
Abstract
In this research, a novel titanium metallic composite, Ti6Al4V powder mixed with 5 at.% Nb powder, was fabricated by selective laser melting (SLM). The effect of Nb addition on their phase transformation, microstructure evolution, mechanical properties, and corrosion behavior were studied. Interestingly, the novel alloy shows a combination of superior plastic deformation (εp = 18.9 ± 1.8%) and high compressive strength (σc = 1593 ± 38 MPa), which is 60.2 and 3.2% higher than that of the SLM-processed Ti6Al4V alloy under optimum printing parameters, respectively. However, the yield strength of Ti6Al4V + 5Nb (973 ± 45 MPa) is lower than that of the Ti6Al4V alloy (1066 ± 12 MPa). The solidification mechanism changes from planar to cellular mode with Nb addition. The ultrafine microstructure β grains are observed, which show a columnar shape and cellular shape. More importantly, the volume fraction of the β phase is significantly increased from 3.7% to 20.4% because of the Nb addition. In addition, the Ti6Al4V + 5Nb alloy possesses better corrosion resistance than the Ti6Al4V alloy. The research highlights that the addition of Nb powder in Ti6Al4V processed by SLM can improve the mechanical properties and corrosion resistance of the material.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Selective laser melting (SLM), an emerging advanced manufacturing technology, has the ability to produce complex shaped three-dimensional metal parts by using a laser beam to selectively melt metal powders layer by layer [1]. SLM possesses several advantages over traditional production techniques, such as a near net-shape production without the need of expensive moulds, a high material use efficiency, a high level of flexibility, and the production of geometrically complex structural parts [2, 3, 4, 5, 6, 7, 8]. More importantly, because of the rapid heating and cooling process, the grain size prepared by SLM is much smaller than that prepared by traditional forging and casting, which leads to different mechanical properties, such as high strength [9].
Titanium alloys have attractive properties such as excellent combination of biocompatibility, corrosion resistance, and mechanical properties [10, 11]. Nowadays, Ti and its alloys are widely used in the marine, autoaviation, and space industries. Many research studies focus on the influence of process parameters or processing technologies on the microstructure and the mechanical properties of titanium parts produced by SLM [12, 13, 14, 15], as well as characterizing and improving their comprehensive property [16, 17].
The capability of SLM to process powder mixtures opens up a whole new and exciting field of research. The alloys with tailored composition, which are difficult to generate in traditional casting, can be manufactured by SLM by accurately adjusted the ratios of alloy powders. Several works [18, 19, 20, 21] have reported the production of several types of new powder mixtures processed by SLM, which contain different titanium matrix composites. Wang et al. [22] discussed on in situ alloying of Ti and Nb with several ratios of Nb. The SLM-processed Ti–45Nb alloy exhibits a superior strength of 1030 ± 40 MPa and a microhardness of 356 ± 7 HV 0.1, which are 97.32 and 52.53% higher than cast ones. Vrancken et al. [4] reported a study of in situ elaboration of β titanium from Ti6Al4V and Mo powders, and it was concluded that a lower β transus temperature (∼ 900 °C) is reached by adding 10 wt% Mo, and they were still able to retain the β phase after rapid cooling. Fischer et al. [23] studied the influence of operating parameters on porosity of a mixture of Ti and Nb elemental powders (26 at.%) manufactured by SLM, and efficacy of dissolving Nb particles. Attar et al. [24] studied the microstructures and mechanical properties of in situ Ti–TiB composites produced by SLM and made a comparison with the casting and powder metallurgy (PM) samples.
In this work, a novel titanium metallic alloy is produced from Ti6Al4V powder and Nb powder by directly melting a mixture of spherical elemental powders under the laser beam. Throughout the text, the optimum process parameters were determined by density test first, and then, the influence of 5 at.% Nb (corresponding to 9.6 wt%) on microstructure, mechanical properties, and corrosion behavior of the Ti6Al4V + 5Nb alloy were investigated. In addition, the mechanical properties and corrosion behavior of the novel material were compared with those of regular Ti6Al4V processed by SLM under the optimal parameters (relative density 99.4%, laser power 275 W, scanning speed 1100 mm/s, scanning spacing 0.12 mm, and powder layer thickness 0.03 mm).
Results and discussion
Optimization of scanning speed for enhancement of relative density
Figure 1 shows the relative density of the Ti6Al4V + 5Nb alloy fabricated by SLM. The relative densities of all samples are higher than 98% but less than 100%, indicating the presence of defects in the obtained parts, such as pores and cracks. The relative density is highest at a scanning speed of 950 mm/s, namely an energy density of 100.9 J/mm3.

Relative density of Ti6Al4V + 5Nb samples.
When the energy density is lower than the optimum process parameters, many Nb particles cannot be melted in the Ti6Al4V + 5Nb alloy [Figs. S1(b), S1(c), and S1(d); 1000 mm/s, 1050 mm/s, and 1100 mm/s]. Ti6Al4V powder is a characteristic of a melting temperature of 1668 °C. The applied energy density of the SLM process is sufficient to fully melt Ti6Al4V powder. However, Nb has a melting temperature of 2477 °C, as a result, inadequate energy input results in residual unmelted Nb powder in the matrix [25], which leads to the poor surface bonding of Nb powder and Ti6Al4V powder, which brings about the holes to form. However, it can be found that the relative density decreases slightly at energies higher than this optimum value, which may be caused by excess energy. In fact, high energy may affect the quality of the upper surface of the melt pool because of convective motions in the liquid pool [26, 27]. The spread of the next layer of powder will be inhibited by these irregular surfaces, resulting in more holes. On the other hand, when the energy density is too high, the relative density decreases because of the increase in vaporization phenomenon, leading to the pores trapped in the matrix or irregular surface, which also inhibits the spread of the next layer of powder [28, 29, 30]. A small amount of Nb particles still remained when scanning speed was low [Fig. S1(a); 900 mm/s], the reason of unmelted Nb particles may be that the process of melting and solidification by the laser is very short, which is not enough to melt Nb particles completely. On the other hand, the temperature in the melt pool is not evenly distributed, so the temperature of the melt pool near the boundary is relatively low, which can also result in some unmelted Nb particles. Some unmelted Nb particles in the matrix have also been observed in previous studies [22, 23].
The elaboration of a dense alloy is allowed at energy of 100.9 J/mm3, and the use of higher energy is not necessary because it would lead to more time and energy consumption in the SLM process. Therefore, it was chosen as the studied sample in this work.
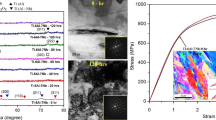
Phase characterization of SLM-processed Ti6Al4V + 5Nb alloy via XRD
The X-ray diffraction (XRD) patterns of the Ti6Al4V + 5Nb alloy and Ti6Al4V alloy fabricated by SLM are shown in Fig. 2. α′-Ti and α-Ti have the same hexagonal close-packed (hcp) structure and a similar lattice parameter, which is hard to identify. Therefore, further confirmation of the α′-Ti phase is made by optical microstructural observations. The equal phases are shown in the Ti6Al4V + 5Nb alloy and Ti6Al4V alloy, including the hcp α′-Ti phase and bcc β phase; however, several value peaks of the main phases display different corresponding intensities. The volume fraction of the α′ phase and β phase of Ti6Al4V alloy and Ti6Al4V + 5Nb alloy were determined from the XRD data by using Rietveld refinement [31, 32]. And the volume fractions of the α′ phase in the Ti6Al4V + 5Nb alloy and Ti6Al4V alloy are about 79.6% and 96.3%, respectively. Previous studies have also found the presence of the acicular martensite α′ phase in SLM-processed Ti6Al4V alloy. He et al. [33] declared that XRD patterns showed that all peaks of as-built Ti6Al4V alloy samples were indexed as the α/α′ phase, however, the β phase was not detected. Vilaro et al. [14] observed the microstructure is composed of the martensite α′ phase in as-fabricated Ti6Al4V. Furthermore, the metastable phase α′ was observed in titanium matrix composites fabricated by SLM. Wang et al. [22] found an acicular martensitic morphology in Ti–15Nb. The parts undergo rapid cooling in the SLM process, which is similar to rapid quenching, leading to the formation of non-equilibrium phases [34]. Additionally, Lee et al. [35] showed that the cast Ti-Nb alloys containing 15 wt% or less Nb were dominated by martensitic α′ structure.

XRD patterns of the SLM-processed Ti6Al4V alloy and Ti6Al4V + 5Nb alloy.
Microstructural characterization of SLM-processed Ti6Al4V + 5Nb alloy
Figure 3 presents the optical microstructure of the Ti6Al4V alloy and Ti6Al4V + 5Nb alloy processed via SLM. As shown in the side view [Fig. 3(a)], the columnar grains of the prior β exhibit an epitaxial growth along the build direction and extend over multiple layers, up to several millimeter long. Similar phenomenon has also been reported in other additive manufacturing Ti6Al4V studies [3, 36, 37]. Acicular martensite α′ presents preferential planes of crystallography of a 45° angle to the build direction [38]. Because of the high cooling speed (∼104 K/s4) in SLM process and a high thermal gradient (104–105 °C/cm) along the build direction in a melt pool, the prior β is completely transformed into acicular martensite α′ instead of transforming to α [3, 39, 40, 41]. The prior β grains display a square shape in the top view of Ti6Al4V [Fig. 3(b)], which can be attributed to the scan strategy adopted in the process of SLM. In addition, an overwhelmingly large amount of acicular martensite α′ is presented on the prior β grains.

Optical microstructure of SLM-produced samples: (a) side view of Ti6Al4V, (b) top view of Ti6Al4V, (c) side view of Ti6Al4V + 5Nb, and (d) top view of Ti6Al4V + 5Nb.
Figures 3(c) and 3(d) show the microstructure of SLM-processed Ti6Al4V + 5Nb alloy. In the side view [Fig. 3(c)], the microstructure of the Ti6Al4V + 5Nb alloy shows the smaller β grains, mainly oriented along the building direction. The unmelted Nb particles are found in the matrix. The melt pool boundaries (MPBs) of the Ti6Al4V + 5Nb alloy are clearly visible, which is in contrast to the microstructure of the Ti6Al4V alloy where the MPBs are not visible. The MPBs are also prominently delineated for the top view [Fig. 3(d)]. The MPBs act as nucleation sites of new grains; most grains were observed to grow epitaxially along the MPBs. For the body-centered cubic crystals, the direction of the maximum temperature gradient is the easy-growth direction. The growth direction is usually consistent with the build direction for laser additive manufacturing processes [37]. Moreover, the high-magnification morphologies show numerous cellular β grains and fine columnar β from the side view (Fig. 4). The superfine scale of the grains may be caused by the distribution of Nb in Ti6Al4V + 5Nb alloy, which brings about planar solidification front to be unstable and induces the transition from planar to cellular solidification [4]. Because of the orientational heat transfer and rapid solidification of melt pools in the SLM process, the regular and fine columnar structure is observed in the Ti6Al4V + 5Nb alloy [42].

The high-magnification morphologies of SLM-produced the Ti6Al4V + 5Nb sample observed from the side view by SEM.
Figure 5 shows the distribution on all elements in the melt pool of Ti6Al4V + 5Nb alloy. The results show that all elements can uniformly distribute at the MPBs and inside melt pool. It is suggested that the Ti6Al4V + 5Nb alloy can be manufactured by the SLM process without any elements segregation. However, the part produced by casting shows obvious element segregation because the melting point and density of Nb are higher than Ti6Al4V [43]. The solidification of the melt pool can be completed in a short time (10−2–10−3 s) in the SLM process [44], so particles are not given enough time to sink to the bottom of the melt pool, which are retained inside the melt pool. The aforementioned phenomenon indicates that all elements can be randomly distributed in the Ti6Al4V + 5Nb alloy.

EDS line scanning of the melt pool in the top plane of the Ti6Al4V + 5Nb alloy and the corresponding line scanning results of the all elements. The yellow dotted line on the left indicates the melt pool boundary.
Mechanical properties of SLM-processed Ti6Al4V + 5Nb alloy
Compression stress–strain curves of the Ti6Al4V + 5Nb alloy and Ti6Al4V alloy processed via SLM are shown in Fig. 6. The SLM-processed Ti6Al4V + 5Nb alloy exhibits a plastic deformation (εp) of 18.9 ± 1.8%, which is 60.2% higher than that of the Ti6Al4V alloy (11.8 ± 1.4%). The increase in plastic deformation can be attributed to the higher volume fraction of the β phase that has a much better capability of plastic deformation in the Ti6Al4V + 5Nb alloy [14, 39, 45, 46, 47, 48]. He et al. [33] showed that the plasticity stress of relieving Ti6Al4V samples is higher than that of the as-built Ti6Al4V samples, the newly generated β phase resulted in enhancement of plasticity. Gong et al. [49] investigated the SLM Ti6Al4V samples and electron beam melting (EBM) Ti6Al4V samples and found that decent tensile ductility is because their microstructure is not fully martensitic. The yield strength (σ0.2) of the Nb-added Ti6Al4V alloy (973 ± 45 MPa) is lower than that of the Ti6Al4V alloy (1066 ± 12 MPa). Because the volume fraction of the hard α’ phase in the Ti6Al4V + 5Nb alloy is lower than that of the Ti6Al4V alloy, the different volume fractions of constituent phases should be the main reason to cause the different yield strength. The compressive strength (σc) of the Ti6Al4V + 5Nb alloy (1593 ± 38 MPa) is slightly higher than that of the Ti6Al4V alloy (1543 ± 16 MPa), which can be attributed to the strong interaction between dislocation and the α′ precipitates. Despite the presence of unmelted particles in the material, the residual Nb particles do not seem to have a visible disadvantageous effect on the mechanical properties.

Compressive stress–strain curves of the SLM-produced Ti6Al4V alloy and Ti6Al4V + 5Nb alloy.
The fracture surfaces after compressional tests for the Ti6Al4V + 5Nb alloy and Ti6Al4V alloy were investigated by scanning electron microscopy (SEM), as shown in Fig. 7, all samples fractured after neck creation. Ductile dimples and cleavage facets are observed in the Ti6Al4V + 5Nb alloy, which illustrate ductile failures and brittle fracture, respectively. In addition, the fracture surface of the Ti6Al4V + 5Nb alloy is covered by fine dimples. In the Ti6Al4V alloy, ductile dimples and cleavage facets are also observed, which indicates a combination of ductile and brittle fracture. However, the dimple size of the Ti6Al4V alloy is larger than that of the Ti6Al4V + 5Nb alloy. In Ref. 50, the dimple size is the representation of the fracture energy during the fracture process. Therefore, the Ti6Al4V + 5Nb alloy with the smaller size of dimples possesses higher ductility. This could be attributed to the presence of the β phase, which is more ductile than the α phase. The β phase–dominated Ti6Al4V + 5Nb alloy is characteristic of lower microhardness (349 ± 8 HV) than that of α′ phase–dominated Ti6Al4V (354 ± 4 HV). The acicular martensite α′ formed by the SLM process is a substitutional supersaturated solid solution, which has a positive enhancement in hardness. Wu et al. [51] found that the influence of hot isostatic pressing (HIP) is greater than building direction for mechanical properties. The as-built Ti6Al4V parts have a hardness of 41 and 42 HRC, and the HIPed parts have a hardness of 34 HRC. This difference is caused by phase transformation of the martensite α′ to α + β structures. The similar phenomenon for Ti6Al4V has been discussed by Barreda et al. [52], the hardness values of heat affected zone (HAZ, about 370 HV) are higher than those of base material (about 340 HV) and the others to the fusion zone (from 270 HV to 290 HV), the increase in hardness can be explained by the appearance of microstructure martensite α′ in this zone.

SEM images showing fracture morphologies of SLM-produced samples: (a) Ti6Al4V + 5Nb alloy and (b) Ti6Al4V alloy.
Corrosion behavior of SLM-processed Ti6Al4V + 5Nb alloy
Figure 8 shows the potentiodynamic polarization curves of the SLM-produced Ti6Al4V + 5Nb alloy and Ti6Al4V alloy in 3.5 wt% NaCl solution. The corrosion potential (Ecorr) and corrosion current density (icorr) were calculated by the Tafel extrapolation approach from the polarization curves. It can be seen that the corrosion potential for the Ti6Al4V + 5Nb alloy (Ecorr = −0.382 V) has a higher value than that of the Ti6Al4V alloy (Ecorr = −0.554 V). In addition, the fitting of icorr can be used to evaluate the corrosion rate of different samples. The same method was also used in other works [53, 54]. Compared with the Ti6Al4V alloy (icorr = 28.004 µA/cm2), Ti6Al4V + 5Nb alloy (icorr = 5.601 µA/cm2) exhibits a lower current density, which indicates better resistance to corrosion. According to previous studies [55, 56], the volume fraction of α′ and β phases of the Ti6Al4V alloy lead to the difference in electrochemical activity or corrosion resistance. Dai et al. [57] have shown that the amount of acicular martensite α′ in the microstructure is considered as the major reason for accelerating the corrosion of the SLM-produced Ti6Al4V alloy compared with the traditional Grade 5 alloy.

Potentiodynamic curves of the SLM-produced Ti6Al4V alloy and Ti6Al4V + 5Nb alloy.
Estimated from the XRD patterns, the amount of the α′-Ti phase of the Ti6Al4V alloy has occupied up to 96.3% in the microstructure, which is higher than that of the Ti6Al4V + 5Nb alloy. Because the martensitic start temperature is lowered drastically by adding β stabilizers [4], the martensitic transformation is suppressed and more β phase is formed in the Ti6Al4V + 5Nb alloy. The acicular martensitic α′ is metastable and a characteristic of “high energy state” with regard to corrosion, which has the higher dissolution rate of acicular martensitic α′ than the α phase [55, 57]. In addition, the volume fractions of the β phase calculated from XRD patterns for the Ti6Al4V +5Nb alloy is higher than that of the Ti6Al4V alloy. The β phase possessing more V content can enhance its resistance to dissolution [58]. Therefore, it is reasonable to conclude that the SLM-produced Ti6Al4V + 5Nb alloy exhibits better corrosion resistance than the Ti6Al4V alloy because of more β phase and less α′ phase present in the microstructure.
Conclusions
In this study, the effect of Nb addition on phase, microstructure, mechanical properties, and corrosion behavior of the SLM-processed Ti6Al4V alloy were investigated. The following conclusions can be drawn from the present study:
-
(1)
Energy has a significant effect on relative density of the parts produced by SLM. A dense alloy can be obtained from energy density levels of 100.9 J/mm3 with porosity content inferior to 2%.
-
(2)
5 at.% Nb powder was mixed with Ti6Al4V powder and manufactured via the SLM process, which leads to the ultrafine microstructure β grains, and it shows columnar shape and cellular shape. More importantly, the volume fraction of the β phase is greatly increased from 3.7 to 20.4% with Nb addition.
-
(3)
The novel Ti6Al4V + 5Nb alloy possesses excellent ductility as compared with the Ti6Al4V alloy. The plastic deformation of Ti6Al4V + 5Nb is 18.9 ± 1.8%, which is 60.2% higher than that of the Ti6Al4V alloy. The yield strength of Ti6Al4V + 5Nb is lower than that of the Ti6Al4V alloy because of the lower volume fraction of the hard α′ phase. The superior compressive strength is due to the strong interaction between dislocation and the α′ precipitates.
-
(4)
The potentiodynamic polarization curves show that the Ti6Al4V + 5Nb alloy has better corrosion resistance than the Ti6Al4V alloy because of the microstructure retaining more β phase and less α′ phase.
Materials and methods
Ti6Al4V was used as a base material for the SLM process. The powder is produced via gas the atomization process, and the particle size ranges from 20 to 53 µm and has the high sphericity and a smooth surface [Fig. 9(a)]. The Nb powder appears as regular spheres, and the powder particles ranging between 15 and 50 µm, as shown in Fig. 9(b). In this research, Ti6Al4V powder was mixed with 5 at.% Nb powder. They were mixed in a powder mixer for 2 h. The mixture of the powders was examined by using the SEM. In Fig. 9(c), it still shows regular spheres after mixing.

Characteristics of the powder: SEM morphology of (a) Ti6Al4V powder, (b) Nb powder, and (c) Ti6Al4V + 5Nb powder mixture.
An SLM 125 HL equipment was adopted to fabricate the Ti6Al4V + 5Nb samples on titanium alloy substrates. The machine is equipped with a 400 W Yb: YAG fiber laser with a spot size of 80 µm. The whole processing chamber is protected under a high-purity Ar atmosphere to prevent oxidation. Scanning speed can be used to control the energy density. Five different scanning speeds are applied in this work, visible in Table I. During the SLM process, layers were scanned using a continuous laser mode in a zigzag pattern, and a 90° rotation was applied between layers. Cubic samples have dimensions of 5 × 5 × 5 mm for electrochemical measurements, and cylindrical specimen size is 3 mm in diameter and 6 mm in length for a compression test.
The SLM-processed samples were ground and polished with Al2O3 solution before microstructural examination, and then chemically etched with Kroll’s reagent (3 mL HF, 6 mL HNO3, and 90 mL H2O) at room temperature. The microstructure was observed by optical microscopy (OM; Olympus CK40M) and scanning electron microscopy (SEM; Nova Nano SEM450). The phase identification was performed by X-ray diffraction (XRD; Rigaku Dmax2500). The scattering angular (2θ) varied from 20° to 80°.
The relative density was tested by an electronic densitometer (ZMD-2), which was based on Archimedes’ principle. The mechanical properties of the specimens were evaluated for compression tests and microhardness. Electronic universal testing machine (UTM5105) was used for compressive tests. Compressive test loading direction was perpendicular to the building direction. All tests were performed at least three times for each condition. Vickers microhardness tests were performed on an MHV-100Z micro hardness tester with 100 g load and 10 s of dwelling time, and an average of 5 indents was taken for each sample.
Potentiodynamic polarization was conducted by CHI660E electrochemical station. The setup consists of a three-electrode cell, the Ti6Al4V + 5 Nb sample as the working electrode, a saturated calomel electrode (Ag/AgCl2) in saturated KCl as the reference electrode, and platinum sheet as the counter electrode. The potentiodynamic polarization curves were recorded from a potential range of −1.5 V to +1.5 V with a sweep rate of 3 mV/s. All electrochemical measurements were carried out in 3.5 wt% NaCl solution at room temperature, and each test was performed at least three times to verify the reproducibility of the results.
References
F. Abe, K. Osakada, M. Shiomi, K. Uematsu, and M. Matsumoto: The manufacturing of hard tools from metallic powders by selective laser melting. J. Mater. Process. Technol. 111, 210 (2001).
B. Song, S. Dong, B. Zhang, H. Liao, and C. Coddet: Effects of processing parameters on microstructure and mechanical property of selective laser melted Ti6Al4V. Mater. Des. 35, 120 (2012).
L. Thijs, F. Verhaeghe, T. Craeghs, J.V. Humbeeck, and J. Kruth: A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 58, 3303 (2010).
B. Vrancken, L. Thijs, J.P. Kruth, and J. Van Humbeeck: Microstructure and mechanical properties of a novel β titanium metallic composite by selective laser melting. Acta Mater. 68, 150 (2014).
E.A. Jägle, P. Choi, J. Van Humbeeck, and D. Raabe: Precipitation and austenite reversion behavior of a maraging steel produced by selective laser melting. J. Mater. Res. 29, 2072 (2014).
B. Ren, D. Lu, R. Zhou, Z. Li, and J. Guan: Preparation and mechanical properties of selective laser melted H13 steel. J. Mater. Res. 34, 1415 (2019).
C. Ma, D. Gu, K. Lin, and W. Chen: Thermal behavior and formation mechanism of a typical micro-scale node-structure during selective laser melting of Ti-based porous structure. J. Mater. Res. 32, 1506 (2017).
J. Song, L. Zhang, W. Wu, B. He, X. Ni, J. Xu, G. Zhu, Q. Yang, T. Wang, and L. Lu: Understanding processing parameters affecting residual stress in selective laser melting of Inconel 718 through numerical modeling. J. Mater. Res. 34, 1395 (2019).
W. Shifeng, L. Shuai, W. Qingsong, C. Yan, Z. Sheng, and S. Yusheng: Effect of molten pool boundaries on the mechanical properties of selective laser melting parts. J. Mater. Process. Technol. 214, 2660 (2014).
R. Banerjee, D. Bhattacharyya, P.C. Collins, G.B. Viswanathan, and H.L. Fraser: Precipitation of grain boundary α in a laser deposited compositionally graded Ti–8Al–xV alloy—An orientation microscopy study. Acta Mater. 52, 377 (2004).
S.L. Sing, J. An, W.Y. Yeong, and F.E. Wiria: Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 34, 369 (2016).
S. Das, M. Wohlert, J.J. Beaman, and D.L. Bourell: Processing of titanium net shapes by SLS/HIP. Mater. Des. 20, 115 (1999).
L.E. Murr, S.A. Quinones, S.M. Gaytan, M.I. Lopez, A. Rodela, E.Y. Martinez, D.H. Hernandez, E. Martinez, F. Medina, and R.B. Wicker: Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2, 20 (2009).
T. Vilaro, C. Colin, and J.D. Bartout: As-fabricated and heat-treated microstructures of the Ti–6Al–4V alloy processed by selective laser melting. Metall. Mater. Trans. A 42, 3190 (2011).
B. Vrancken, L. Thijs, J. Kruth, and J. Van Humbeeck: Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 541, 177 (2012).
H. Attar, K.G. Prashanth, A.K. Chaubey, M. Calin, L.C. Zhang, S. Scudino, and J. Eckert: Comparison of wear properties of commercially pure titanium prepared by selective laser melting and casting processes. Mater. Lett. 142, 38 (2015).
G. Kasperovich and J. Hausmann: Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Mater. Process. Technol. 220, 202 (2015).
D. Gu, Y. Hagedorn, W. Meiners, K. Wissenbach, and R. Poprawe: Selective Laser Melting of in-situ TiC/Ti5Si3 composites with novel reinforcement architecture and elevated performance. Surf. Coat. Technol. 205, 3285 (2011).
D. Gu and W. Meiners: Microstructure characteristics and formation mechanisms of in situ WC cemented carbide based hardmetals prepared by Selective Laser Melting. Mater. Sci. Eng. A 527, 7585 (2010).
D. Gu, G. Meng, C. Li, W. Meiners, and R. Poprawe: Selective laser melting of TiC/Ti bulk nanocomposites: Influence of nanoscale reinforcement. Scr. Mater. 67, 185 (2012).
B. Zhang, J. Chen, and C. Coddet: Microstructure and transformation behavior of in situ shape memory alloys by selective laser melting Ti–Ni mixed powder. J. Mater. Sci. Technol. 29, 863 (2013).
Q. Wang, C. Han, T. Choma, Q. Wei, C. Yan, B. Song, and Y. Shi: Effect of Nb content on microstructure, property and in vitro apatite-forming capability of Ti–Nb alloys fabricated via selective laser melting. Mater. Des. 126, 268 (2017).
M. Fischer, D. Joguet, G. Robin, L. Peltier, and P. Laheurte: In situ elaboration of a binary Ti–26Nb alloy by selective laser melting of elemental titanium and niobium mixed powders. Mater. Sci. Eng. C 62, 852 (2016).
H. Attar, M. Bönisch, M. Calin, L.C. Zhang, K. Zhuravleva, A. Funk, S. Scudino, C. Yang, and J. Eckert: Comparative study of microstructures and mechanical properties of in situ Ti–TiB composites produced by selective laser melting, powder metallurgy, and casting technologies. J. Mater. Res. 29, 1941 (2014).
R. Li, Y. Shi, J. Liu, Z. Xie, and Z. Wang: Selective laser melting W–10 wt% Cu composite powders. Int. J. Adv. Manuf. Technol. 48, 597 (2010).
J.P. Kruth, G. Levy, F. Klocke, and T.H.C. Childs: Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. 56, 730 (2007).
Y.J. Liu, X.P. Li, L.C. Zhang, and T.B. Sercombe: Processing and properties of topologically optimised biomedical Ti–24Nb–4Zr–8Sn scaffolds manufactured by selective laser melting. Mater. Sci. Eng. A 642, 268 (2015).
W. Di, Y. Yongqiang, S. Xubin, and C. Yonghua: Study on energy input and its influences on single-track, multi-track, and multi-layer in SLM. Int. J. Adv. Manuf. Technol. 58, 1189 (2012).
J.P. Kruth, L. Froyen, J. Van Vaerenbergh, P. Mercelis, M. Rombouts, and B. Lauwers: Selective laser melting of iron-based powder. J. Mater. Process. Technol. 149, 616 (2004).
K.A. Mumtaz, P. Erasenthiran, and N. Hopkinson: High density selective laser melting of Waspaloy®. J. Mater. Process. Technol. 195, 77 (2008).
M.M. Attallah, S. Zabeen, R.J. Cernik, and M. Preuss: Comparative determination of the α/β phase fraction in α + β-titanium alloys using X-ray diffraction and electron microscopy. Mater. Charact. 60, 1248 (2009).
D.L. Bish and S.A. Howard: Quantitative phase analysis using the Rietveld method. J. Appl. Crystallogr. 21, 86 (1988).
J. He, D. Li, W. Jiang, L. Ke, G. Qin, Y. Ye, Q. Qin, and D. Qiu: The martensitic transformation and mechanical properties of Ti6Al4V prepared via selective laser melting. Materials 12, 321 (2019).
S. Banumathy, K.S. Prasad, R.K. Mandal, and A.K. Singh: Effect of thermomechanical processing on evolution of various phases in Ti–Nb alloys. Bull. Mater. Sci. 7, 1421 (2011).
C.M. Lee, C.P. Ju, and J.H. Chern Lin: Structure–property relationship of cast Ti–Nb alloys. J. Oral Rehabil. 29, 314 (2002).
X. Gong, J. Lydon, K. Cooper, and K. Chou: Beam speed effects on Ti–6Al–4V microstructures in electron beam additive manufacturing. J. Mater. Res. 29, 1951 (2014).
M. Simonelli, Y.Y. Tse, and C. Tuck: On the texture formation of selective laser melted Ti–6Al–4V. Metall. Mater. Trans. A 45, 2863 (2014).
E. Chlebus, B. Kuźnicka, T. Kurzynowski, and B. Dybała: Microstructure and mechanical behaviour of Ti–6Al–7Nb alloy produced by selective laser melting. Mater. Charact. 62, 488 (2011).
H.K. Rafi, T.L. Starr, and B.E. Stucker: A comparison of the tensile, fatigue, and fracture behavior of Ti–6Al–4V and 15-5 PH stainless steel parts made by selective laser melting. Int. J. Adv. Manuf. Technol. 69, 1299 (2013).
L. Zhang and H. Attar: Selective laser melting of titanium alloys and titanium matrix composites for biomedical applications: A review. Adv. Eng. Mater. 18, 463 (2016).
M. Simonelli, Y.Y. Tse, and C. Tuck: The formation of α + β microstructure in as-fabricated selective laser melting of Ti–6Al–4V. J. Mater. Res. 29, 2028 (2014).
Q. Wei, S. Li, C. Han, W. Li, L. Cheng, L. Hao, and Y. Shi: Selective laser melting of stainless-steel/nano-hydroxyapatite composites for medical applications: Microstructure, element distribution, crack, and mechanical properties. J. Mater. Process. Technol. 222, 444 (2015).
M. Niinomi: Recent metallic materials for biomedical applications. Metall. Mater. Trans. A 33, 477 (2002).
M. Gäumann, C. Bezencon, P. Canalis, and W. Kurz: Single-crystal laser deposition of superalloys: Processing–microstructure maps. Acta Mater. 49, 1051 (2001).
P. Edwards and M. Ramulu: Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Mater. Sci. Eng. A 598, 327 (2014).
V. Cain, L. Thijs, J. Van Humbeeck, B. Van Hooreweder, and R. Knutsen: Crack propagation and fracture toughness of Ti6Al4V alloy produced by selective laser melting. Addit. Manuf. 5, 68 (2015).
C. Qiu, N.J.E. Adkins, and M.M. Attallah: Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mater. Sci. Eng. A 578, 230 (2013).
M. Simonelli, Y.Y. Tse, and C. Tuck: Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater. Sci. Eng. A 616, 1 (2014).
H. Gong, K. Rafi, H. Gu, G.D. Janaki Ram, T. Starr, and B. Stucker: Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater. Des. 86, 545 (2015).
S.L. Sing, W.Y. Yeong, and F.E. Wiria: Selective laser melting of titanium alloy with 50 wt% tantalum: Microstructure and mechanical properties. J. Alloys Compd. 660, 461 (2016).
M. Wu and P. Lai: The positive effect of hot isostatic pressing on improving the anisotropies of bending and impact properties in selective laser melted Ti–6Al–4V alloy. Mater. Sci. Eng. A 658, 429 (2016).
J.L. Barreda, F. SantamarmHa, X. Azpiroz, A.M. Irisarri, and J.M. Varona: Electron beam welded high thickness Ti6Al4V plates using filler metal of similar and different composition to the base plate. Vacuum 62, 143 (2001).
M. Atapour, A.L. Pilchak, G.S. Frankel, and J.C. Williams: Corrosion behavior of β titanium alloys for biomedical applications. Mater. Sci. Eng. C 31, 885 (2011).
M. Atapour, A.L. Pilchak, M. Shamanian, and M.H. Fathi: Corrosion behavior of Ti–8Al–1Mo–1V alloy compared to Ti–6Al–4V. Mater. Des. 32, 1692 (2011).
N. Dai, L. Zhang, J. Zhang, X. Zhang, Q. Ni, Y. Chen, M. Wu, and C. Yang: Distinction in corrosion resistance of selective laser melted Ti–6Al–4V alloy on different planes. Corros. Sci. 111, 703 (2016).
N. Dai, J. Zhang, Y. Chen, and L. Zhang: Heat treatment degrading the corrosion resistance of selective laser melted Ti–6Al–4V alloy. J. Electrochem. Soc. 164, C428 (2017).
N. Dai, L. Zhang, J. Zhang, Q. Chen, and M. Wu: Corrosion behavior of selective laser melted Ti–6Al–4V alloy in NaCl solution. Corros. Sci. 102, 484 (2016).
J. Chen and W. Tsai: In situ corrosion monitoring of Ti–6Al–4V alloy in H2SO4/HCl mixed solution using electrochemical AFM. Electrochim. Acta 56, 1746 (2011).
Acknowledgments
This work was financially supported by the Natural Science Foundation of Shandong Province (No. ZR2019MEM040). The authors are grateful to Qiuhong Huo (Experimentalist), Kunlun Wang (Experimentalist), Yanqing Xin (Experimentalist), and Jun Mi (Experimentalist) for technical assistance. The authors are also grateful for the Physical–Chemical Test & Analysis Center of Shandong University at Weihai.
Author information
Authors and Affiliations
Corresponding authors
Supplementary Material
Rights and permissions
About this article

{kind=link}
Cite this article
Sui, Q., Meng, L., Wang, S. et al. Effect of Nb addition on mechanical properties and corrosion behavior of Ti6Al4V alloy produced by selective laser melting. Journal of Materials Research 35, 571–579 (2020). https://doi.org/10.1557/jmr.2019.415
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/jmr.2019.415