
Abstract
Technical features and examples of the practical use of technology of combined hardening treatment of steel tools are presented, which includes (1) hardening thermal cycling treatment (HTC) of tool blanks and (2) thermo-hydro-chemical treatment (THCT) of the finally manufactured instruments. THCT creates volumetric hardening of tools by thermal cycling with incomplete solid-phase α ↔ γ transformations, followed by quenching and tempering. HTC creates surface hardening of tools by boiling refractory compounds in hydrosols followed by tempering. As a result of combining THCT + HTC, the service life of cutting steel tools increased by 2–20 times, and that of die tools by 1.9–2.1 times compared to traditionally hardened tools.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
A primary reason for the creation of this technology for combined hardening of steel tools was the acute situation that developed at the Russian enterprise Salut (Moscow). This well-known aerospace company was faced with the problem of a shortage of nuts for assembling aircraft engines, which are made from difficult-to-cut heat-resistant alloys with a hardness of up to HRC 35. To cut threads in the nuts, the plant used steel taps M5, M6, M8 and M10 of Russian and foreign production: ISCAR, TITEX PLUS, and others (Fig. 1). Because the best steel taps only cut 20 to 50 nuts before regrinding, the operational productivity for cutting nuts from difficult-to-cut alloys was so low that it held back the plant’s production of aircraft engines.

Samples of taps strengthened by traditional and combined methods.
In turn, factory specialists tried to use carbide taps instead of steel ones, but they were unable to cut even one nut because of the high fragility of the cutting edge of these taps. Strengthening of taps made from high-tungsten and cobalt high-speed steels using traditional heat treatment methods also did not produce results, since with an increase in the hardness of tool steels, the cutting edge of taps becomes more brittle and chips, and with an increase in viscosity, the hardness and strength of steels naturally decrease, which leads to crushing of the cutting edge and severe wear of tools. Only a simultaneous increase of inversely dependent properties of tool steels—hardness and strength, on one hand, and toughness and ductility, on the other hand—along with an increase in the wear resistance of tools, can solve this problem. For this purpose, a new technology has been developed for volumetric and surface hardening of steel tools by combining the methods of hardening thermal cycling treatment (HTC) and thermo-hydro-chemical treatment (THCT). As a result of such hardening with taps, significantly (4–20 times) more nuts were cut with taps than with traditional tools, which made it possible to solve the problem of nut shortage at the Salyut enterprise.
In contrast to modern methods of volumetric and surface hardening of materials, which are activated by high-energy sources (high-frequency currents, laser, plasma, electron beam, etc.) using vacuum technology [1–5], the proposed technology for hardening steel tools, combining two process of HTC and THCT, meets the requirements for rapid implementation in production and is characterized by simplicity, high productivity, and efficiency when using standard equipment and cheap components [6–8]. However, there are still no systematic data on testing and approbation in production conditions of steel tools combined strengthened with the help of HTC and THCT, which prevents the wider use of this combined technology and tool products strengthened with its help at many enterprises of mechanical engineering, aerospace, and energy complexes. Therefore, the purpose of this work was to draw up flowcharts for the technological implementation of HTC and THCT operations within the framework of a single combined hardening technology, to evaluate its advantages over other hardening methods, to conduct large-scale tests and mastering in production of combined hardened steel tools, and to develop recommendations for the practical application of the proposed combined technology.
DEVELOPMENT OF TECHNOLOGY FOR VOLUMETRIC AND SURFACE HARDENING OF STEEL TOOLS BY COMBINING THERMOCYCLIC AND THERMO-HYDRO-CHEMICAL TREATMENTS
The new technology of combined hardening fits well into the general technological process of manufacturing steel tools. To do this, first, the HTC process of tool blanks is performed, and after their finishing, the THCT process of ready-to-use tools is carried out, which generally creates volumetric and surface hardening of steel tools. Both HTC + THCT processes are highly productive, do not require large implementation costs, and can be carried out using the standard equipment [6].
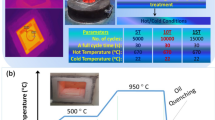
At the first stage of combined processing, for more effective volumetric hardening of steel tools, the heat treatment is carried out using the HTC method [6, 7] with incomplete solid-phase α ↔ γ transformations in cycles, followed by quenching and tempering in the specified sequence (Fig. 2) on conventional thermal equipment. With this mode of thermal cycling, the standard heating time for steel samples in each cycle is reduced by a quarter to a half. The thermal cycling operation is usually carried out in two furnaces (salt baths) [6, 7], and all other technological operations (heating, cooling, tempering, cleaning, straightening, etc.) are performed according to the traditional heat treatment scheme [9]. The new HTC modes make it possible to form two types of structural compositions: a gradient structure, in which, owing to incomplete heating of the tool from the surface to the core, its hardness and fragility decrease, and a composite structure, in which grains with different hardness and degree of alloying alternate owing to the incompleteness of phase transformations of steels [6]. In general, owing to the formation of a highly alloyed, finely ground martensitic structure with a low content of retained austenite and a large proportion of dispersed carbides during HTC, many strengthening mechanisms are realized, as a result of which an increase in the tensile strength of high-speed and die steels in bending by 1.5–2.3 times has been achieved, the impact strength is increased by 1.2–14.5 times, and the increase in surface hardness is 1–2.5 HRC units higher compared to traditional heat treatment [6].

Flow diagram of technological operations of the proposed process of hardening thermal cycling treatment (HTC) of steel tools [7].
At the second stage of combined processing, the THCT method is used [6, 8], which creates surface hardening of the finally manufactured steel tools. During THCT, the instruments are boiled in hydrosols of refractory compounds to deposit solid lubricant nanostructured coatings and then heat treatment (tempering) is carried out in the indicated sequence (Fig. 3) using standard chemical and thermal equipment. Hydrosols for conducting THCT of instruments are preprepared using a special technology of nanodispersion of ceramic micropowders, which is created by the propping action of surface active substances (SASs) and the “pseudo-cavitation” thermohydrodynamic effect of a boiling aqueous medium containing SASs and microdispersed powders of refractory compounds [6, 8]. As a result of THCT, a double effect of strengthening steel tools is achieved through the application of solid lubricating nanoceramic coatings with high antifriction properties and the formation of a field of high (470 MPa) compressive stresses, comparable to the level of stresses created during surface plastic deformation (SPD). In this case, two types of composite structures are formed: in the tool in the form of a “solid lubricating layer–transitional stressed layer–matrix” composition and in a nanocomposite coating consisting of nano- and micron-sized grains with different strength values and crack resistance [6]. During THCT, the many mechanisms for strengthening steels are implemented. In particular, in the polyoxide nanocoatings obtained on steels, an increase in hardness up to 2950 HV was achieved, as well as a reduction in the friction coefficient in the absence of lubrication by 8.2–8.7 times (to 0.067) and an increase in the durability of steel tools with such coatings by more than 2 times compared with the initial state [6].

Flow diagram of technological operations of the proposed process of thermo-hydro-chemical treatment (THCT) of steel tools [8].
The developed technology of combined hardening treatment (HTC + THCT) has advantages over the known methods of volumetric and surface hardening of steel tools [1–9]:
• This technology is simple to implement, is easily implemented into production, and allows the use of traditional equipment.
• This technology is highly productive and allows fast and high-volume processing of various cutting and stamping tools made of any steel grades.
• This technology is most effective for particularly critical metalworking tools and those working on CNC machines, for thin, impact, and heavily loaded tools, and for tools used for cutting and forming difficult-to-cut alloys.
• After combined hardening, high-speed steel tools can cut alloys with a hardness of 48 HRC, which sometimes makes it possible to replace expensive carbide tools with steel ones.
• This technology is economically feasible; the cost of processing steel tools does not exceed 10% of their total cost.
• This technology is energy efficient and does not require a vacuum or protective atmosphere.
• This technology is biocompatible with the environment and uses environmentally friendly chemical components.
PRACTICAL EXAMPLES OF TESTING AND USE OF STEEL CUTTING AND STAMPING TOOLS STRENGTHENED BY COMBINED PROCESSING
The new technology of combined processing (HTC + THCT) for volumetric and surface hardening of steel tools has proven to be in demand and has found application where standard hardening technologies cannot solve the problem of extremely low durability of heavily loaded and impact tools intended for cutting and forming difficult-to-machine alloys [6]. Therefore, factories of aerospace and energy complexes, which produce aircraft engines, nozzles and parts of aircraft (missiles), and energy and aviation turbines made of titanium, heat-resistant, chromium-nickel, and other high alloys, have become the potential consumers of combined hardened tools.
At a number of Russian enterprises (FSUE MMPP Salyut, JSC NPO Lavochkina, JSC Proton-Perm Motors, JSC UEC-Perm Motors, JSC NPO Energomash, Public Joint Stock Company UFA Engine Manufacturing Association, OJSC MKB Iskra, JSC DUKS) tested a wide range of taps, individual standard sizes of countersinks, reamers, cutters, drills from high-speed steels R18, R6M5K5, R9M4K8MP, and R12M3K5F2MP, and dies from steels Kh12MF and Kh12F1 for the manufacture of products from various difficult-to-cut alloys. It was noted that the use of combined hardening treatment of steel tools made it possible to increase the durability of taps by 3–20 times, other axial cutting tools by 2–6.3 times, and die tools by 1.9–2.1 times compared to standard tools (Table 1).
Production tests at JSC UEC-Perm Motors have shown that domestically produced taps after combined hardening (HTC + THCT) have higher cutting properties than taps from the German company TITEX PLUS. As a result of studying at this enterprise the influence of regrinding of combined-processed taps on their service life (Table 2), the following was established: (1) after each regrinding of tools, the average number of nuts (870–1320 items) made with combined-hardened taps significantly exceeds the number of nuts (50–60 items), made with standard taps; (2) the maximum durability indicators for all tested combined processed taps (1560–2002 nuts) do not depend on the number of regrinds, and they exhibit higher operational durability with high-quality regrinding of taps. A comparative analysis of the test results of metalworking tools (see Table 1) [6, 7] showed that cutting tools subjected to combined processing using the HTC and THCT methods, as a rule, are superior in durability to similar tools processed only by one of these methods.
Owing to their high competitiveness, in comparison with foreign tool companies, combined hardened steel metalworking tools (HTC + THCT) have found widespread use at Russian enterprises: FSUE MMPP Salyut, JSC NPO Lavochkina, JSC UEC-Perm Motors, JSC NPO Energomash, Public Joint Stock Company UFA Engine Manufacturing Association, OJSC MKB Iskra, JSC DUKS. The total economic effect from the use of combined hardened steel cutting and stamping tools amounted to about 518 100 US dollars.
As a result of industrial testing of steel tools strengthened by the combined technology (HTC + THCT), the following conclusion was made: (1) the combined processing technology is universal in nature: applicable for cutting and stamping tools of any type and size, made from various grades of steel; (2) when combining the two processes of HTC and THCT, a higher effect of hardening steel cutting tools is achieved than when processed by one of these processes; (3) since the combined technology maximizes the structural strength of steels, it is most effective for tools experiencing large static and impact loads: for small-sized, long, thin cutting and impact-stamping tools, as well as those used for roughing and intermittent cutting; (4) the combined technology significantly increases the durability of tools when cutting and forming heat-resistant, stainless, titanium, and other difficult-to-cut alloys, as well as steels with increased hardness (up to 45–48 HRC); (5) combined processed cutting tools can be operated at speeds and feeds exceeding the standard by 58%; (6) the durability indicators of combined hardened tools used for rough machining are, as a rule, higher than for finishing; (7) the surface quality of products machined with tools strengthened by combined processing is higher than that of tools without this treatment.
CONCLUSIONS
1. The technology of combined processing by carrying out hardening thermal cycling treatment (HTC) of steel tool blanks and thermo-hydro-chemical treatment (THCT) of already finally manufactured tools is the simplest, highly productive, and effective method of volumetric-surface hardening of steel metalworking tools. The effect of volumetric hardening of tools is achieved through the formation of a highly alloyed, finely ground, and composite structure throughout the entire volume of a steel matrix; the effect of surface hardening of steel tools is created by applying solid-lubricating nanostructured coatings, the formation of a compositional structure in them, and the formation in a sublayer of a field of high (470 MPa) compressive stresses.
2. Production tests have shown that, as a result of combined hardening treatment (HTC + THCT) of steel tools, the durability of taps increased by 3–20 times, the durability of other axial cutting tools increased by 2–6.3 times, and the durability of die tools increased by 1.9–2.1 times compared to standard tools. The total economic effect from the industrial use of combined hardened steel metalworking tools amounted to about 518 100 US dollars.
ABBREVIATIONS AND NOTATION
HTC | Hardening thermal cycling treatment |
THCT | Thermo-hydro-chemical treatment |
SAS | Surface active substance |
SPD | Surface plastic deformation |
CNC | Computer numerical control |
REFERENCES
Hocking, M.G., Vasantasree, V., and Sidky, P.S., Metallic and Ceramic Coatings: Production, High Temperature Properties and Applications, London: Longman Sci. Tech., 1989.
Materialovedenie: Uchebnik dlya vtuzov (Materials Science: Manual for Higher Educational Engineering Institutions), Arzamasov, B.N., Eds., Moscow: Bauman Moscow State Tech. Univ., 2005.
Nanostructured Coatings, Cavaleiro, A. and De Hosson, J.Th.M., Eds., New York: Springer-Verlag, 2006.
Materialovedenie. Tekhnologiya konstruktsionnykh materialov (Materials Science. Technology of Construction Materials), Cherednichenko, V.S., Ed., Moscow: Omega-L, 2008.
Vityaz’, P.A., Tverdosmazochnye pokrytiya v mashinostroenii (Solid Lubricating Coatings in Machine Engineering), Minsk: Belaruss. Nauka, 2007.
Shmatov, A.A., Scientific and technological bases of thermochemical and thermocyclic methods of hardening treatment of metalworking tools, Doctoral (Eng.) Dissertation, Minsk, 2019.
Shmatov, A.A., Industrial application of volume thermocyclic strengthening technology for steel metalworking tools, Mezhdunar. Zh. Prikl. Fundam. Issled., 2021, no. 11, pp. 93–98.
Shmatov, A.A., Soos, L., and Krajny, Z., Application of thermohydrochemical technology of hardening of tools in mechanical engineering, Inorg. Mater.: Appl. Res., 2023, vol. 14, pp. 1052–1058. https://doi.org/10.1134/S2075113323040354
Geller, Yu.A., Instrumental’nye stali (Tool Steels), Moscow: Metallurgiya, 1983.
Funding
This work was supported by ongoing institutional funding. No additional grants to carry out or direct this particular research were obtained.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Translated by V. Selikhanovich
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shmatov, A.A., Soos, L. & Krajny, Z. Practical Application of Combined Strengthening Treatment Technology for Steel Tools. Inorg. Mater. Appl. Res. 15, 931–936 (2024). https://doi.org/10.1134/S2075113324700412
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2075113324700412