
Abstract
A metal matrix composite material was obtained by self-propagating high temperature synthesis (SHS) from powder mixtures of titanium, carbon (carbon black), and high chromium cast iron of PG-S27 trademark. Synthesized products were crushed and sieved to get a composite powder for plasma spraying of wear resistant coatings. The coatings were tested for hardness and abrasive wear resistance. According to X‑ray diffraction and scanning electron microscopy investigation, the structure of coatings involved fine TiC particles uniformly distributed over the cast iron matrix. It was ascertained that the coatings plasma sprayed with the SHS composite powder had a hardness 2 times greater and abrasive wear resistance 3.5 times greater than that of plasma sprayed with the cast iron powder.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
High abrasive wear resistance of the products from high-chromium cast iron [1] is provided by a significant content of carbides, in particular, trigonal carbide (Cr,Fe)7C3 having a fairly high hardness HV = 12–15 GPa. However, the trigonal lattice of this carbide results in a remarkable growth anisotropy upon crystallization, owing to which the crystals of (Cr,Fe)7C3 carbide have a prolate hexagonal prism shape. A particularly strong coarsening of structure is observed in hypereutectic cast iron with large primary crystals of trigonal carbide. For this reason, hypereutectic chromium cast iron has increased brittleness and susceptibility to the appearance of quenching cracks along with high abrasive wear resistance.
High-chromium cast iron powders are also used for the powder cladding [2, 3] and spraying [4] of wear resistant coatings. Owing to high cooling rates during cladding and, particularly, upon spraying, the coatings have a more dispersed structure than castings. Dispersion of the structure results in the increase in hardness and crack resistance of products. Additional dispersion of the structure of cladded coatings is also achieved through the introduction of disperse particles of titanium carbide [5]. Titanium carbide is usually added to the coatings as an additive mechanical mixture of titanium carbide and metallic binder powders. However, employment of composite powders with the structure of metal-matrix composite representing disperse particles of the strengthening phase, which are uniformly distributed in the metal matrix (binder), is a more sophisticated approach. Self-propagating high-temperature synthesis (SHS) in the reaction powder mixtures of titanium, carbon, and metal or the alloy, which does not participate in the synthesis and forms a metal binder, is the most efficient method for the fabrication of metal-matrix composite powders based on titanium carbide. We previously prepared and studied SHS composite powders based on titanium carbide with the binder made from titanium [6], R6M5 high-speed steel [7], and Ni–Cr–B–Si alloy [8]. These powders were used for cathode-ray cladding of the coatings [9, 10], while titanium carbide–titanium carbide binder powder was also used for plasma spraying. It was determined that employment of composite powder for spraying provides a 7.6-fold increase in the abrasive wear resistance of the coating as compared to that of the coating sprayed with steel powder [11, 12].
The aim of this work is to study the plasma coatings sprayed by “titanium carbide–PG-S27 high-chromium cast iron binder” SHS composite powder in order to evaluate the effect of dispersed titanium carbide on the wear resistance of high-chromium cast iron.
MATERIALS AND METHODS
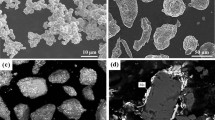
A sprayed PG-S27 cast iron powder and a TiC + 50 vol % PG-S27 composite powder prepared through dispersion and subsequent grading of porous SHS sinters was used for plasma spraying. The sinters were synthesized from the powder mixtures of titanium, carbon (soot), and cast iron. The sprayed cast iron powder had a predominantly spherical shape (Fig. 1a), while composition powder had chunky-splintery shape (Figs. 1b, 1c). The procedure for the preparation of composition powder through the synthesis from powder mixtures is described in detail in [6, 7], while the employed equipment and process features of plasma spraying of the coatings are described in [4, 11].

Morphology of sprayed powders: (a) PG-S27; (b, c) SHS (TiC + 50% PG-S27).
The sprayed powders and coatings were studied using scanning electron microscopy (EVO 50, Zeiss, Germany) and X-ray diffraction (DRON-3 diffractometer, Burevestnik, Russia). Microhardness of the coatings was measured on a PMT-3 instrument at various loads on indenter. The abrasive wear tests were carried out according to GOST 23.208-79 “Wear resistance testing of materials by friction against loosely fixed abrasive particles”. Electrocorundum no. 16-P with the grain size of 160–200 μm was used as abrasive during tests.
RESULTS AND DISCUSSION
Phase Composition of Powders and Coatings
According to the results of X-ray phase analysis, the PG-S27 sprayed powder contains three phases, namely, solid solutions based on α-Fe (ferrite), γ-Fe (austenite, whose content is three times as large as that of ferrite), and chromium-iron carbide based on Cr7C3 lattice. The carbide content decreases almost by a factor of three in the coating sprayed with cast iron powder, while the ferrite content increases by a factor of two (Fig. 2, Table 1). The change of the relative phase content is caused by different cooling conditions during the preparation of the initial cast iron and sprayed coating.

X-ray patterns of sprayed powders (1) and plasma sprayed coatings (2): (a) PG-S27; (b) SHS (TiC + PG-S27).
The titanium carbide content in the sprayed composite powder exactly corresponds to the calculated value (50%) and the content of chromium-iron carbide in the cast iron binder of the composite powder is also similar to its content in the initial cast iron powder. In this case, the ferrite and austenite content in the cast iron binder differs significantly from their content in the cast iron powder. The metal base of the cast iron binder almost completely consists of ferrite, whose content was three times lower than that of austenite in the cast iron powder. Different cooling rates during the preparation of cast iron powder through spraying of melt and during the synthesis of composition powder or the presence of titanium and carbon, which arise in the melt solution during synthesis, can be the reason for such a drastic change in the composition of the metal base. A subsequent change in the phase composition of metal the binder of the composite powders occurs at the coating spraying stage. There is no chromium-iron carbide in the coating sprayed with composite powders; however, austenite appears in an amount similar to the ferrite content. In this case, the austenite content in the sprayed composite powders was one order of magnitude less than that of ferrite. Such change in the content of austenite indicates that the cooling rate, which decreases in the order spraying of coating (up to 108 K/s) → spraying of cast iron melt during preparation of powder (up to 104 K/s) → synthesis of composite powders with cooling in reactor (up to 102 K/s), is the main factor which affects its content. The austenite content in cast iron of initial powder and metal binder decreases in nearly the same sequence. The fact that the ferrite-to-austenite ratio differs marginally in the coatings sprayed with cast iron powder and composition powder additionally containing titanium and carbon is additional confirmation of the decisive role of the cooling rate on the austenite content.
Structure of Powders and Coatings
The coating surface sprayed with the cast iron powder has a smoothed surface (Fig. 3a), which indicates complete fusion of cast iron powder particles in plasma, which fall as drops onto the substrate. The hummocky surface of the coating sprayed with composite powders is formed upon dropping of partially fused particles of composite powders. Owing to the short-time contact of titanium carbide particles with the cast iron binder melt, their dissolution is minimal at spraying and they remain unchanged. Titanium carbide particles of micron and submicron size are seen both on the surface (indicated by arrows in Fig. 3c) and on the cross section of the coating (Fig. 3d). Their size is similar to the mean size of carbide inclusions in the sprayed composite powders [13]. Both coatings have a curved structure, which is intrinsic to sprayed coatings (Figs. 3b, 3d); however, the structure of the coating sprayed with composite powders is more disperse owing to the modifying effect of solid titanium carbide particles on the formation of structure during crystallization of the cast iron binder on the substrate surface.

Microstructure of coatings plasma sprayed with the cast iron powder (a, b) and with the composite powder (c, d): (a, c) the surface of the coatings; (b, d) microstructure of cross section. TiC particles in the coatings sprayed with composite powder (c, d) are marked with arrows.
Hardness and Wear of Coatings
Table 2 shows the results of microhardness measurements of the coatings and abrasive wear tests. Differences in microhardness values at various loads on the indenter are explained by the fact that the microhardness values obtained at the load of 200 g correspond to the integral hardness of the coating, because a large indent involves all structural components including cast iron matrix, solid inclusions, and pores. The microhardness of individual structural components (except for pores) was measured at the load of 20 g. It is clear that the integral hardness of the coating sprayed with the composite powders exceeds the hardness of the coating sprayed with the cast iron powder by almost a factor of two. An increase in the microhardness Hμ 20 of the coatings containing titanium carbide is significantly less, while the dispersion of the values exceeds 27%, which is caused by the dispersion of the structure of the coatings (Fig. 3d).
The abrasive wear resistance of the coatings sprayed with the composite powders exceeds the wear resistance of the coatings sprayed with the cast iron powder by a factor of 3.5. Such an increase is two times smaller than that previously obtained on the coatings sprayed with the titanium carbide–HSS steel binder powder [11, 12]. A lower effect of the increase in the abrasive wear resistance by the introduction of titanium carbide to the cast iron-based coatings as compared to the coatings based on high-speed steel is caused by the larger difference of the abrasive wear resistance of steels and white cast iron.
According to the appearance of worn surfaces, the mechanisms of abrasive wear of the sprayed coatings differ. Thin discrete parallel scratches, which are oriented along the polished section, are observed on the surface of the coating sprayed with the cast iron powder (Fig. 4a), which indicates the cutting mechanism or plastic edging of the cast iron coating material by sharply angular grains of the abrasive. Such scratches are almost absent on the surface of the coating sprayed with the composite powder (Fig. 4b), because disperse inclusions of titanium carbide with the hardness of up to 28 GPa prevent the wear of the cast iron binder by abrasive grains.

Appearance of worn surfaces of the coatings plasma sprayed with powders PG-S27 (a) and SHS (TiC + 50% PG-S27) (b).
CONCLUSIONS
Using plasma spraying with the PG-S27 high-chromium white cast iron and TiC + 50 vol % PG-S27 SHS composite powder, coatings with different phase composition, hardness, and wear resistance have been prepared.
Disperse titanium carbide particles inclusions to the structure of coating to the structure of the coating based on high-chromium cast iron results in the dispersion of structure due to the modifying effect of high-melting particles during crystallization of the cast iron matrix (binder).
The coatings sprayed with the composite powder have the hardness that is 2 times greater and the abrasive wear resistance that is 3.5 times greater than those of the coating sprayed with the cast iron powder.
REFERENCES
Tsypin, I.I., Belye vysokokhromistye chuguny. Struktura i svoistva (White High-Chromium Cast-Iron: Structure and Properties), Moscow: Mashinostroenie, 1983.
Gnyusov, S.F. and Degtyarev, A.S., Influence of plasma surfacing regimes on the microstructure of vanadium carbide in coatings based on powder PR-H18FNM, Izv. Tomsk.Politekh. Univ., 2014, vol. 32, no. 2, pp. 63–71.
Dampilon, D.V. and Durakov, V.G., Specific structuring of coatings from chromium-vanadium cast iron obtained by electron beam surfacing, Perspekt. Mater., 2012, no. 1, pp. 87–91.
Kalita, V.I., Yarkin, V.V., Kasimtsev, A.V., and Lubman, G.U., Formation of nanosize hardening phases in plasma coatings sprayed with steels, iron and iron-based alloys, Fiz. Khim. Obrab. Mater., 2006, no. 5, pp. 29–40.
Pribytkov, G.A., Polev, I.V., and Durakov, V.G., Cermets and electron beam coatings of the titanium carbide–high-chromium cast iron binder, Perspekt. Mater., 2002, no. 1, pp. 70–75.
Pribytkov, G.A., Krinitcyn, M.G., and Korzhova, V.V., The SHS products in the mixtures of titanium and carbon with abundant Ti, Perspekt. Mater., 2016, no. 5, pp. 59–68.
Pribytkov, G.A., Korzhova, V.V., Baranovskiy, A.V., and Krinitcyn, M.G., Phase composition and structure of composite powders of titanium carbide–P6M5 steel binder produced by SHS method, Izv. VUZov, Poroshk. Metall. Funkts. Pokrytiya, 2017, no. 2, pp. 64–71.
Pribytkov, G.A., Firsina, I.A., Korzhova, V.V., Krinitcyn, M.G., and Polyanskaya, A., Synthesis of composite powders TiC–NiCrBSi alloy binder for surfacing and spraying of wear-resistant coatings, Izv. VUZov, Poroshk. Metall. Funkts. Pokrytiya, 2018, no. 2, pp. 43–53.
Pribytkov, G.A., Baranovskiy, A.V., Firsina, I.A., Durakov, V.G., and Krinicyn, M.G., Hardness and abrasive wear resistance of electron beam coatings deposited by SHS composite powders TiC + P6M5 steel, Uprochnyayushchie Tekhnol. Pokrytiya, 2017, no. 10, pp. 446–452.
Pribytkov, G.A., Krinitcyn, M.G., Firsina, I.A., and Durakov, V.G., Hardness and abrasive wear resistance of electron-beam coatings titanium carbide–titanium binder melted with synthesized composite powders, Vopr. Materialoved., 2017, no. 4, pp. 52–61.
Pribytkov, G.A., Kalita, V.I., Komlev, D.I., Korzhova, V.V., Radyuk, A.A., Baranovskiy, A.V., Ivannikov, A.Yu., Krinitcyn, M.G., and Mikhaylova, A.B., Structure and wear resistance of plasma coatings sprayed with composite powder TiC + P6M5, Fiz. Khim. Obrab. Mater., 2017, no. 3, pp. 45–55.
Kalita, V.I., Komlev, D.I., Pribytkov, G.A., Korzhova, V.V., Radyuk, A.A., Baranovsky, A.V., Ivannikov, A.Yu., Alpatov, A.V., Krinitsyn, M.B., and Mikhaylova, A.B., Variation of contents of carbon, nitrogen, and oxygen upon formation of plasma cermet coatings with steel matrix reinforced with titanium carbide, Inorg. Mater.: Appl. Res., 2018, vol. 9, no. 2, pp. 264–269.
Korosteleva, E.N., Pribytkov, G.A., Kalambaeva, S.S., Korzhova, V.V., and Strel’nitskii, V.E., SHS composite powders TiC–cast-iron binder for surfacing and spraying synthesized in air, Izv. Vyssh. Uchebn. Zaved., Fiz., 2015, vol. 58, no. 6-2, pp. 152–157.
Funding
This work was supported by the Program of Fundamental Research of State Academies of Sciences for 2013–2020, direction III.23, and the Russian Foundation for Basic Research (project nos. 16-08-00493a, 18-32-00330, 17-08-00059a, and 18-08-00842). The experiments on plasma spraying at the Baikov Institute of Metallurgy and Materials Science of the Russian Academy of Sciences were carried out according to the state assignment no. 007-00129-18-00.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by A. Muravev
Rights and permissions
About this article

Cite this article
Pribytkov, G.A., Kalita, V.I., Komlev, D.I. et al. Structure and Wear Resistance of the Coatings Plasma Sprayed with “TiC + High Chromium Cast Iron Binder” Composite Powder. Inorg. Mater. Appl. Res. 11, 558–562 (2020). https://doi.org/10.1134/S2075113320030375
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2075113320030375