021). https://doi.org/10.1557/s43578-021-00225-2
J.W. Boley, W.M. van Rees, C. Lissandrello, M.N. Horenstein, R.L. Truby, A. Kotikian, J.A. Lewis, L. Mahadevan, Shape-shifting structured lattices via multimaterial 4D printing. Proc. Natl. Acad. Sci. USA 116(42), 20856 (2019)
Z. Ding, C. Yuan, X.R. Peng, T.J. Wang, H.J. Qi, M.L. Dunn, Direct 4D printing via active composite materials. Sci. Adv. 3(4), e1602890 (2017)
R. Lakes, Foam structures with a negative Poisson’s ratio. Science 235, 1038 (1987)
J.J. Zhang, G.X. Lu, Z. You, Large deformation and energy absorption of additively manufactured auxetic materials and structures: a review. Compos. B 201, 108340 (2020)
A.R. Garcia-Taormina, A. Alwen, R. Schwaiger, A.M. Hodge, A review of coated nano- and micro-lattice materials. J. Mater. Res. (2021). https://doi.org/10.1557/s43578-021-00178-6
Z.P. Xu, C.S. Ha, R. Kadam, J. Lindahl, S. Kim, H.F. Wu, V. Kunc, X. Zheng, Additive manufacturing of two-phase lightweight, stiff and high damping carbon fiber reinforced polymer microlattices. Addit. Manuf. 32, 101106 (2020)
M.T. Hsieh, C.S. Ha, Z.P. Xu, S. Kim, V. Kunc, X. Zheng, Stiff and strong, lightweight bi-material sandwich plate-lattices with enhanced energy absorption. J. Mater. Res. (2021). https://doi.org/10.1557/s43578-021-00322-2
Q. Ge, A.H. Sakhaei, H. Lee, C.K. Dunn, N.X. Fang, M.L. Dunn, Multimaterial 4D printing with tailorable shape memory polymers. Sci. Rep.-Uk. 6(1), 1 (2016)
D. Han, Y.P. Wang, C. Yang, H. Lee, Multimaterial printing for cephalopod-inspired light-responsive artificial chromatophores. ACS Appl. Mater. Interface 13(11), 12735 (2021)
C. Yang, J. Luo, M. Polunas, N. Bosnjak, S.T.D. Chueng, M. Chadwick, H.E. Sabaawy, S.A. Chester, K.B. Lee, H. Lee, 4D-printed transformable tube array for high-throughput 3D cell culture and histology. Adv. Mater. 32(40), 2004285 (2020)
X.A. Kuang, S. Wu, Q.J. Ze, L. Yue, Y. Jin, S.M. Montgomery, F.Y. Yang, H.J. Qi, R.K. Zhao, Magnetic dynamic polymers for modular assembling and reconfigurable morphing architectures. Adv. Mater. 33(30), 2102113 (2021)
J.T.B. Overvelde, J.C. Weaver, C. Hoberman, K. Bertoldi, Rational design of reconfigurable prismatic architected materials. Nature 541(7637), 347 (2017)
A. Muguruza, J.B. Bo, A. Gomez, J. Minguella-Canela, J. Fernandes, F. Ramos, E. Xuriguera, A. Varea, A. Cirera, Development of a multi-material additive manufacturing process for electronic devices. Procedia Manuf. 13, 746 (2017)
E. MacDonald, R. Wicker, Multiprocess 3D printing for increasing component functionality. Science 353(6307), aaf2093 (2016)
A. Bellacicca, T. Santaniello, P. Milani, Embedding electronics in 3D printed structures by combining fused filament fabrication and supersonic cluster beam deposition. Addit. Manuf. 24, 60 (2018)
J.L. Coronel, K.H. Fehr, D.D. Kelly, D. Espalin, R.B. Wicker, Increasing component functionality via multi-process additive manufacturing. Proc Spie. 10194, 101941F (2017)
J.T. Muth, D.M. Vogt, R.L. Truby, Y. Menguc, D.B. Kolesky, R.J. Wood, J.A. Lewis, Embedded 3D printing of strain sensors within highly stretchable elastomers. Adv. Mater. 26(36), 6307 (2014)
N.A. Dudukovic, E.J. Fong, H.B. Gemeda, J.R. DeOtte, M.R. Ceron, B.D. Moran, J.T. Davis, S.E. Baker, E.B. Duoss, Cellular fluidics. Nature 595(7865), 58 (2021)
H.C. Cui, R. Hensleigh, D.S. Yao, D. Maurya, P. Kumar, M.G. Kang, S. Priya, X.Y. Zheng, Three-dimensional printing of piezoelectric materials with designed anisotropy and directional response. Nat. Mater. 18(3), 234 (2019)
X.X. Xia, A. Afshar, H. Yang, C.M. Portela, D.M. Kochmann, C.V. Di Leo, J.R. Greer, Electrochemically reconfigurable architected materials. Nature 573(7773), 205 (2019)
F. Liu, Y. Chen, H.L. Song, F. Zhang, Z.C. Fan, Y. Liu, X. Feng, J.A. Rogers, Y.G. Huang, Y.H. Zhang, High performance, tunable electrically small antennas through mechanically guided 3D assembly. Small 15(1), 1804055 (2019)
K.L. Sampson, B. Deore, A. Go, M.A. Nayak, A. Orth, M. Gallerneault, P.R. Malenfant, C. Paquet, Multimaterial vat polymerization additive manufacturing. ACS Appl. Polym. Mater. 3(9), 4304 (2021)
R. Hensleigh, H.C. Cui, Z.P. Xu, J. Massman, D.S. Yao, J. Berrigan, X.Y. Zheng, Charge-programmed three-dimensional printing for multi-material electronic devices. Nat Electron. 3(4), 216 (2020)
Funding
Funding was provided by Office of Naval Research (Grant Nos. N00014-18-1-2553, N00014-19-1-2723), Air Force Office of Scientific Research (Grant No. FA9550-18-1-0299), and National Science Foundation CAREER award (2048200).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zheng, X., Williams, C., Spadaccini, C.M. et al. Perspectives on multi-material additive manufacturing. Journal of Materials Research 36, 3549–3557 (2021). https://doi.org/10.1557/s43578-021-00388-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-021-00388-y