
Abstract
In this research work, planetary ball mill has been used to disperse carbon nanotubes (CNTs) in Al powders. Al-CNT nanocomposite samples have been produced using double pressing double sintering (DPDS) method. The effects of CNTs weight percent and secondary pressing and sintering on the hardness, tensile, and bending strength of Al-CNTs nanocomposites were investigated. Enhancements of about 98% in hardness, 40% in tensile strength, and 20% in bending strength of Al-CNTs nanocomposites were observed as compared with pure Al samples. Using DPDS technique increments of 2.4–16.14% in density has been obtained as compared with the nanocomposites produced by conventional sintering method. The composites were studied by scanning electron microscope and differential thermal analysis. The X-ray diffraction (XRD) was used to identify various phases if present in Al-CNTs nanocomposites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
I. INTRODUCTION
Metal matrix composite (MMC) is engineered combination of the metal (matrix) and hard particle (reinforcement) to get tailored properties. MMCs are either in use or prototyping for the space shuttle, commercial airliners, electronic substrates, automobiles, golf clubs, and a variety of other applications.1–7
Carbon nanotubes (CNTs), due to their singular one or multilayer tubal graphene structure, have great attention for structural and functional uses.8–10 CNTs have attracted much attention due to their special atomic structure and enchant mechanical properties (elastic modulus ∼1 TPa and strength ∼30 GPa)11–13 as well as excellent thermal properties and good electrical properties.11,12
Excellent properties make CNTs ideal fibrous reinforcements for composites materials. In the past 20 years, CNTs reinforced composites in various matrices have been studied intensively for applications in the next generation of strong structural materials.8,14 Up to now, however, the reported mechanical properties of CNT reinforced composites are still much lower than awaited. Also the understanding of the fracturing behavior of CNTs in composites is basically necessary to the design of high-strength composite materials.8,15,16
Among many candidates, matrix materials for light weight high-strength composites, aluminum has been considered preferentially due to its relatively low density and reasonable mechanical properties. In fact, the interest in CNT-reinforced aluminum composites has been growing substantially. The shared aim of the various groups is to produce composites with enhanced mechanical properties. Such composites would make attractive novel materials with potential applications in the aerospace, automotive, and sports industries where light weight combined with high stiffness and strength is desired. The optimum CNT content at which maximum enhancement was achieved varied depending on mixing and preparation techniques. Powder metallurgy (PM) techniques have been the preferred route for most researchers.17–23 The two techniques that have been investigated are sonication,18 in which the CNTs are dispersed with the matrix powders in ethanol, before being compacted and sintered, and high energy ball milling24–28 in which the matrix powders and the CNTs are subjected together to the impact and friction effects of the milling media. Noguchi et al.29 fabricated CNT/Al composites by using a PM method and found that the tensile strength of CNT/Al composites was higher than that of sintered pure Al, which was attributed to the ultrahigh tensile strength of CNT reinforcement. In conventional carbon fiber/Al composites, Al4C3 grows on the prism plane of the carbon fiber. This reaction is serious due to the fact that growing Al4C3 needles result in a drastic decrease in the composites strength.29,30 In the CNT/Al system, an important issue of the chemical stability of the CNTs in the Al matrix is whether or not CNTs can be applied to the Al matrix as reinforcement. However, Zhang et al.31 found that CNTs reacted with Al matrix and formed Al4C3 phases in CNT/Al composite when the composite was held at 800 °C for 1 h. George et al.23 prepared pure Al–multiwall CNT (MWCNT) composite by mechanical milling and following sintering and hot extrusion.
In the present study as far as authors know for the first time, the aluminum-based nanocomposites containing MWCNTs are fabricated using planetary ball mill technique followed by the double-pressing double-sintering (DPDS) process.
II. EXPERIMENTAL
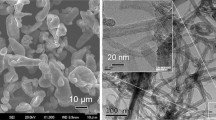
The purity of aluminum powder was 99% (supplied by Khorasan Powder Metallurgy Co., Ltd.) and MWCNT (provided by Research Institute of Petroleum Industry, Tehran, Iran) had purity and density of 95% and 2.200 g/cm3 (diameter ≤ 10 nm, and length ≤ 30 µm). TEM image of purified MWCNTs is shown in Fig. 1. It is observed that the CNTs had a curvilinear morphology and twisted shape and were having nanoscale morphological features.

TEM micrographs of MWCNTs.
MWCNTs were mixed with aluminum in planetary ball mill (model: PLM2 C, Sanatceram Co., Tehran, Iran) containing stainless steel milling balls of 10 mm and 15 mm diameter (giving initial ball to powder ratio, BPR = 20:1). A little ethanol (2 wt%) was used as a process control agent (PCA) to minimize cold welding of Al particles as well as the strain hardening of the material at the higher energies involved during milling. It also prevents sticking of powders to the balls as well as walls of planetary ball mill during milling. The planetary ball mill was filled with argon (Ar) and agitated using rpm of 200 and milling time up to 2 h (15 min to an hour after the rest of milling was considered). They were all opened inside the glove box and samples were extracted. Nanocomposite powder was then pressed in a uniaxial die of stainless steel under the pressure of 550 MPa and then per-sintered under Ar atmosphere by heating at 500 °C for 45 min. Before second pressing, they were lightly sprayed with zinc stearate to reduce friction effects, after that the samples were pressed again under the pressure of 550 MPa, and finally sintered under argon atmosphere at 600 °C for 45 min.
Brinell hardness of the MWCNTs/Al composite samples were measured using HVS-1000A model micro-hardness tester (Metal Network Korea Co., Seoul, South Korea), with a loading of 200 g (1.96 N) and a dwell time of 15 s (according to ASTM E384-05A). The Archimedes technique was used to measure the density of all samples. Tensile strength and bending tests were carried out using a Zwick Royll-Z100 universal testing machine (Zwick, Baden-Württemberg, Germany) with an initial strain rate of 2 mm/min at room temperature (according to ASTM E9-89AR00).
For metallographic samples SiC sandpaper numbers of 320p to 3000p were used. To view the microstructure of the samples by scanning electron microscope (SEM), first samples were polished using 0.5 μm alumina suspension, felt, and diamond paste. Finally samples were etched by a solution of 0.5 HF. Morphology of composites powders and fracture surfaces of failed tensile samples were examined using SEM. XRD analysis of Al-CNTs samples were carried out using XPert (Philips PW 3710, PANalytical Co., Almelo, The Netherlands) diffract meter (Co Kα radiation with k = 1.789010 Å) with voltage and current setting of 40 kV and 30 mA, respectively.
III. RESULTS AND DISCUSSION
A. Microstructure
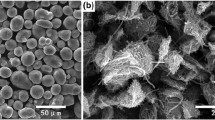
It is known that the mixing process and its duration determine the effective dispersion of MWCNTs in the Al powder. SEM micrographs of the blended Al–MWCNT powders are depicted in Fig. 2. There seems to be homogeneous mixing of Al powder and MWCNTs at 4 wt% loading and there is considerable agglomeration of MWCNTs at 12 wt%. It is observed that the CNT’s were shortened to a large extent and got homogenously dispersed, embedded, cold welded between the soft Al matrix and tangled together as a result of high energy milling. Similar findings were observed by Esawi and Morsi.25,26 Also Fig. 2(b) shows the SEM micrograph of raw CNTs, and it is clear that the involved and curled CNT were agglomerated together as big clusters due to the strong Van der Walls force between the long and thin tubes. The agglomeration of CNT is one of the biggest challenges for CNT reinforced composites which leads to premature crack initiation and fracture in tension. In the authors’ labor, CNT bundles are expected to be separated and uniformly dispersed in the aluminum metal matrix by high energy ball milling.23,24,30,31 Metallo-graphically polished cross-sectional views of the composites are shown in Fig. 3. Figures 3(a) and 3(b) show the microstructure of the DPDS Al–MWCNT composites with 2 wt% and 4 wt% of reinforcement phase. Uniaxial grains were observed in the composites.

SEM images of CNTs on the surface of aluminum powder milled for 2 h with the addition of PCA (a and b) Al–12 wt% CNTs, and (c and d) Al–4 wt% CNTs.

SEM micrographs of etched DPDS (a) Al–2 wt% CNTs and (b) Al–4 wt% CNTs composite.
B. Differential thermal analysis (DTA) and x-ray analysis
DTA is shown in Fig. 4. DTA analyses show a broad peak from 150 °C to 500 °C which may be ascribed to the strain release and the grain growth as heating progresses24,32 and only one endothermic event, which correspond to pure aluminum melting point (658 °C). Because of the longer milling process, the diffusion couple formation, due to the dissolution of elemental powders in aluminum matrix, would lead to the release of more heat. It is therefore evident from the analysis that the milled powders could be sintered at different temperatures for consolidation, without any phase transformation. However, the effect of high temperature on the grain growth and strain release become important as far as the strengthening of the material is concerned. Moreover, an exothermic peak is observed at 610–620 °C indicating the reaction between Al and MWCNT and consequently the formation of aluminum carbide (Al4C3) phase. To confirm the formation of Al4C3 phase, XRD analyses were performed on the nanocomposite sample after DTA run (Fig. 5). Therefore, it is concluded that consolidation of Al–MWCNT powder should carry out below the 610–620 °C range to prevent the formation of undesirable Al4C3 phase. Few peaks related to Al2SiO5 phase in the XRD patterns are probably due to the presence of Si impurity initial powders (Fig. 5).

DTA patterns of (1) Al + 4 wt% CNTs mixed powder; (2) the Al + 8 wt% CNTs mixed powder; and (3) the Al + 12 wt% CNTs mixed powder.

XRD patterns of the Al + CNTs mixed powder; after tested by DTA.
C. Mechanical properties
The theoretical density of nanocomposites were calculated by using the mixture low [Eq. (1)] and bulk density of nanocomposites were measured by Archimedes method.
As it can be seen in Fig. 6 the measured density of samples after primary pressing and sintering decreases with increasing CNTs content. The main cause of reduction of density of nanocomposites relative to the density of pure aluminum is because of increasing amounts of CNTs that have low density than pure aluminum. A drastic reduction of the measured density in the primary pressing and sintering also could be due to the high porosity in the samples.

Density of Al–CNTs nanocomposites as a function of wt% of CNTs.
The effects of CNTs content and second pressing and sintering on measured density are shown in Fig. 6. It is obvious that with addition of CNTs in second pressing and sintering, the measured density of the composites increases with increasing CNTs content, while large amount of CNTs try to reduce the relative density of the composites. This can be due to the fact that addition of CNTs could fill up the micro-voids resulting in increase of the density of CNT–Al composites, however, large amount of CNTs are prone to tangle together in blended powders of Al powders and CNTs. Reducing the density at CNTs content greater than 8 wt%, could be due to the nonhomogeneous distribution, agglomeration and cluster formation of CNTs, which inhibit the diffusion of Al into the small spaces between the CNTs, resulting in a non-uniform distribution and the formation of pores during the sintering process. Thus leads to reduction in the measured density. CNTs conglomeration not only impedes the densification of the specimens, but also becomes the defect source. Hence, the measured density of the composites decreases.
The hardness in the aluminum-based composites with different CNTs concentrations was also evaluated and presented in Fig. 7. Previously, higher hardness values were reported for similar composites after sintering process.9,10 Brinell hardness tests have been carried out for the pure Al and Al–MWCNT composites, as shown in Fig. 7. In general, the hardness increases with the content of MWCNTs. Hardness reached maximum for the 8.0 wt% MWCNT/Al, but then dropped with the further loading of MWCNTs. Similar observation was also reported by Deng et al.22 in their Al–MWCNT composites study.

Average of Brinell hardness measurement of Al–CNTs nanocomposites as a function of wt% CNTs before, and after DPDS.
The tensile strength curve of the MWCNTs/Al composites reinforced with different percentages of MWCNT content are shown in Fig. 8. It is noted that, the tensile strength increases with the increasing of MWCNT content in the composite, which indicates that the MWCNT content has a significant effect on the enhancement of the mechanical properties of the MWCNTs/Al composites.

Tensile strength as a function of wt% of CNTs before, and after DPDS.
The increase in tensile strength indicates that the Al–CNTs nanocomposites are successfully synthesized from CNTs and aluminum powder by DPDS. In this study, the strength still increases as the MWCNT content increases. This also mainly attributes to the homogeneous dispersion of the MWCNTs in the aluminum matrix.
There are several hypotheses about the possible reinforcing mechanisms that could explain the enhanced mechanical properties. To fully understand the strengthening mechanisms that take place in the Al-based nanocomposites reinforced with nanofibers (MWCNTs), additional work is required. Nevertheless, we should consider the following hypotheses: (i) inhibition of dislocation motion by MWCNTs, (ii) wetting of MWCNTs by Al, (iii) thermal mismatch between MWCNTs and (iv) Al formation of a transition layer between the MWCNTs and the Al matrix, (v) grain refining produced by MM process, and (vi) formation (crystallization) of aluminum carbide at high MWCNTs content.22,33–41 Orowon strengthening, grain and substructure strengthening, quench hardening resulting from the dislocations generated to accommodate the differential thermal contraction between the reinforcing particles and matrix, and work hardening due to the strain misfit between the elastic reinforcing particles and the particle matrix are the possible strengthening mechanisms, which may operate simultaneously leading to increased hardness and elastic modulus of the particle-reinforced MMCs.39
It is also interesting to note that the elongation of composites keeps almost invariable when CNTs content is below 8.0 wt% after second pressing and sintering (Fig. 9). This can be owing to the fact that CNTs can increase the toughness of the composites by absorbing energy because of their highly flexible elastic behavior during loading,33 which is markedly different from the traditional fibers or whiskers, but need to be verified. The elongation of the MWCNTs/Al composites after primary pressing and sintering decreases when compared with the sample without adding MWCNTs, and it decreases from 2.3% to 1.0% when the MWCNT content increases from 0 wt% to 12 wt%, which indicates that the adding of MWCNTs will make the composite become more brittle. In addition, it is due to the fact that during the primary pressing work hardening and density increment is happening after DPDS (Fig. 9).

Influence of CNTs content on the elongation of CNTs/Al nanocomposites before and after DPDS.
The bending strength from the bend tests were calculated by Eq. (2):
where σb is the bending stress (MPa); P is the load (N); L is the support span (mm); w and h are the width and depth of the specimen (mm); respectively. The bending strength is shown in Fig. 10. The addition of 12 wt% CNTs resulted in decrease of the bending strength. The agglomerated CNTs network sites became fracture initiation points, which resulted in decrease of the bending strength.

Three point bending test results for pure Al and Al–CNTs nanocomposites samples after second pressing and sintering.
D. Fracture surfaces
The SEM of the fracture surfaces of the nanocomposites are shown in Fig. 11. CNTs were observed to be well dispersed in the matrix and fracture surfaces of Al and Al–CNTs nanocomposite. Some CNTs could be observed in the cracks as seen in Fig. 11. Some of them are even binding the crack surfaces together. The nanotubes seem also to be hided with aluminum that would signify a good interfacial cohesion between the matrix and the CNT. The MW–CNTs are also aligned with the applied force. Figs. 11 and 12. Show the SEM images of the fracture surfaces indicating the strengthening mechanisms that could exist in CNT reinforced aluminum composites. Figure 12 shows CNT pull-out phenomena in Al–8 wt% CNT. CNTs are pulled out from the matrix until they fail under tension which would be as a result of poor interfacial bond between the CNTs and the aluminum matrix. The aligned nature of the CNTs in Figs. 11(c), 11(d), and 12 indicates that this mechanism could result in good strengthening effect. It is observed that the CNTs in the matrix form bridges between the cracks which could lead to toughening. These mechanisms would result in increase of strength and stiffness as measured by tensile test. The tests require fabrication of thick tensile samples, which it would be our future work.

Fracture surfaces of specimens of tensile tests (a) pure Al, (b) Al–2 wt% CNTs, (c) Al–8 wt% CNTs, and (d) Al–12 wt% CNTs.

Fracture surface of Al–8 wt% CNTs nanocomposite showing smooth surface of CNTs pulled out from the matrix and CNTs embedded in matrix.
IV. CONCLUSIONS
Al-based composites reinforced with 0–12.0 wt% MWCNTs were successfully fabricated by DPDS technique. The density, hardness, tensile, and bending strengths increase with increase of CNT content. The composite with 8.0 wt% of CNT content exhibits increment of hardness, tensile, and bending strengths of about 98%, 40%, and 20%, respectively, as compared with the hardness, and tensile strength of pure Al samples fabricated under the similar conditions. Finally, it can be concluded that the DPDS method is an appropriate and the newly used method for the Synthesis of Al-CNT composites.
References
M. Rajabi: Characterization of Al–SiC composite materials produced by double pressing-double sintering method. Int. J. Eng. Sci. (IUST) 14 (2), 21–37 (2003).
M. Rajabi, M.M. Khodai, N. Askari, B. Mirhadi, and H. Oveisi: Evaluation of time effect on mechanical properties of Al–ZrO2 nano-composites produced by microwave sintering. In Second Iran International Aluminum Conference, Arak, Iran, 2012; pp. 11–18.
M.M. Khodai, M. Rajabi, N. Askari, B. Mirhadi, and H. Oveisi: Microwave sintering of aluminum-zirconia nano-composites. In 2nd International Advances in Applied Physics and Materials Science Congress, Antalya, 2012; pp. 125–132.
M. Rajabi, M.M. Khodai, and N. Askari: Microwave-assisted sintering of Al–ZrO2 nano-composites. J. Mater. Sci.: Mater. Electron. 25, 4577–4584 (2014).
M. Rajabi and M. Safaei: Synthesis of Al-SiC composite material by double–pressing double–sintering method. In 4th Annual Congress of Iranian Metallurgy Engineering Society, Tehran, Iran, 1999; pp. 995–1004.
M. Rajabi and Z. Asadipanah: Production of Al–ZrB2 nano-composites by microwave sintering process. J. Mater. Sci.: Mater. Electron. 26, 6148–6156 (2015).
T. Gladman, G. Foularis, and M. Talafi Noghani: Grain refinement of steel by oxidic second phase particles. Mater. Sci. Technol. 15, 1414–1424 (1999).
S.R. Bakshi, D. Lahiri, and A. Agarwal: Carbon nanotube reinforced metal matrix composites—A review. Int. Mater. Rev. 55, 41–64 (2010).
E.T. Thostenson, Z.F. Ren, and T.W. Chou: Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 61, 1899–1912 (2001).
P.M. Ajayan and O.Z. Zhou: Applications of carbon nano-tubes. Topics in Applied Physics 80, 391–425 (2001).
M. Terrones: Science and technology of the twenty-first century: Synthesis, properties, and applications of carbon nanotubes. Mater. Res. 33, 419–501 (2003).
W.A. Curtin and B.W. Sheldon: CNT-reinforced ceramics and metals. Mater. Today 7, 44–49 (2004).
S. Iijima: Helical microtubules of graphitic carbon. Nature 354, 56–58 (1991).
V.N. Popov: Carbon nanotubes: Properties and application. Mater. Sci. Eng., R 43 (3), 61–102 (2004).
B. Boesl, D. Lahiri, S. Behdad, and A. Agarwal: Direct observation of carbon nano-tube induced strengthening in aluminum composite via in situ tensile tests. Carbon 69, 79–85 (2014).
J. Gallego, J. Barrault, C. Batiot-Dupeyrat, and F. Mondragon: Inter-shell spacing changes in MWCNT induced by metal–CNT interactions. Micron 44, 463–467 (2012).
C.L. Xu, B.Q. Wei, R.Z. Ma, J. Liang, X.K. Ma, and D.H. Wu: Fabrication of aluminum–carbon nanotube composites and their electrical properties. Carbon 37, 855–858 (1999).
R. Zhong, H. Cong, and P. Hou: Fabrication of nano-Al based composites reinforced by single-walled carbon nanotubes. Carbon 41, 848–851 (2002). (letters to the editor).
T. Kuzumaki, K. Miyazawa, and H. Ichinose: Processing of carbon nanotubes aluminum composite. Mater. Res. 13, 2445–2449 (1998).
R. Perez-Bustamante, I. Estrada-Guel, W. Antunez-Flores, M. Miki-Yoshida, P.J. Ferreira, and R. Martinez-Sanchez: Novel Al-matrix nano-composites reinforced with multi-walled carbon nanotubes. J. Alloys Compd. 450 (1–2), 323–326 (2008).
A.M.K. Esawi and M.A. Borady: Carbon nanotube-reinforced aluminum strips. Compos. Sci. Technol. 68 (2), 486–492 (2008).
C.F. Deng, D.Z. Wang, X.X. Zhang, and A.B. Li: Processing and properties of carbon nanotubes reinforced aluminum composites. Mater Sci. Eng., A 444 (1–2), 138–145 (2007).
R. George, K.T. Kashyap, R. Rahul, and S. Yamdagni: Strengthening in carbon nanotube/aluminum (CNT/Al) composites. Scr. Mater. 53, 1159–1163 (2005).
A.M.K. Esawi and K. Morsi: Dispersion of carbon nanotubes (CNT) in aluminum powder. Composites, Part A 38 (2), 646–650 (2007).
A.M.K. Esawi and K. Morsi: Effect of mechanical alloying time and carbon nanotube (CNT) content on the evolution of aluminum (Al)–CNT composite powders. J. Mater. Sci. 42, 4954–4959 (2007).
A.M.K. Esawi, K. Morsi, A. Sayed, A. Abdel Gawad, and P. Borah: Fabrication and properties of dispersed carbon nanotube–aluminum composites. Mater. Sci. Eng., A 508, 167–173 (2009).
H.J. Choi, G.B. Kwon, G.Y. Lee, D.H. Bae: Reinforcement with carbon nanotubes in aluminum matrix composites. Scr. Mater. 59, 360–363 (2008).
A. Yarahmadi, M. Rajabi, M. Talafi Noghani, and R. Taghiabadi: Synthesis of aluminum-CNTs composites using double-pressing double-sintering method. J. Nano Structure (2016), accepted.
T. Noguchi, A. Magario, S. Fukazawa, S. Shimizu, J. Beppu, and M. Seki: Carbon nanotube/aluminum composites with uniform dispersion. Mater. Trans. 45 (2), 602 (2004).
Y. Zhou, W. Yang, Y. Xia, and P.K. Mallick: An experimental study on the tensile behavior of a unidirectional carbon fiber reinforced aluminum composite at different strain rates. Mater. Sci. Eng., A 362, 112–117 (2003).
X.X. Zhang, C.F. Deng, and D.Z. Wang: Damping characterization of carbon nanotubes/aluminium matrix composites. Mater. Lett. 61, 3229–3231 (2007).
A. Dias, R.L. Moreira, N.D.S. Mohallem, and A.I. Persiano: Microstructrual dependence of the magnetic properties of sintered NiZn ferrites from hydrothermal powders. J. Magn. Magn. Mater. 172, L9–L14 (1997).
S.I. Cha, K.T. Kim, S.N. Arshad, and S.H. Hong: Extraordinary strengthening effect of carbon nanotubes in metal-matrix nano-composites processed by molecular-level mixing. Adv. Mater. 17, 1377–1381 (2008).
L.Q. Viereckl, A. Rottmair, and R.F. Singer: Improved processing of carbon nanotube/magnesium alloy composites. Compos. Sci. Technol. 69, 1193–1199 (2009).
H. Li, A. Misra, Y. Zhu, Z. Horita, C.C. Koch, T.G. Holesingerd: Processing and characterization of nanostructured Cu-carbon nanotube composites. Mater. Sci. Eng., A 523, 60–64 (2009).
D. Lahiri, S.R. Bakshi, A.K. Keshri, Y. Liu, and A. Agarwal: Dual strengthening mechanisms induced by carbon nanotubes in roll bonded aluminum composites. Mater. Sci. Eng., A 523, 263–270 (2009).
K.T. Kim, S.I. Cha, T. Gemming, J. Eckert, and S.H. Hong: The role of interfacial oxygen atoms in the enhanced mechanical properties of carbon nanotube-reinforced metal matrix nanocomposites. Small 4, 1936–1940 (2008).
J.N. Coleman, M. Cadek, R. Blake, V. Nicolosi, K.P. Ryan, C. Belton, A. Fonseca, J.B. Nagy, Y.K. Gunko, and W.J. Blau: High-performance nanotube reinforced plastics: Understanding the mechanism of strength increase. Adv. Funct. Mater. 14, 791–798 (2004).
T. Kuzumaki, K. Miyazawa, and H. Ichinose: Processing of carbon nanotube reinforced aluminum composite. J. Mater. Res. 13, 2445–2449 (1998).
M. Raviathul Basariya, V.C. Srivastava, and N.K. Mukhopadhyay: Microstructural characteristics and mechanical properties of carbon nanotube reinforced aluminum alloy composites produced by ball milling. Mater. Des. 61, 542 (2014).
G.D. Zhan, J.D. Kuntz, J. Wan, and A.K. Mukherjee: Single-wall carbon nanotubes as attractive toughening agents in alumina-based nano-composites. Nat. Mater. 2, 38–42 (2003).
ACKNOWLEDGMENTS
Authors would like to acknowledge Ahmad Yarahmadi for his too much help during characterizations of samples, and Imam Khomeini International University labs for providing the research facilities.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yarahmadi, A., Noghani, M.T. & Rajabi, M. Effect of carbon nanotube content and double-pressing double-sintering method on the tensile strength and bending strength behavior of carbon nanotube-reinforced aluminum composites. Journal of Materials Research 31, 3860–3868 (2016). https://doi.org/10.1557/jmr.2016.446
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/jmr.2016.446