
Abstract
The present investigation addressed the weldability of Super Ni 718 alloy and AISI 316L using gas tungsten arc (GTA) welding process using three different filler wires, such as ER2594, ERNiCrMo-4 and ERNiCrCoMo-1. Interface microstructures showed the formation of secondary phases at the heat-affected zone (HAZ) of Super Ni 718 alloy and delta ferrite colonies at the HAZ of AISI 316L. It was witnessed from the weld microstructures that the deleterious phases were suppressed or controlled while using these filler wires for joining the bimetals. Tensile results corroborated that the failure occurred at the parent metal of AISI 316L in all the cases. The presence of microvoids and dimples characterized for the ductile mode of fracture in these weldments. Charpy V-notch test results showed that the weldments using ERNiCrMo-4 filler exhibited higher impact energy. A detailed study has been made to investigate the structure–property relationships of these weldments using optical and scanning electron microscopic techniques.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
I. INTRODUCTION
Dissimilar metal welding has been practiced in industries, as it offers combinations of properties that accrue benefits in terms of reduction in material costs and offers design flexibility. However, welding of dissimilar metals is challenging and a cumbersome task due to the differences existing in chemical composition and coefficient of thermal expansion which leads to several drawbacks in metallurgical and mechanical properties.1,2
Both Super Ni 718 alloy and AISI 316L are widely used in industries owing to their good mechanical properties. Super Ni 718 alloy exhibits extraordinary resistance to oxidation and corrosion at elevated temperatures. Similarly, austenitic stainless steel, AISI 316L, has better corrosion and oxidation resistance due to higher amounts of Cr and Ni. Dissimilar combinations of Super Ni 718 alloy and AISI 316L have been widely used in versatile engineering applications such as aerospace engine components, chemical processing equipment, oil and gas industry and power plants.
Bimetallic combinations of Super Ni 718 alloy and AISI 316L were used by Alstom Power Sweden in the manufacture of gas turbine engines. It was reported that the GT10B has 10-stage compressor rotors, in which the final four high-pressure stages were made from Super Ni 718 (Inconel 718) disks, and the lower pressure stages were made of austenitic stainless steel. Ferretti et al.3 reported that the bimetallic combinations obtained from orbital TIG welding were widely used in the International Space Station of Italy.
The major problems addressed by various researchers while welding Super Ni 718 alloy are solidification cracking, liquation cracking, microfissuring at heat-affected zones (HAZs), and the formation of deleterious phase such as delta and Laves phases. It was reported that the Laves phase is a Nb-rich, brittle intermetallic compound represented as (Ni, Cr, Fe)2 (Nb, Mo, Ti) formed in the interdendritic regions during weld metal solidification, which depletes the matrix of useful alloying elements and aids in easy crack initiation and propagation. The presence of the Laves phase was found to be detrimental to weld mechanical properties, particularly with respect to tensile ductility, fracture toughness, fatigue and creep rupture properties,4–6 which in turn deteriorate the service life of the components.
Several methods were proposed for controlling the formation of the Laves phase while welding of Super Ni 718 alloy. It was pointed out by various researchers that the formation of the Laves phase could be controlled but could not be eradicated completely. Postweld heat treatment (PWHT) was believed to be one of the ways to control Laves and other deleterious phases by partial dissolution. However, PWHT is not practicable and cannot be adopted successfully for these bimetallic joints due to the differences existing in chemical composition and thermal expansion coefficients.
One of the possible ways to address the issue of controlling the deleterious phases would be the selection of appropriate filler wire. Several studies showed that Ni-based filler metals showcased better mechanical properties and thermal stability. Naffakh et al.7 used different filler wires such as Inconel A, Inconel 82, Inconel 617 and AISI 310 for joining Inconel 657 and AISI 310 using gas tungsten arc welding (GTAW). The authors reported that Inconel A offered the optimum weld properties such as high tensile strength and showed the least susceptibility to hot cracking.
Mortezaie and Shamanian8 investigated the bimetallic combinations of Inconel 718 alloy and AISI 310S obtained from GTAW using three different filler metals, such as Inconel 82, Inconel 625 and 310S. The authors concluded that Inconel 625 filler was found to be optimal in terms of mechanical properties. Also, the authors performed a preweld heat treatment, which involved solution treatment on the Inconel 718 alloy base metal at 1040 °C for 2 h, followed by water quenching.
Devendranath Ramkumar et al.1 investigated the mechanical and hot corrosion behavior of dissimilar Ni–Cu-based alloy Monel 400 and AISI 304 using E309L and ENiCu-7 filler. The authors recommended the use of ENiCu-7 filler to achieve better mechanical properties. Alber Sadek et al.2 reported that ERNiCrFe-3 filler had shown better hot cracking tendency while joining Monel 400 and low carbon steel due to the presence of Nb. Even though Nb constituent in the filler wire is favorable for improving the hot cracking tendency, greater constituents of Nb have adverse metallurgical effects.
It is obvious from the existing literature that no systematic studies have been attempted on the dissimilar welding of Super Ni 718 alloy and AISI 316L emphasizing the control of deleterious phases hitherto. Therefore, this study has been carried out to investigate the weldability, microstructure features and mechanical properties of these dissimilar metals obtained from GTAW process using low or nil percentage of niobium filler wires, such as ER2594, ERNiCrCoMo-1, and ERNiCrMo-4. The selection of filler wires has been done carefully by contemplating their compatibility with the parent metals and based on their composition that could facilitate in controlling the deleterious phases during dissimilar welds.
A detailed structure–property relationship has been presented for these dissimilar combinations using the combined techniques of optical microscopy (OM), scanning electron microscopy (SEM) and energy dispersive x-ray analyzer (EDAX). The outcomes of this study will be highly beneficial to the industries using these dissimilar combinations.
II. EXPERIMENTAL PROCEDURE
A. Base metals and welding
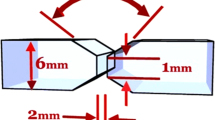
The as-received base metals used in this study are solution annealed Super Ni 718 alloy and hot rolled AISI 316L plates, which were welded using three different filler metals, such as ER2594, ERNiCrCoMo-1, and ERNiCrMo-4. The chemical composition of base and filler metals is represented in Table I. The rectangular plates of the base metals (having the dimensions of 150 mm long × 55 mm wide × 5 mm thick) obtained from wire-cut electrical discharge machining process were used for welding experiments. The average ultimate tensile strength of the base metals Super Ni 718 and AISI 316L was found to be 891 and 655 MPa, respectively. Similarly, the impact toughness of the base metals was found to be 67.7 J for Super Ni 718 and 64.7 J for AISI 316L, respectively. Standard V-butt configurations (single V-groove having a root gap of 2 mm, size land of 1 mm, and included angle of 70°) have been used on these plates before welding trials. As stated earlier, the information available on these dissimilar combinations is scanty in the open literature, the process parameters have been established based on the bead on plate welding. The optimal process parameters used for joining these dissimilar metals are represented in Table II. After welding, the samples were tested using gamma ray Nondestructive testing (NDT) technique to assess the weldments for any macro-/microlevel surface and subsurface defects. Ensuing to NDT inspection results, the weldments were cut to various coupons according to the standards. These coupons were subjected to a series of metallurgical and mechanical tests to understand and derive the structure–property correlations and are outlined in the subsequent sections.
B. Macro- and microstructure studies
Both OM and SEM techniques were used to investigate the microstructure features of these dissimilar weldments. Metallurgical examination was carried out on the coupons termed as “composite region” (which covers all the zones of the weldment that include the parent metals, HAZs, and weld zone) of dimensions 30 mm × 10 mm × 5 mm. Standard metallographic procedures have been adopted to investigate the microstructure of these dissimilar coupons. Electrolytic etching (10% oxalic acid; 6 V DC supply; current density of 1 A cm−2) was used to reveal the microstructures at the various zones of the weldments. The electron dispersive spectroscopy (EDS) line mapping analysis on the etched samples was carried out to infer the elemental migration across the weldments. Furthermore, SEM/EDS point analysis was also carried out on these coupons to depict the quantitative elemental profiles on these dissimilar weldments.
C. Mechanical characterization
Dissimilar weldments of Super Ni 718 alloy and AISI 316L were characterized to explore the mechanical properties by conducting various tests such as hardness, tensile and impact studies at ambient temperature. Hardness studies were carried out on the composite zone of dissimilar weldments at different weld passes vis-à-vis cap, filler and root pass using Vicker’s microhardness tester. Hardness measurements were carried out at regular intervals of 0.25 mm across the entire width of the composite zone with a test load of 500 gf for a dwell time of 10 s. Tensile test was carried out on the ASTM E8/8M standard samples using Instron universal testing machine at a strain rate of 2 mm min−1. Charpy V-notch impact test was carried out on the subsized samples prepared as per ASTM E23-12c standard to investigate the impact toughness of the welds. Both of these mechanical tests were carried out on three specimens to obtain statistically reliable results. The fractured surfaces of these test specimens were examined using scanning electron microscope to understand the mode of fracture. The results obtained from the various metallurgical and mechanical tests are dealt in the following chapters.
III. RESULTS
A. Macrostructure of the dissimilar weldments
The cross-section macrophotographs of the dissimilar weldments using different filler wires are shown in Fig. 1. Macrostructure studies envisaged that all the filler wires used in the study showed better fusion with the parent metals. Furthermore, the NDT analysis corroborated that the weldments were free from macro level defects such as inclusions, porosities and undercut etc.

Macrostructure examination on the dissimilar weldments of Super Ni 718 and AISI 316L using (a) ER2594, (b) ERNiCrCoMo-1, and (c) ERNiCrMo-4.
B. Microstructure studies
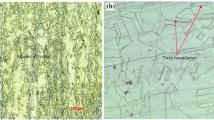
Interfacial microstructures of the GTA weldments of Super Ni 718 alloy and AISI 316L using different filler metals are shown in Fig. 2. It was evident from the results that the presence of unmixed zone and the formation of secondary phases were found to be prominent at the HAZ of Super Ni 718 alloy while using ER2594 [Figs. 2(a) and 2(b)] and ERNiCrCoMo-1 [Figs. 2(c) and 2(d)] fillers, whereas the width of the unmixed zone was observed to be lower at the HAZ of Super Ni 718 alloy for the ERNiCrMo-4 filler [Figs. 2(e) and 2(f)]. The presence of delta ferrite stringers in the form of colonies was observed at the HAZ of AISI 316L for all the filler wires [Figs. 2(b), 2(d) and 2(f)]. The weld microstructures shown in Fig. 3 depicted the multidirectional grain growth primarily consisting of cellular, equiaxed and columnar dendrites. As ER2594, a superduplex stainless filler grade was used in this study, the root and filler passes experienced complete austenitic structure, and the cap region showed lathy and skeletal ferrite [Fig. 3(a)]. The fusion zone microstructures were completely austenitic while using ERNiCrCoMo-1 and ERNiCrMo-4 [Figs. 3(b) and 3(c)]. Also, the transition from cellular to columnar grain growth was observed clearly in the weld zone using ERNiCrMo-4 filler [Fig. 3(c)].

Interface microstructure of GTA weldments using (a), (b) ER2594; (c), (d) ERNiCrCoMo-1; and (e), (f) ERNiCrMo-4 filler.

Weld microstructures of the dissimilar weldments of Super Ni 718 and AISI 316L using (a) ER2594, (b) ERNiCrCoMo-1, and (c) ERNiCrMo-4 filler.
C. SEM/EDAX analysis
Further SEM/EDAX point analysis was carried out at the weld zone and interface zone of the dissimilar weldments, shown in Figs. 4(a) to 4(c). The EDS results showed that there were no significant variations at the HAZ of the 316L side while using these filler wires. It was also noticed from the results that the filler wires used in the study had a major influence in altering the chemical composition of the weld zone as well as the Super Ni 718 side.

(a) SEM/EDAX point analysis on the weld and weld interface of dissimilar weldments using ER2594 filler. (b) SEM/EDAX point analysis on the weld and HAZ of dissimilar weldments using ERNiCrCoMo-1 filler. (c) SEM/EDAX point analysis on the weld and HAZ of dissimilar weldments using ERNiCrMo-4 filler.
SEM/EDS results of ER2594 weld and weld interface of both Super Ni 718 and AISI 316L is represented in Fig. 4(a). The presence of Nb- and Ti-rich secondary phases appearing white at the weld interface of Super Ni 718 was observed. However, there was not much variation in the weld zone against the composition of the corresponding filler wire. It was inferred from Fig. 4(b) that the weld zone using ERNiCrCoMo-1 contains a nominal amount of strengthening elements such as Nb, Mo, Co, and Ti. Furthermore, the presence of Nb-rich eutectics was also found in the interdendritic zones of the weld. The formation of NbC at the HAZ of Super Ni 718 alloy, (Nb, Ti)C at the weld interface and proper amounts of Nb and Mo both in the core and dendrites were observed for the weldments using ERNiCrMo-4 filler [Fig. 4(c)].
D. Line mapping analysis
1. GTA weldments using ER2594 filler
Line mapping analysis on the ER2594 weldment [Fig. 5(a)] indicated the movement of Ni and Nb from the HAZ of the Super Ni 718 alloy side to the weld zone. The tiny phases appearing as white in color at the weld and HAZ of Super Ni 718 alloy have richer amounts of Nb, Ni, and Cr. On the other hand, the weld interface of AISI 316L has been enriched with side substantial amount of Mo and Cr.

(a) Line mapping analysis on the dissimilar weldments of Super Ni 718 and AISI 316L using ER2594 filler. (b) Line mapping analysis on the dissimilar weldments of Super Ni 718 and AISI 316L using ERNiCrCoMo-1 filler. (c) Line mapping analysis on the dissimilar weldments of Super Ni 718 and AISI 316L using ERNiCrMo-4 filler.
2. GTA weldments using ERNiCrCoMo-1 filler
The elemental migration on the weldment using ERNiCrCoMo-1 filler is shown in Fig. 5(b). It was evident from the line mapping analysis that Ni has moved from the HAZ of the Super Ni 718 alloy to the weld zone; however, the unmixed zone observed in the microstructure studies discussed earlier has lesser amounts of Ni, Cr. As discussed earlier, the secondary phases appearing white were observed to have the elemental constituents such as Nb, Ni and Mo. Similarly, Fe was migrated from the AISI 316L side to the weld zone, whereas Ni has been moved from the weld to the stainless steel side.
3. GTA weldments using ERNiCrMo-4 filler
Line mapping analysis shown in Fig. 5(c) clearly indicated that there was not much elemental movement except for Mo from the weld zone to the Super Ni 718 alloy side or vice versa. Likewise, the migration of Fe from AISI 316L to the weld zone and also the movement of Ni from the weld to AISI 316L were observed. At the weld interface of AISI 316L, the constituents such as Ni, Cr, and Mo were found to be greater.
E. Mechanical characterization
1. Hardness measurements
Hardness measurements were carried out across the entire width on the composite zone of the weldments vis-à-vis cap, filler, and root passes shown in Fig. 6. There was not much variation observed in the average hardness of the weldments using different fillers, such as 222.3 HV (ER2594), 219.8 HV (ERNiCrCoMo-1) and 224.7 HV (ERNiCrMo-4). It was also observed from the hardness profile that the width of the different passes was almost same while using ERNiCrCoMo-1. The average hardness at the weld zone was found to be higher for the weldments using ER2594 filler (231.3 HV) than for ERNiCrCoMo-1 (227 HV) and ERNiCrMo-4 (228.4 HV) fillers. Similarly, the peak hardness at the weld zone was observed to be in the root pass for all the weldments. The cumulative hardness values are represented in Table III.

Vicker’s microhardness measurements on the dissimilar welds of Super Ni 718 and AISI 316L using (a) ER2594, (b) ERNiCrCoMo-1, and (c) ERNiCrMo-4 filler.
2. Tensile test
Tensile test results are shown in Fig. 7(a), and the cumulative properties of the test are tabulated in Table IV. It was witnessed from the tensile studies that in all the trials, the fracture occurred at the parent metal of AISI 316L for all the weldments. The average tensile strength of ER2594, ERNiCrCoMo-1, and ERNiCrMo-4 weldments was found to be 613 MPa, 635 MPa and 642 MPa, respectively. Similarly, the average ductility of the weldments was observed to be 38.6% (ER2594), 44.5% (ERNiCrCoMo-1), and 38.5% (ERNiCrMo-4). Furthermore, SEM fractography results showed that the fractured surface of ER2594 weldments had the formation of shallow deep voids [Fig. 7(b) and 7(i)], whereas ERNiCrCoMo-1 depicted the presence of large voids and dimples with the presence of secondary phases [Fig. 7(b) and 7(ii)]. The fractured surface of ERNiCrMo-4 weldment has clearly shown the presence of voids and large amount of dimples coalesced in the fibrous network [Fig. 7(b) and 7(iii)].

(a) Tensile studies on the dissimilar weldments of Inconel 718 and AISI 316L using (i) ER2594, (ii) ERNiCrCoMo-1, and (iii) ERNiCrMo-4 fillers. (b) SEM fractographs of dissimilar weldments of Super Ni 718 and AISI 316L using (i) ER2594, (ii) ERNiCrCoMo-1, and (iii) ERNiCrMo-4 fillers.
3. Impact test
Charpy V-notch impact studies were carried out on the dissimilar weldments; the fractured samples are represented in Fig. 8; and their comparative results are tabulated in Table V. The cumulative impact energy obtained for the various fillers were found to be 7.85, 48.05, and 54.92 J for ER2594, ERNiCrCoMo-1, and ERNiCrMo-4, respectively. SEM fractographs on the impact tested weldments showed the presence of deep, shallow cracked ridges for ER2594 [Fig. 8(b) (i)], clamshell ridges with small voids for ERNiCrCoMo-1 [Fig. 8(b) (ii)] and ridged pattern with the presence of secondary phases as inoculants for ERNiCrMo-4 filler [Fig. 8(b) (iii)].

(a) Charpy V-Notch impact tested dissimilar joints representing (i) ER2594, (ii) ERNiCrCoMo-1, and (iii) ERNiCrMo-4 fillers, respectively. (b) SEM fractographs of impact tested dissimilar weldments of Super Ni 718 and AISI 316L using (i) ER2594, (ii) ERNiCrCoMo-1, and (iii) ERNiCrMo-4 fillers, respectively.
IV. DISCUSSION
The results of the visual examination, macrostructure studies, and NDT analysis corroborated that the dissimilar weldments of Super Ni 718 alloy and AISI 316L obtained from the filler wires used in this study were free from macro-/microlevel defects. It was evident that the filler wires used in the study were well compatible with the parent metals by showing proper fusion (Fig. 1). The interface microstructures showed the presence of secondary phases at the HAZ of Super Ni 718 alloy [Figs. 2(a), 2(c) and 2(e)]. As evident from the SEM/EDAX analysis, these phases were enriched with Nb, Ni, and Mo, and these could probably be the precipitates of NbC, γ″Ni3Nb, and other Nb-rich eutectics [Fig. 4(a) to 4(c)]. Similar observations were also reported by Mortezaie and Shamanian.8 However, the HAZ of Super Ni 718 alloy has not shown any apparent formation of Laves phase. As reported by Mortezaie and Shamanian,8 the carbon present in the weld metal can easily diffuse into the base metal of Super Ni 718 alloy, as carbon has high penetration rate in Ni. It was reported that the elemental migration is inevitable during the welding process especially the carbon migration. The formation of NbC phases observed at the HAZ of Super Ni 718 could be reasoned due to the carbon migration from the filler wire to the Super Ni 718 side. Since the percentage of carbon in the ERNiCrCoMo-1 filler is slightly higher than in the other two filler metals, the width of segregated zone was found to be greater. The unmixed zone can be seen at the HAZ of Super Ni 718 alloy for the fillers ER2594 and ERNiCrCoMo-1. This was well related to the differences existing in the melting temperatures and chemical compositions of filler material and base metal used. According to Sireesha et al.,9 during dissimilar welding, when the melting range of filler materials is similar to or greater than that of the base metal, only a small fraction of the base metal can be melted. Hence, no dilution occurs in the resolidification stage, which results in the typical zone named as unmixed zone.
Multidirectional grain growth was observed at the weld zones in all cases. This can be attributed to the increase in temperature during different passes of welding. Similar observations were reported elsewhere. Also, it was evident that the filler wires resulted in the formation of weld or HAZ with no solidification cracking or liquation cracking. The weld microstructures (Fig. 3) apparently showed the presence of cellular and dendritic structure, which confirmed that the mode of solidification was fully austenitic. However, the cap zone of ER2594 filler showed the skeletal morphology of ferrite [Fig. 2(a)]. As reported by other researchers,10,11 when the weld metal undergoes moderate cooling and/or when the Cr/Ni is low but still within the Ferritic–Austenitic (FA) range, a vermicular, or skeletal, ferrite morphology is formed. In this case, the cap zone experiences moderate cooling, as well as the Cr/Ni equivalency in the ER2594 filler is lower. Hence the cap zone of the weldment using ER2594 possessed FA solidification. Moreover, no solidification cracking was observed in the weldments on using these filler wires. This could be exemplified clearly from the optical and SEM analysis. Also from the present study, it was witnessed that no grain coarsening effects were observed on the AISI 316L side. It was reported that while using 310S, the grain growth or grain coarsening was observed at the HAZ side, which resulted in adverse metallurgical effects.8
It was observed from the hardness profile that the weld zone using ER2594 filler exhibited slight increase in hardness compared with the weld zones of other filler wires. The weld hardness was almost similar for ERNiCrCoMo-1 and ERNiCrMo-4 filler [Fig. 6(b) and 6(c)]. The root region of the ER2594 filler exhibited greater hardness compared with cap and filler passes. Furthermore, the presence of skeletal ferrite at the cap zone increased the hardness while using this filler wire and is evident from Fig. 2(a). Also, it was inferred from the elemental migration data that elements such as Nb, Ni, and Mo have been moved from Inconel 718 to the weld zone, which would have dissolved completely in the matrix and contributed for greater strength [Figs. 5(a)–5(c)]. Marginal improvement in hardness values was observed at the HAZ of AISI 316L for all the fillers compared with the parent metal. This was reasoned out by the formation of delta ferrite agglomerates as colonies, which is evident from Figs. 2(b), 2(d) and 2(f).
Tensile studies envisaged that the fracture occurred in the parent metal of AISI 316L for all filler wires in all trials [Fig. 7(a)]. This clearly inferred that the chosen filler metals were appropriate for joining these bimetallic combinations. Also, the results portrayed soundly that the weld strength was found to be greater than that of the weaker parent metal AISI 316L. The average tensile strength reported from the study was found to be greater while using ERNiCrMo-4 filler followed by ERNiCrCoMo-1 and ER2594 fillers. A closer view on the tensile studies showed that the fracture occurred at the region that is slightly away from the HAZ zone, that is, just at the parent metal. It was inferred from that the tensile strength of the parent metal of AISI 316L was found to be 655 MPa, whereas the weldments had shown the average strength 613 MPa (ER2594), 635 MPa (ERNiCrCoMo-1), and 642 MPa (ERNiCrMo-4). This could be explained from the microstructure studies that corroborated clearly the formation of delta ferrite stringers clustered at the HAZ of AISI 316L, which was due to the slower rate of cooling owing to higher heat inputs developed during welding. The absence of ferrite region adjacent to the HAZ was noticed. This could be attributed to the higher cooling rate experienced in this zone compared to the HAZ and weld zone. It is well known that the presence of delta ferrite contributes well for strength and toughness. Hence, it is evident that the fracture could take place at the zone where the desired phases are not available, and hence the fracture occurred at the parent metal of AISI 316L. That is the reason why the variations in the strength of the weldments are different in different cases.
Despite the absence of Nb, elements such as W, Mo, Co, Ti, and other alloying elements in these filler wires would have imparted a strengthening effect and contributed for greater strengths. Since fracture had not occurred at the Super Ni 718 alloy side, and also, the tensile studies confirmed for higher ductility values, it was evident that the deleterious phase such as the Laves phase would not have formed in these weld zones. It was inferred from impact studies that weldments using ERNiCrMo-4 exhibited a higher impact toughness than did other fillers. The lower impact values were experienced for ER2594 filler, which could be elucidated due to the existence of higher hardness in the weld zone. Moreover, the microstructure of the ER2594 weldments contains skeletal ferrite at the cap zone, which was believed to reduce the toughness of the weldments. The impact strength of the welds is higher than that of the parent metal Inconel 718. However, further studies are needed to enunciate the reason for lower impact strengths on using ER2594 filler. As reported by Naffakh et al.7 and Sireesha et al.,9 the formation of undesired intermetallic compounds due to the transformation reaction occurring in the weld and base metals at high temperatures, may lead to the decrease in toughness or strength. From the outcomes of the study, it was inferred that both ERNiCrMo-4 and ERNiCrCoMo-1 fillers exhibited better mechanical properties of dissimilar weldments involving Super Ni 718 alloy and AISI 316L.
V. CONCLUSIONS
The current study investigates the GTAW of Super Ni 718 alloy and Austenitic stainless steel, AISI 316L, using three different filler wires such as ER2594, ERNiCrCoMo-1, and ERNiCrMo-4. The conclusions from the present study are summarized as follows:
-
(1)
Sound welds of dissimilar metals involving Super Ni 718 alloy and AISI 316L could be obtained by the GTAW process using these filler wires.
-
(2)
Solidification cracking and HAZ liquation cracking were totally absent on using the established process parameters and filler wires.
-
(3)
The Laves phase was totally controlled in the weld zone while using these filler wires.
-
(4)
The presence of secondary phases in the form of Nb-rich eutectics and Nb-rich carbides was observed at the HAZ of Super Ni 718 alloy while using ER2594 and ERNiCrMo-4 fillers.
-
(5)
Segregation was found to be lower at the HAZ of Super Ni 718 alloy while using ERNiCrCoMo-1 due to lower constituents of carbon.
-
(6)
Tensile tests showed that the fracture occurred at the parent metal of AISI 316L for all the fillers. The weld strength was found to be greater than one of the weaker parent metal AISI 316L.
-
(7)
Higher impact energies were experienced by the weldments using ERNiCrCoMo-1 and ERNiCrMo-4 due to the presence of strengthening elements, such as Nb, Mo, Co, and Ti.
References
K. Devendranath Ramkumar, N. Arivazhagan, and S. Narayanan: Effect of filler materials on the performance of gas tungsten arc welded AISI 304 and Monel 400. Mater. Des. 40, 70–79 (2012).
A. Alber Sadek, M. Abass, B. Zaghloul, A. Elrefaey, and M. Ushio: Investigation of dissimilar joints between low carbon steel and monel 400. Trans. JWRI 29(1), 21–28 (2000).
S. Ferretti, G. Valenzano, and W. Cugno: International space station external active thermal control system lines manufacturing. 57th International Astronautical Congress Proceedings, 2006. (Aerospace Research Central, American Institute of Aeronautics and Astronautics, 2006).
J. Gordine: Some Problems in Welding Inconel 718 (AWS Spring Meeting in San Francisco, California (1971).
W.J. Mills: Effect of heat treatment on the tensile and fracture toughness behavior of alloy 718 weldments. Weld. J. 63(8), 237s–245s (1984).
C.H. Radhakrishna and K. Prasad Rao: The formation and control of Laves phase in superalloy 718 welds. J. Mater. Sci. 32, 1977–1984 (1997).
H. Naffakh, M. Shamanian, and F. Ashrafizadeh: Dissimilar welding of AISI 310 austenitic stainless steel to nickel-based alloy Inconel 657. J. Mater. Process. Technol. 209, 3628–3639 (2009).
A. Mortezaie and M. Shamanian: An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Pressure Vessels Piping 116, 37–46 (2014).
M. Sireesha, S.K. Albert, V. Shankar, and S. Sundaresan: Microstructural features of dissimilar welds between 316LN austenitic stainless steel and alloy 800. Mater. Sci. Eng., A A292, 74–82 (2000).
J.C. Lippold: An investigation of weld cracking in Alloy 800. Weld. J. 62, 91–103 (1983).
J.N. Dupont, J.C. Lippold, and S.D. Kiser: Welding Metallurgy and Weldability of Nickel-base Alloys (John Wiley & Sons Inc, New Jersey (2009).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Prabaharan, P., Devendranath Ramkumar, K. & Arivazhagan, N. Characterization of microstructure and mechanical properties of Super Ni 718 alloy and AISI 316L dissimilar weldments. Journal of Materials Research 29, 3011–3023 (2014). https://doi.org/10.1557/jmr.2014.329
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/jmr.2014.329