
Abstract
The effect of the nature of a coagulant on the nanofiltration characteristics of the cellulose membranes obtained from solutions in 1-ethyl-3-methylimidazolium acetate ([Emim]Ac) or a mixture of this ionic liquid with dimethylsulfoxide (DMSO) is studied in this work. Precipitation in water leads to the formation of the densest cellulose membrane characterized by the low permeability of dimethylformamide (PDMF = 0.25 kg m−2 h−1 atm−1) and high rejection coefficients of the model substances, Orange II (350 g/mol) and Remazol Brilliant Blue R (626 g/mol), of 65 and 82%, respectively. To reduce the rate of precipitation of cellulose for the purpose of decreasing the density of the membranes, various compounds that partially mimic the medium of the solvent are introduced to water to obtain their 30% solutions: acetic acid to increase the concentration of acetate anions, N-methylmorpholine N-oxide to increase the concentration of ammonium fragments, and DMSO. In all the cases, the modification of the coagulant leads to a 2–2.5-fold increase in the permeability of the membranes without sacrificing the high values of the rejection coefficients. A cellulose membrane obtained by precipitation in a 30% aqueous solution of acetic acid demonstrates the best nanofiltration characteristics, namely, PDMF = 0.67 kg m−2 h−1 atm−1, ROrangeII = 66%, and RRemazol = 78%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Organic solvents have been part of both the household and production spheres for many years. Petrochemicals, paints and varnishes, pharmaceuticals, textiles, and food industries are just some of the economic sectors in which they are widely used. There are several classifications which make it possible to divide solvents into groups based on their specific properties. One such classification is based on the acid–base perceptions of the Brønsted–Lowry theory and considers organic solvents as protic and aprotic [1].
Aprotic solvents include neutral chemical compounds that are almost incapable of either donating or accepting protons due to the fact that aprotic solvent molecules are unionized. This type of solvent includes acetonitrile, dimethylformamide (DMF), dimethylacetamide (DMA), dimethylsulfoxide (DMSO), hexamethylphosphotriamide, and others. Such substances do not contain active hydrogen atoms [1, 2]; they dissolve both organic and inorganic chemicals and mainly solvate cations leaving anions relatively free and highly reactive in the case of dissolved ionic compounds [3].
Aprotic solvents are used in the production of thermally resistant plastics, synthetic fibers, varnishes, enamels [4], organic solvents [5] and in phase-transfer catalysis [6]. Aprotic solvents are widely used as the extracting agents for coal [7], for the removal of oxidized products in the process of desulfurization of fuels [8, 9], and for the selective isolation of arenes from their mixtures with paraffins, naphthenes, and olefins [10].
Distillation is a traditional method for the purification of aprotic solvents [11]. The process of nanofiltration of organic media is an alternative. The advantage of nanofiltration is that the process occurs at constant temperatures and in the absence of phase transitions, which provides a low power intensity for this technology. Due to this, the nanofiltration process is more profitable than traditional separation methods in terms of energy efficiency and in terms of effects on the environment [12, 13]. Nanofiltration is widely used in fine chemical and pharmaceutical synthesis, petroleum chemistry, and the food industry [14, 15].
The approaches to the implementation of the nanofiltration process in aprotic solvents generally consist in the use of chemically stable, often cross-linked synthetic polymers such as polyether ether ketone [16, 17], polyimide [18–20], polysulfone and polyphenylene sulfone [21, 22], and polyacrylonitrile [23–26].
The disadvantage of the use of synthetic polymer membranes is the multi-staged nature of their preparation for achieving stability in aprotic solvents and the cost of the base membrane material. In addition, it is difficult to dispose of exhausted synthetic polymer membranes, and they are not subject to biodegradation. Due to these issues, various approaches are being developed that make it possible to make the process of production and disposal of nanofiltration polymer membranes more environmentally friendly. One such approach is the use of biodegradable membrane materials that do not contaminate the environment [27].
Cellulose that is a linear rigid-chain polymer consisting of glucose fragments and possessing a flat ribbon-like conformation is a suitable material. The uniqueness of cellulose is that its monomeric units have two intermolecular and four intramolecular hydrogen bonds. Due to this, a partially crystalline structure is formed in the polymer, which makes cellulose insoluble in most organic solvents [28–31]. Due to the chemical stability, cellulose is promising for the nanofiltration separation in aprotic solvents.
Membranes for nanofiltration are traditionally obtained by phase separation by means of placing a solution of a polymer of a specified type into a medium of a coagulant [32, 33]. When forming nanofiltration membranes by this method, it is necessary to correctly select the solvent for the polymer in the first place. The polymer should be soluble in the selected solvent and the solvent should well mix with the coagulant. In the case of chemically resistant cellulose, the selection of the solvent for the preparation of the membranes is the key problem. The methods used by industry for the processing of cellulose, such as copper–ammonia [34, 35] and viscose [36, 37], include highly toxic chemicals that negatively affect the environment and human health. A method based on the use of a nonvolatile and nontoxic solvent, N-methylmorpholine N-oxide (MMO), which is gradually replacing the copper–ammonia and viscose methods, is currently used for the dissolution of cellulose and industrial production of fibers [38, 39]. MMO is also used for the preparation of gas separation [40, 41], pervaporation [42], hemodialysis [43], ultrafiltration [44], and nanofiltration membranes for organic media [45, 46]. A monohydrate form of MMO that is crystalline at room temperature is used for the dissolution of cellulose. This is the main disadvantage of this solvent because partial crystallization of MMO with the formation of defects in the membrane and a decrease in the selectivity can occur upon the contact of the forming solution with the coagulant [47].
Other nonvolatile nontoxic solvents for cellulose, ionic liquids, have been increasingly popular in recent years. These are salts possessing a melting point below 100°C [48]. Acetates, chlorides, and phosphates of imidazolium derivatives which make it possible to dissolve cellulose at 80°C and below are most often used for dissolution [49]. It is considered that the anion of the ionic liquid participates in the dissolution of cellulose, forming hydrogen bonds with the hydrogens of the hydroxyls of cellulose [50]. Here, the role of the cation in the dissolution of cellulose is debatable, e.g., a mechanism has been proposed, according to which both the anion and cation participate in the dissolution of cellulose (Fig. 1) [51].

Mechanism of dissolution of cellulose using an ionic liquid [51].
In the case of MMO, the N-oxide group containing a positively charged nitrogen atom N+ participates in the dissolution of cellulose [52]. Like in MMO, N+ is also present in the imidazolium fragment of the ionic liquid which likely affects the dissolution of cellulose (Fig. 2). The question of the mechanism of dissolution of cellulose in ionic liquids remains open and requires more thorough investigation. In addition, cosolvents, e.g., acetone [53] and DMSO, are often added to the ionic liquid (generally, 1-ethyl-3-methylimidazolium acetate ([Emim]Ac)), to decrease the time of dissolution of cellulose and viscosity of the forming solutions [54].

Molecular formulae of (a) N-methylmorpholine N-oxide and (b) 1-ethyl-3-methylimidazolium acetate.
When forming membranes by phase separation, the selection of not only the solvent but also the coagulant is crucial. The rate of interdiffusion between the solvent and coagulant for the polymer is a determining factor in the case of formation of a porous or asymmetric structure of the membranes [55]. In production practice, the coagulants applied in a pure state are conditionally named “hard,” and the coagulants that are a mixture of a nonsolvent and a solvent, “soft.” Hard coagulants induce strong oversaturation of the solution, which leads to the formation of a large number of nuclei, their fast growth, and the formation of small-pore membranes [56]. The use of a soft coagulant promotes more uniform precipitation of the polymer and better permeability of the membrane. Nevertheless, no attention has been devoted thus far to the problem of selecting the composition of the coagulating bath for the preparation of cellulose membranes from their solutions in an ionic liquid.
The aim of this work is to investigate the effect of the coagulant on the transport properties of the membranes obtained from solutions of cellulose in an ionic liquid ([Emim]Ac) or its mixture with DMSO. To do this, the following compounds were introduced into the composition of the water-based coagulant: N-methylmorpholine N-oxide mimicking the cation of the ionic liquid by the presence of a positively charged nitrogen atom N+, acetic acid as the imitation of the anion of the ionic liquid, and DMSO that was simultaneously introduced into the ionic liquid as a cosolvent for cellulose.
EXPERIMENTAL
Materials
Cellulose in the form of a powder (Baikal’skii tsellyulozno-bumazhnyi kombinat, Russia) with a degree of polymerization of 600 (the concentration of alpha cellulose of 92%, water content of no more than 6%) was used in this work. 1-Ethyl-3-methylimidazolium acetate ([Emim]Ac) and dimethylsulfoxide (DMSO) (Sigma-Aldrich) were used for the dissolution of cellulose. A polyester nonwoven canvas (Crane Technical Materials; the density of the canvas of 87 g/m2, thickness of 90–99 μm, air permeability of 16.0–29.6 cm3 cm−2 s−1 kPa−1) was used as the substrates for the cellulose membranes. Distilled water and 30 wt % aqueous solutions of N-methylmorpholine N-oxide (MMO) (Demochem, China), acetic acid, and DMSO were used as the coagulants. Pure ethanol and hexane were used for the postprocessing of the formed membranes. All the chemicals were reagent grade and were used without additional purification.
The transport characteristics of the cellulose membranes were analyzed in terms of permeability of reagent grade dimethylformamide (DMF) with dissolved Orange II (350 g/mol) and Remazol Brilliant Blue R (626 g/mol) dyes (Sigma-Aldrich).
Formation of the Membranes
Prior to dissolution, cellulose was placed into a drying oven and exposed at 80°C for 16 hours. DMSO followed by [Emim]Ac were added to the dried powder of cellulose, after which the vessel was sealed with Parafilm. Cellulose was dissolved under constant stirring on a magnetic stirrer at 80°C. The concentration of DMSO in the mixture with [Emim]Ac was 0 and 50 wt %. The concentration of cellulose in the solution was 14 wt %. After complete dissolution of cellulose, the homogenous forming solution was degassed at 80°C for 1 hour. After degassing, the vessel with the solution was sealed and left at 80°C until the preparation of membranes.
The cellulose solution preliminarily heated to 80°C was applied onto a nonwoven polyester substrate, after which a membrane was formed using a HLCL-1000 laminator (ChemInstruments): the substrate with the applied solution was drawn between the shafts of the laminator heated to 80°C, the gap between which was set equal to 70 μm. Immediately after this, the substrate impregnated with the cellulose solution was immersed into the coagulant with a temperature of 22 ± 3°C. After exposure in the coagulating bath, the thus obtained cellulose membrane was successively placed into a bath with ethanol followed by a bath with hexane. The successive treatment with ethanol and hexane made it possible to decrease the shrinkage of the cellulose layer of the membrane and increase the strength of its adhesion to the substrate, which, in turn, eliminated the stratification of the cellulose layer from the substrate during the experiments on the filtration of aprotic solvents [57]. The time of exposure in each bath was 24 hours. All the membranes were dried in air after the treatment with hexane.
Methods
The viscosity of the solvents and solutions of cellulose was measured on a DHR-2 rotary rheometer (TA Instruments) at 25°C using a cone–plane measurement module (the diameter of the plane of 25 mm, the angle between the cone generatrix and plane of 2°) at a shear rate of 1 s−1.
The morphology of the samples was studied on a TM3030 scanning electron microscope (Hitachi). To do this, chippings of the samples of the films were obtained in a medium of liquid nitrogen, which were then covered with a layer of gold with a thickness of about 5–15 nm using a DSR1 coater (Nanostructured Coatings).
The X-ray diffraction patterns were obtained using a Rotaflex RU-200 X-ray source with a rotating copper anode (Rigaku) equipped with a D/Max-RC horizontal wide-angle goniometer (Rigaku). The wavelength of monochromatized radiation was 1.542 Å, the range of the measurement of the diffraction angles was from 5° to 35° on the 2θ scale, and the measurement was performed in the reflection mode with continuous scanning at a rate of 1°/min and an increment of 0.04°. Two diffraction maxima characteristic for cellulose materials, namely, peaks 101 with the angular position 2θ ≈ 12° and 200 with the angular position 2θ ≈ 20°, were present in the X-ray diffraction patterns of the films. A wide amorphous maximum between peaks 101 and 200 was also present in the X-ray diffraction patterns.
The crystallinity index of cellulose in the membranes was estimated by the formula [58]
where I200 is the height of peak 200 and Iam is the height of the maximum of the amorphous halo.
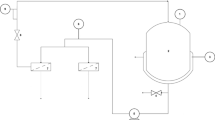
The nanofiltration characteristics of the membranes were investigated at a transmembrane pressure of 20 atm in a dead-end-type cell equipped with a magnetic stirrer [59]. The active area of the membrane in the cells was 33.2 cm2. The volume of the liquid was selected in such a way that no more than 20% of the medium under filtration passed through the membrane during the experiment. The pressure in the cell was generated using helium. The permeate stream was determined by gravimetry. The productivity of the membrane was characterized by the permeability of the liquid P which was calculated as follows:
where m is the weight of the permeate, kg, which passed through the membrane with the area S, m2, over a time period Δt, h, at a pressure differential Δp, atm.
To estimate the separation properties of the membrane, a rejection coefficient R, %, was used:
where C0 and CP are the concentrations of the dissolved substance in the supply stream and permeate, respectively. The concentration of the dye in the medium of DMF was determined spectrophotometrically on a PE-5400UV instrument.
RESULTS AND DISCUSSION
The effect of the addition of a solvent to the coagulant on the nanofiltration properties of the cellulose membranes was estimated at the first stage of the work. Table 1 presents the values of the permeability of an aprotic solvent, DMF, and rejection coefficients of the model dyes, Orange II (350 g/mol) and Remazol Brilliant Blue R (626 g/mol). When using a pure ionic liquid, [Emim]Ac, for the dissolution of cellulose and a hard coagulant, pure water, for its precipitation, the cellulose membranes have a low DMF permeability (0.27 kg m−2 h−1 atm−1) and low rejection coefficients of Orange II and Remazol (24 and 31%, respectively). The addition of DMSO to the ionic liquid as a cosolvent (to a concentration of 50 wt %) leads to a significant increase in the rejection coefficients, namely, from 24 to 65% for Orange II and from 31 to 82% for Remazol; here, the permeability of DMF remains unchanged.
The measurement of the viscosity of the forming solutions demonstrated that the introduction of 50 wt % DMSO into the composition of the solvent led to a decrease in the viscosity of the cellulose solution from 5610 to 1370 Pa s (here, the viscosity of the solvent decreased from 93 to 13 mPa s). Therefore, the use of a less viscous solvent makes it possible to improve the barrier characteristics of the membranes, likely due to the increase in the rate of its diffusion, thus, it is well known that a rate of diffusion of a solvent that is manyfold higher than the rate of diffusion of a coagulant is the condition for the formation of dense membranes with high rejection coefficients of model compounds [60, 61].
The introduction of a solvent into the composition of a coagulating bath should lead to a slower process of precipitation of the polymer, i.e., under conditions closer to the equilibrium conditions. Having taken into account the fact that both the anion and cation of the ionic liquid may participate in the dissolution of cellulose, the softening of the coagulant was modeled by adding MMO, a zwitterion containing N+. Acetic acid was used as the model of the anion. The introduction of the ionic liquid itself into the coagulant is unprofitable due to the high cost. In addition, it would not have provided any understanding of whether the cation or the anion contributes to the dissolution and precipitation of cellulose. In addition to MMO and acetic acid, DMSO was also introduced into water because it is a cosolvent in a mixture with [Emim]Ac and likely participates in the dissolution of cellulose.
In the case of the addition of both MMO and acetic acid, the rejection coefficient of the model dyes is comparable to this parameter for the cellulose membranes obtained upon precipitation in water (Table 1). Here, the DMF permeability increased 2–2.5-fold. The addition of 30 wt % acetic acid into water increased the permeability of DMF from 0.25 to 0.67 kg m−2 h−1 atm−1. The introduction of the same concentration of MMO led a growth in the permeability of DMF from 0.25 to 0.55 kg m−2 h−1 atm−1. The increase in the permeability gives evidence of the formation of a less dense cellulose layer in the case of the use of soft coagulants containing 30 wt % MMO or acetic acid than in the case of the use of pure water for the precipitation of cellulose. The formation of a less dense structure is evidence of the occurrence of a slower process of mass exchange between the solution and coagulant upon phase separation. In addition, the DMF permeability is 18% higher in the case of the use of acetic acid than in the case of addition of MMO. Therefore, an indirect conclusion can be made that an acetate ion plays a greater role in the dissolution of cellulose than a cation with N+.
The addition of DMSO to the coagulant led to the formation of the most DMF permeable cellulose membranes (P = 0.71 kg m−2 h−1 atm−1). Here, the values of the rejection coefficients of the model dyes turn out to be lower (ROrangeII = 49%, RRemazol = 67%) than for other membranes obtained from the same forming solution (ROrangeII = 65–70%, RRemazol = ~80%). It is seen in the SEM images of the transverse chippings of the membranes that the formation of the loosest structure resembling a spongy structure which includes regions in the form of differently sized globules is observed in the case of precipitation of cellulose in an aqueous solution of DMSO. DMSO is not a solvent for cellulose; it only participates in increasing the degree of dissociation of the ionic liquid, which increases the rate of dissolution of cellulose [62]. The reasons for the slower process of exchange of the solvent (a mixture of [Emim]Ac and DMSO) and nonsolvent (a mixture of water and DMSO) can consist in the decrease in the concentration of the true solvent for cellulose in its solution (i.e., [Emim]Ac), presence of DMSO in both phases, and a high degree of swelling of cellulose in DMSO (over 200%) [63, 64]. In any case, the rates of diffusion of the substances equalize, and the process of precipitation decelerates, which leads to the formation of a spongy structure likely consisting of large cellulose crystallites.
A continuous dense cellulose layer is observed in the SEM images of the rest of the membranes, which complicates the assessment of the structure in the cellulose membranes. The high density of the membranes and absence of visible nanosized pores can be associated with the fact that a dry cellulose membrane was used for the investigation of the morphology, while a membrane is in the swelled state characterized by the formation of transport channels during nanofiltration [65].

SEM images of the transverse chippings of the cellulose membranes obtained in different coagulants.
To explain the connection of the structure of cellulose with the transport properties of the membranes based on it, X-ray structure analysis was performed. Figure 4 presents an example of the X-ray diffraction pattern of a membrane formed from a solution of cellulose in a pure ionic liquid and precipitated in water. Similar X-ray diffraction patterns with two peaks were obtained for the rest of the membranes under study in this work. In other words, all the cellulose membranes had a structure characteristic for cellulose II with the main reflections in a region of 12° and 20° with respect to 2θ irrespective of the compositions of the solvent and coagulant [66]. Nevertheless, the obtained X-ray diffraction patterns make it possible to calculate the crystallinity index of cellulose (Table 2).

X-ray diffraction pattern of a membrane obtained from a solution of cellulose in [Emim]Ac by precipitation in water.
The highest crystallinity index (71%) is observed in the membrane obtained using a pure ionic liquid and water. The high crystallinity index of the membrane is indicative of the formation of a dense structure, which is in agreement with the low permeability of DMF (0.27 kg m−2 h−1 atm−1, Table 2). Here, the low rejection coefficients of the model substances are most likely associated with the formation of defects in the cellulose layer of the membrane. These defects are possibly formed due to the high viscosity of the forming solution or as a result of the high density of the cellulose layer of the membrane which becomes even denser upon drying, which can cause buckling and formation of microcracks. In the case of the use of a [Emim]Ac/DMSO mixture as the solvent, the crystallinity index is about 60% for all the membranes. It can be concluded upon comparing the crystallinity index with the nanofiltration properties of the obtained membranes that both the permeability and rejection coefficient weakly depend on the amorphous crystalline structure of cellulose. Here, the dependence of permeability on the compositions of the solvent and coagulant for cellulose is indicative of the formation of an asymmetric structure in the membrane as a result of the difference in the rates of diffusion of the coagulant and solvent. The higher the DMF permeability, the thinner the near-surface cellulose layer of the membrane should be. Therefore, the thickness of the cellulose layer decreases upon the transition from water as the coagulant to aqueous solutions, especially an aqueous solution of DMSO (Table 2).
For better understanding of the process of mass exchange between the cellulose solution and coagulant as well as the interaction of the solvent and coagulant with cellulose, it is possible to use their solubility parameters, e.g., according to Hansen (Table 3). Hansen solubility parameters reflect the contribution from the dispersion (δD) and polar (δP) interactions as well as hydrogen bonds (δH) to the intermolecular interaction. The accurate values of the parameters for cellulose are unknown due to the strong intermolecular hydrogen bonds, e.g., according to the data of various published sources, the total solubility parameter (Hildebrand solubility parameter δ = (\({\delta }_{{\text{D}}}^{{\text{2}}}\) + \({\delta }_{{\text{P}}}^{{\text{2}}}\) +\({\delta }_{{\text{H}}}^{{\text{2}}}\))0.5) for cellulose can be 25 to 53 MPa1/2 [67]. However, a value of this parameter for chemical structure-similar dextran (δ = 38.6 MPa1/2) is known; this value can be taken equal to the solubility parameter of cellulose in the first approximation to perform qualitative analysis. A ternary diagram serves as an illustration of the difference in the nature of the substances interacting upon the precipitation of cellulose (Fig. 5).

Comparison of the Hansen solubility parameters for cellulose and its solvents and coagulants.
It is seen from the diagram that the solubility parameters of cellulose are similar to those for its solvents, an ionic liquid (IL) and its mixture with DMSO (1 : 1 by weight). It turns out on closer scrutiny that [Emim]Ac is a better solvent for cellulose than a mixture of this compound with DMSO. This is determined by the fact that pure DMSO is not a solvent for cellulose, and its addition to the ionic liquid decreases its concentration twofold.
Coagulants for cellulose are shifted to an individual group in the ternary diagram. This is associated with the fact that pure substances were not used as the coagulants in addition to water, but rather their 30% aqueous solutions. Increasing the scale of this region of the diagram demonstrates that water is located the furthest from cellulose and its solvents. This is in agreement with the fact that water is a hard coagulant for solutions of cellulose. Solutions of acetic acid and MMO are on the same line characterized by the same value of the parameter δH and at the same distance from cellulose and its solvents. This is likely evidence in favor of a similar contribution from the cation and anion of the IL to the dissolution of cellulose and indicates a special role of the capacity of the solvents for forming hydrogen bonds in dissolution. Among the coagulants, an aqueous solution of DMSO is located the closest to cellulose and its solvents in the ternary diagram. Since DMSO can act as a cosolvent for cellulose, its use in the composition of the coagulant makes it possible to obtain the softest coagulant.
To estimate the polymer–coagulant and coagulant–solvent interactions, it is also possible to use the difference between their solubility parameters calculated in the three-dimensional coordinates, whose axes correspond to the solubility parameters δD, δP, and δH. The distance parameter Ra which takes into account the difference between the corresponding partial solubility parameters of two compounds is calculated as follows [69]:
Figure 6a presents the dependence of the value of the permeability of DMF through a cellulose membrane on the distance parameter Ra calculated based on the solubility parameters of cellulose and the used coagulant. Figure 6b presents the same values under the condition of calculating the distance parameter based on the difference between the parameters of the solvent and coagulant.

Permeability of dimethylformamide through cellulose membranes depending on the distance parameter Ra which was calculated based on the difference of the solubility parameters of (a) cellulose and coagulant and (b) solvent and coagulant.
The value of permeability of cellulose membranes correlates well with the distance parameter that takes into account the difference between the coagulant and cellulose. A 30% aqueous solution of DMSO has the highest affinity to cellulose, thus, the parameter Ra is the lowest of 24.4 MPa1/2. When applying this coagulant, the onset of coagulation of cellulose requires a longer time period because more coagulant should diffuse and dissolve in the cellulose solution to decrease its solubility parameters and initiate the loss of solubility of cellulose due to the smaller difference between the solubility parameters of the cellulose solution and coagulant. This leads to a slower process of interdiffusion that is furthermore decelerated by the presence of DMSO in both contacting phases. As a result, the membranes formed under the condition of presence of DMSO in both the solution and coagulant have good permeability.
The following situation is observed upon the analysis of the interaction of the coagulant with the solvent (Fig. 6b). A 30% aqueous solution of acetic acid has the highest affinity to a [Emim]Ac/DMSO mixture, thus, the value of Ra between it and this mixture is the lowest (27.7 MPa1/2). Here, the permeability of the membrane in the case of its precipitation in a solution of acetic acid turns out to be much lower when compared to the cellulose membrane formed in a solution of DMSO. It can be assumed that the exchange occurs not so much between the [Emim]Ac/DMSO–H2O/CH3COOH systems as between the DMSO–H2O systems in the case of precipitation in a solution of acetic acid due to the presence of acetate anions in both phases. As a result, the replacement of DMSO in the composition of the cellulose by water occurs followed by phase separation. Due to the same reasons, mostly the exchange between the [Emim]Ac–H2O systems proceeds in the case of precipitation into a solution of DMSO. The lower mobility of the [Emim]Ac ions in comparison with DMSO molecules (e.g., the viscosity of [Emim]Ac is almost 50-fold higher than the viscosity of DMSO) may provide slower interdiffusion of the substances in the case of precipitation of cellulose into a solution of DMSO and, as a result, better permeability of the membranes in the case of its use. On the contrary, the use of pure water for precipitation leads to the fast interdiffusion of the solvent and coagulant with almost immediate phase separation and formation of a dense cellulose film with the low permeability of DMF (0.27 kg m−2 h−1 atm−1).
CONCLUSIONS
The composition of both the solvent and coagulant determines the nanofiltration characteristics of the cellulose membranes formed from the solutions in an ionic liquid or its mixture with a cosolvent. Pure water is not the best coagulant for a cellulose solution due to the great difference between its solubility parameters and those of cellulose. This leads to obtaining the densest membranes characterized by the low permeability of the aprotic solvent (0.25–0.27 kg m−2 h−1 atm−1) and rejection coefficients of the model substances (350–626 g/mol) which strongly depend on the composition of the solvent (24–82%). The use of an aprotic cosolvent together with the ionic liquid for the dissolution of cellulose leads to a decrease in the viscosity of the forming solution and an intensification of the swelling of cellulose being precipitated. An increase in the rejection coefficient of the membrane (to 65–82%) occurs as a result, possibly due to the decrease in its defectiveness, with no change in the value of permeability. The permeability of membranes can be controlled by the composition of the coagulant, namely, by adding substances decelerating and equalizing the rate of mass exchange between the cellulose solution and coagulant to it. In the case of the use of an ionic liquid, compounds whose structure is similar to its cation or anion can be used as such additives. In the case of dissolution of cellulose in 1-ethyl-3-methylimidazolium acetate, acetate anions (e.g., acetic acid) or compounds containing a positively charged nitrogen atom N+ (N-methylmorpholine N-oxide) can be added to the coagulant to decrease the rate of interdiffusion of substances upon the formation of the membrane. Here, the use of an aprotic cosolvent such as DMSO not only improves the barrier properties of the membrane but also makes it possible to decrease the rate of precipitation of cellulose by introducing this cosolvent into the composition of the coagulant. The use of 30% aqueous solutions of acetic acid, N-oxide, or DMSO as the coagulants leads to a 2–2.5-fold increase in the permeability of the membranes without sacrificing a quite high value of the rejection coefficient. The best nanofiltration characteristics of the membranes are achieved in the case of the use of DMSO as a cosolvent for cellulose and its precipitation into a 30% aqueous solution of acetic acid (PDMF = 0.67 kg m−2 h−1 atm−1, ROrangeII = 66%, RRemazol = 78%).
REFERENCES
Yu. D. Fialkov, A. N. Zhitomirskii, and Yu. A. Tarasenko, Physical Chemistry of Nonaqueous Solutions (Khimiya, Leningrad, 1973) [in Russian].
A. P. Kreshkov, Fundamentals of Analytical Chemistry. Physicochemical (Instrumental) Analysis Methods (Khimiya, Moscow, 1970) [in Russian].
R. Morrison and R. Boid, Organic Chemistry (Mir, Moscow, 1133) [in Russian].
S. K. Ogorodnikova, Petrochemist’s Handbook (Khimiya, Leningrad, 1978), Vol. 2 [in Russian].
I. K. M. Yua, D. C. W. Tsanga, S. S. Chena, L. Wanga, A. J. Huntb, J. Sherwoodb, K. DeO. Vigierc, F. Jérômec, Y. S. Oka, and C. S. Poon, Bioresource Technol. 245, 456 (2017).
V. Demlov and Z. Demlov, Interphase catalysis (Mir, Moscow, 1987) [in Russian].
M. H. Makgato, L. J. Moitsheki, L. Shoko, B. L. Kgobane, D. L. Morgan, and W. W. Focke, Fuel Process. Technol. 90, 591 (2009).
K.-S. Cho and Y.-K. Lee, Appl. Catal. B 147, 35 (2014).
E. Torres-García, A. Galano, and G. Rodriguez-Gattorno, J. Catalys 282, 291.
H. G. Franck and J. W. Stadelhofer, Industrial aromatic chemistry: Raw materials · processes · products. Springer Science & Business Media, 2012.
K. Vanherck, P. Vandezande, S. O. Aldea, and I. F. J. Vankelecom, J. Memb. Sci. 320, 468 (2008).
A. V. Volkov, G. A. Korneeva, and G. F. Tereshchenko, Usp. Khim. 77, 1053 (2008).
J. C. T. Lin and A. G. Livingston, Chem. Eng. Sci. 62, 2728 (2007).
D. L. Oatley-Radcliffe, M. Walters, T. J. Ainscough, P. M. Williams, A. W. Mohammad, and N. Hilala, J. Water Proc. Eng. 19, 164 (2017).
S. K. Lim, K. Goh, T.-H. Bae, and R. Wang, Chin. J. Chem. Eng. 25, 1653 (2017).
K. Hendrix, G. Koeckelberghs, and I. F. J. Vankelecom, J. Membr. Sci. 452, 241 (2014).
D. S. Burgal, J. Ludmila, and P. Livingston, J. Membr. Sci. 479, 105 (2015).
Y. H. See-Toh, F. W. Limb, and A. G. Livingston, J. Membr. Sci. 301, 3 (2007).
Y. H. See-Toh, M. Silva, and A. Livingston, J. Membr. Sci. 324, 220 (2008).
S. M. Dutczak, F. P. Cuperus, M. Wessling, and D. F. Stamatialis, Sep. Purif. Technol. 102, 142 (2013).
J. C. Jansen, S. Darvishmanesh, F. Tasselli, F. Bazzarelli, P. Bernardo, E. Tocci, K. Friess, A. Randova, E. Drioli, and B. V. Bruggen, J. Membr. Sci. 447, 107 (2013).
S.-P. Sun, T.-S. Chung, K.-J. Lu, and S.-Y. Chan, AIChE J. 60, 3623 (2014).
C. Linder, M. Nemas, M. Perry, and R. Ketraro, European Patent, 0392982 (1990).
H. G. Hicke, I. Lehmann, G. Malsch, and M. Ulbricht, J. Membr. Sci. 198, 187 (2002).
A. A. Alekseev, E. V. Ordina, and V. S. Osipchik, Plast. Massy 5, 30 (2009).
A. A. Yushkin, M. N. Efimov, A. A. Vasilev, Yu. G. Bog-danova, V. D. Dolzhikova, G. P. Karpacheva, and A. V. Volkov, Petr. Chem. 57, 341 (2017).
P. Marchetti, M. F. J. Solomon, G. Szekely, and A. G. Livingston, Chem. Rev. 114, 10735 (2014).
D. Klemm, B. Heublein, H.-P. Fink, and A. Bohn, Angew. Chem., Int. Ed. 44, 3358 (2005).
M. Ghasemi, P. Alexandridis, and M. Tsianou, Cellulose 24, 571 (2017).
B. Medronho, A. Romano, M. G. Miguel, L. Stigsson, and B. Lindman, Cellulose 19, 581 (2012).
S. Wang, A. Lu, and L. Zhang, Progr. Polym. Sci. 53, 169 (2016).
H. Strathmann and K. Kock, Desalination 21, 241 (1977).
M. Paul and S. D. Jons, Polymer 103, 417 (2016).
T. V. Rogovin and L. S. Petrova, RF Patent No. 740874 (1980).
Polysaccharide-Based Fibers and Composites, Chemical and Engineering Fundamentals and Industrial Applications, Ed. by Lucia L. and Ayoub A. (Springer, 2018).
A. P. Manian, T. Pham, and T. Bechtold, Handbook of Properties of Textile and Technical Fibers (Elsevier Ltd., 2017).
C. Woodings, Regenerated Cellulose Fibres (Woodhead Publishing Ltd, 2001).
L. K. Golova, V. V. Romanov, and S. P. Papkov, RF Patent No. 1645308 (1992).
M. Shabbir and F. Mohammad, Sustainable Fibres and Textiles (Elsevier Ltd., 2017).
J. Wu and Q. Yuan, Polymer 204, 185 (2002).
X. Jie, Y. Cao, B. Lin, and Q. Yuan, J. Membr. Sci. 91, 1873 (2004).
Z. Mao, Y. Cao, X. Jie, G. Kang, M. Zhou, and Q. Yuan, Sep. Purif. Technol. 72, 28 (2010).
Y. Abe and A. Mochizuki, J. Appl. Polym. Sci. 84, 2302 (2002).
H. J. Li, T. M. Cao, J. J. Qin, X. M. Jie, T. H. Wang, J. H. Liu, and Q. Yuan, J. Membr. Sci. 279, 328 (2006).
T. S. Anokhina, A. A. Yushkin, I. S. Makarov, V. Ya. Ignatenko, A. V. Kostyuk, S. V. Antonov, and A. V. Volkov, Petr. Chem. 56, 1085 (2016).
S. O. Ilyin, V. V. Makarova, T. S. Anokhina, V. Y. Ignatenko, T. V. Brantseva, A. V. Volkov, and S. V. Antonov, Cellulose 25, 2515 (2018).
I. S. Makarov, L. K. Golova, M. I. Vinogradova, M. V. Mironova, I. S. Levin, G. N. Bondarenko, G. A. Shandryuk, N. A. Arkharova, and V. G. Kulichikhin, Polym. Sci. A 61, 598 (2019).
M. M. Seitkalieva, Extended Abstract of Cand. Sci. (Chem.) Dissertation, Moscow, 2015, p. 162.
P. Mäki-Arvela, I. Anugwom, P. Virtanen, R. Sjöholm, and J. P. Mikkola, Ind. Crops Prod. 32, 175 (2010).
A. Xu and Y. Zhang, J. Mol. Struct. 1088, 101 (2015).
J. Zhang, J. Wu, J. Yu, X. Zhang, J. Hea, and J. Zhang, Mater. Chem. Front. 1, 1273 (2017).
S. Wang, A. Lu, and L. Zhang, US Patent No. 6,423,119B1 (2002).
F. M. Sukma and P. Z. Çulfaz-Emecen, J. Membr. Sci. 545, 329 (2018).
T. S. Anokhina, T. S. Pleshivtseva, V. Ya. Ignatenko, S. V. Antonov, and A. V. Volkov, Petr. Chem. 57, 477 (2017).
S. O. Ilyin, V. V. Makarova, T. S. Anokhina, A. V. Volkov, and S. V. Antonov, Polym. Sci. A 59, 676 (2017).
L. P. Perepechkin, Russ. Chem. Rev. 57, 539 (1988).
T. Anokhina, V. Ignatenko, S. Ilyin, S. Antonov, and A. Volkov, J. Phys. Conf. Ser. 1099, 012039 (2018).
L. Segal, J. J. Creely, Jr. A. E. Martin, and C. M. Conrad, Text. Res. J. 29, 786 (1959).
S. E. Tsar’kov, A. O. Malakhov, E. G. Litvinova, and A. V. Volkov, Petr. Chem. 53, 537 (2013).
G. R. Guillen, Y. Pan, M. Li, and E. M. V. Hoek, Ind. Eng. Chem. Res. 50, 3798 (2011).
M. Paul and S. D. Jons, Polymer 103, 417 (2016).
Y. Zhao, X. Liu, J. Wang, and S. Zhang, J. Phys. Chem. B 117, 9042 (2013).
L. C. Fidale, N. Ruiz, T. Heinze, and O. A. E. Seoud, Macromol. Chem. Phys. 209, 1240 (2008).
G. I. Mantanis, R. A. Young, and R. M. Rowell, Cellulose 2, 1 (1995).
A. A. Yushkin, T. S. Anokhina, and A. V. Volkov, Petr. Chem. 55, 746 (2015).
Cellulose, Fundamental Aspects, Ed. by Van De Ven T. G. M. (In Tech, 2013).
A. M. Bochek, Russ. J. Appl. Chem. 76, 1711 (2003).
P. Weerachanchai, Y. Wong, K. H. Lim, T. T. Y. Tan, and J.-M. Lee, Chem. Phys. Chem. 15, 3580 (2014).
C. M. Hansen, Hansen Solubility Parameters: A User’s Handbook (CRC Press, 2007).
Funding
This work was financially supported by the Russian Foundation for Basic Research, project no. 17-08-00499 A.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by E. Boltukhina
Rights and permissions
About this article

Cite this article
Anokhina, T.S., Ignatenko, V.Y., Kostyuk, A.V. et al. The Effect of the Nature of a Coagulant on the Nanofiltration Properties of Cellulose Membranes Formed from Solutions in Ionic Media. Membr. Membr. Technol. 2, 149–158 (2020). https://doi.org/10.1134/S2517751620030026
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2517751620030026