
Abstract
The results of the study of the rheological characteristics of low- and high-density polyethylene blend in the ratio of 50 : 50 and its composites filled with aluminum hydroxide are presented. The influence of the concentration of aluminum hydroxide, temperature, and shear stress on the regularity of changes in the effective viscosity and shear rate has been established. Rheograms of low- and high-density polyethylene blend in the ratio of 50 : 50 and composites based on it are presented. The dependence of viscosity on temperature in Arrhenius coordinates is determined, according to which the “apparent” activation energy of viscous flow for the initial low- and high-density polyethylene blend and its composites filled with aluminum hydroxide varies in the range of 6–19 and 11–31 kJ/mol, respectively. A universal temperature-invariant characteristic of the viscosity properties of low-and high- density polyethylene blend in the ratio of 50 : 50 and its composites filled with aluminum hydroxide, which makes it possible to predict the change in the melt viscosity of composites in a wide range of shear rates and stresses, is drawn. It is shown that, with an increase in the concentration of aluminum hydroxide in the polymer mixture to 5 wt %, the value of the shear rate remains almost unchanged relative to the initial low- and high-density polyethylene blend (50/50). Rheological studies of the melt of polymer materials have been carried out in accordance with the standard ASTM D1238 on a CEAST MF50 capillary rheometer (INSTRON, Italy) in the temperature range of 190–250°C and in the load range of 3.8–21.6 kg.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Polyolefins are the largest representatives of synthetic polymers according to overall production and consumption. Several million tons of polyolefins are produced and consumed every year all over the world. Owing to their use in various fields of industry, relatively low cost, and broad range of valuable properties, they are widely used in the production of structural products. These fields of application include automotive and space engineering, packaging, medical products, consumer products, electronics, cable industry, and construction.
However, insufficient thermal stability of these materials is still a serious problem, which can restrict their potential diverse application [1]. Moreover, known and effective halogen-containing antipyrenes are gradually being prohibited, because they are environmentally toxic [2]. Thus, there are particular efforts in the development of a new class of antipyrenes (fire retardants) for polymer materials. Numerous studies in this direction showed that amphoteric metal hydroxides increase the thermal stability of polymer materials; for this reason, they can be recommended as potential environmentally safe antipyrenes [3–5].
In this work, we did not aim at the preparation of nonflammable polymer material. It was interesting to study the effect of small concentrations of aluminum hydroxide (up to 5 wt %) on rheological features of the composite melt on its basis, because there is a slight worsening of stress–strain properties of the composites at the concentration of aluminum hydroxide higher than 5 wt %.
The size and shape of filler particles and concentration and degree of physicochemical interaction with the polymer matrix are key factors. In addition, rheological properties give important information during evaluation of processability of composite materials [6]. However, detailed studies of rheological behavior of molten polymer and their composite blends are quite limited in the literature.
The aim of this work is to study the effect of concentration of filler, temperature, and shear stress on rheological properties of initial blend of low- (LDPE) and high-density (HDPE) polyethylene and filled composites on its basis.
EXPERIMENTAL
LDPE and HDPE blends were used as the object of study.
HDPE: density is 963 kg/m3, failure stress is 25 MPa, and elongation is 500%; LDPE: density is 912 kg/m3, failure stress is 10.5 MPa, and elongation is 250%.
Aluminum hydroxide Al(OH)3 is a colorless solid insoluble in water; it possesses amphoteric properties and is a component of many bauxites. Amorphous aluminum hydroxide has a variable composition of Al2O3 ⋅ nH2O. It decomposes upon heating to 180–200°C. The filler particle size is 80–160 nm.
The polymer compositions based on LDPE/HDPE and aluminum hydroxide blend were prepared during mixing on roll mills at 170°C. The concentration of aluminum hydroxide was 1–5 wt %.
The rheological properties of the melt of polymer materials were measured according to [7] on a CEAST MF50 capillary rheometer (INSTRON, Italy), which determines the following properties: viscosity, shear rate, and shear stress. The rheometer was equipped with a nozzle with the length-to-diameter ratio of capillary of 24. Measurements were carried out at four temperatures (in the range from 190 to 250°C) and five loads (from 3.8 to 21.6 kg), because according to experimental statistics this is a minimum number of experimental points which give a relevant statement on the process or phenomenon [8].
RESULTS AND DISCUSSION
The particle size of aluminum hydroxide is 80–160 nm, which is similar to nanoparticles to a certain extent. For this reason, it was interesting to show how relatively small concentrations of aluminum hydroxide (up to 5 wt %) affect the mixing and the rheological characteristics of the polymer blends based on HDPE/LDPE. With an increase in the filler content, the composites filled with aluminum hydroxide had an extremely high viscosity and low fluidity, which had an adverse effect on their processability through casting under pressure and extrusion.
The rheological properties of the blend of initial polyethylenes at an LDPE-to-HDPE ratio of 50 : 50 were studied for comparison and greater clarity. Figure 1 shows rheograms (flow curves) of the considered polymer blend and composites on its basis. In particular, Fig. 1a show the flow curves of the HDPE/LDPE blend at a 50 : 50 ratio. The choice of this ratio of the blend components was due to the fact that their highest process miscibility and mutual dispersion ability is achieved [9].

Dependence of shear rate on shear stress of (a) LDPE/HDPE (50/50), (b) LDPE/HDPE + 1 wt % Al(OH)3, (c) LDPE/HDPE + 3 wt % Al(OH)3, and (d) LDPE/HDPE + 5 wt % Al(OH)3 at various temperatures, °C: (1) 190, (2) 210, (3) 230, (4) 250.
As follows from the rheograms in Figs. 1b–1d, the flow curves are linear at low temperatures and the linear dependence of the shear rate on shear stress is violated at relatively high temperatures. It can be determined from comparative analysis of the flow curves that there is melt flow, which is similar to the Newtonian principle, upon filling of the LDPE/HDPE polymer blend with 1 wt % of aluminum hydroxide. However, with an increase in the filler content to 3–5 wt %, the Newtonian principle of melt flow is violated.
There is a slight growth of the shear rate of the composite melt only at the Al(OH)3 filler content of 1 wt % in the composite, while with a further increase in the concentration of filler the shear rate approaches the shear rate of initial LDPE/HDPE polymer blend.
Analysis of the flow curves showed that there is a uniform increase in the shear rate of the composites with an increase in temperature and shear stress, which can presumably be caused by the stability and controlling ability of heterogeneous nucleation centers, which are formed by filler particles in the melt. In this case, thermal-fluctuation break and recovery of agglomerates is controlled by heterogeneous centers. It is evident that aluminum hydroxide is a strong heterogeneous nucleation center [10].
Another important characteristic of polymer material is the effective viscosity of melt. Figures 2a–2d show in logarithmic coordinates the dependence of the effective viscosity of melt on the temperature and shear rate of the LDPE/HDPE blend and its composites. Analysis of the curves in Fig. 2a shows that this dependence is linear at 190°C; however, the linear dependence is violated at 210–250°C and relatively low shear rates.

Dependence of melt viscosity on shear rate of (a) LDPE/HDPE (50/50), (b) LDPE/HDPE + 1 wt % Al(OH)3, (c) LDPE/HDPE + 3 wt % Al(OH)3, and (d) LDPE/HDPE + 5 wt % Al(OH)3 at various temperatures, °C: (1) 190, (2) 210, (3) 230, (4) 250.
Figures 2b–2d show the dependences of the viscosity on the shear rate and temperature in the case of the composites based on the LDPE/HDPE blend filled with aluminum hydroxide. Change in the viscosity versus the shear rate and temperature in the case of LDPE/HDPE + 1 wt % Al(OH)3 composite is almost linear and some deviation from a linear dependence is observed only at 250°C.
With an increase in temperature and shear rate, there is a pseudoplastic flow, which is characterized by a decrease in the viscosity of melt. This fact can be interpreted by the distortion of dynamic equilibrium in the change in the failure and recovery rate of macromolecule associates in melt. In this case, failure occurs through individual displacement of segments as individual kinetic units. It is possible that there is a particular orientation of macromolecular segments at shear stress on the developed surface of filler particles, which is accompanied by the formation of heterogeneous nucleation centers in melt.
The temperature of melt significantly affects the process characteristics of polymer melts, thus determining the choice of processing mode, which positively affects the product quality obtained during pressure casting and extrusion. According to Frenkel–Eyring theory, viscosity exponentially depends on temperature. The activation energy of viscous flow is determined according to the dependence logη = f(1/T). In the case of nonlinear dependence of the logarithm of viscosity on inverse temperature, so-called apparent activation energy of flow is calculated [11, 12]. Figures 3a–3d show the dependences of inverse temperature on the effective viscosity of the LDPE/HDPE blend and the composites on its basis in the broad loading range of 3.8 to 21.6 kg.

Dependence of melt viscosity on the inverse temperature of (a) LDPE/HDPE (50/50), (b) LDPE/HDPE + 1 wt % Al(OH)3, (c) LDPE/HDPE + 3 wt % Al(OH)3, and (d) LDPE/HDPE + 5 wt % Al(OH)3 at different loads, kg: (1) 3.8, (2) 5.0, (3) 10.0, (4) 12.5, (5) 21.6.
Figure 3a shows the dependences of the viscosity of melt on inverse temperature in the case of LDPE/HDPE polymer blend. Analysis of these curves shows that the dependence of viscosity on temperature in the loading range from 3.8 to 21.6 kg is mainly nonlinear, while the apparent activation energy of viscous flow of this blend varies in a rather broad range from 6.0 to 19.0 kJ/mol.
Figure 3b shows the dependences of the viscosity of melt on inverse temperature in the case of LDPE/HDPE + 1 wt % Al(OH)3 composite. It is evident from these curves that the dependences of viscosity on temperature are linear at shear stresses of 3.8 and 5.0 kg, which gives the activation energy of viscous flow of 11.0 kJ/mol. However, at shear stresses of 10.0–21.6 kg, the apparent activation energy of viscous flow varies in the range of 11.0–22.0 kJ/mol.
Figures 3c and 3d show the dependences of logη = f(1/T) for LDPE/HDPE + 3 wt % Al(OH)3 and LDPE/HDPE + 5 wt % Al(OH)3 composites. It can be determined from comparison of these curves that the dependence of viscosity on temperature is a curve in the range of non-Newtonian flow and the apparent activation energy of viscous flow varies in the range of 13.0–31.0 kJ/mol. However, this dependence is linear in the case of LDPE/HDPE + 5 wt % Al(OH)3 composite and the activation energy corresponds to 11.0 kJ/mol.
It can be stated from the results of the study that the activation energy of viscous flow of filled composites is higher than that of the initial mixture. The flow of polymer materials is featured by the fact that macromolecules cannot be displaced as a whole unit. As a result, viscous flow deformation is carried out through successive displacement of macromolecular segments by “holes” (free volume). The segments of macrochains are not displaced to the neighboring position when the total volume of all “holes” (free volume) in the polymer is equal to or less than 2.5% of the total volume of polymer. Thus, the polymer flow is possible when there is a sufficient amount of free volume in melt. Disperse aluminum hydroxide particles restrict viscous flow filling the free volume; for this reason, large activation energy is necessary for their displacement.
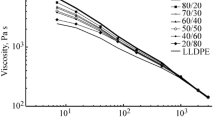
With the aim of further systematization and generalization of experimental data, it was important to plot the temperature-invariant characteristics of flow of the composites. The method of universal temperature-invariant curve allows one to evaluate the state of polymer in a particular flow mode. This method also significantly facilitates measurement of viscosity in a broad range of stresses, shear rates, and temperatures, which gives flow curves on the basis of a minimum amount of experimental data. This is particularly convenient when it is necessary to obtain approximate characteristics of rheological properties under real processing conditions of polymer. Figure 4 shows the temperature-invariant characteristics of viscous characteristics of the LDPE/HDPE blend and its composites filled with aluminum hydroxide at 1, 3, and 5 wt %. Analysis of the data in Fig. 4 shows that the reduced viscosity ηe/η0, where η0 is the highest Newtonian viscosity and ηe is the effective viscosity of melt, decreases with an increase in the reduced shear rate γη0. Existence of temperature-invariant characteristics of melt indicates a qualitatively identical origin of break of the associates in the viscous-flow state.

Temperature-invariant characteristic of viscosity properties of LDPE/HDPE (50/50) blend and its aluminum hydroxide-filled composites.
CONCLUSIONS
Flow curves and viscosity of the composites based on high- and low-density polyethylene blends filled with aluminum hydroxide have been studied. With an increase in the concentration of aluminum hydroxide to 5 wt %, the shear rate remains almost constant with respect to the LDPE/HDPE (50 : 50) initial blend.
The dependence of viscosity on temperature has been determined in Arrhenius coordinates, according to which the apparent activation energy of viscous flow of the LDPE/HDPE initial blend and its composites with aluminum hydroxide varies in the ranges of 6.0–19.0 and 11.0–31.0 kJ/mol, respectively.
A universal temperature-invariant characteristic of viscosity has been plotted, which allows one to predict the change in the viscosity of composite melt in a broad range of shear rates and stresses.
REFERENCES
Zhang, W., Camino, G., and Yang, R., Polymer/polyhedral oligomeric silsesquioxane (POSS) nanocomposites: an overview of fire retardance, Prog. Polym. Sci., 2017, vol. 67, pp. 77–125.
Georlette, P., Simons, J., and Costa, L., Halogen-containing fire-retardant compounds, in Fire Retardancy of Polymeric Materials, Grand, A.F. and Wilkie, C.A., Eds., New York: Marcel Dekker, 2000, pp. 245–284.
Rothon, R. and Hornsby, P., Fire retardant fillers for polymers, in Polymer Green Flame Retardants, Amsterdam: Elsevier, 2014, chap. 9, pp. 289–321.
Su, Z., Jiang, P., Li, Q., Wei, P., and Zhang, Y., Toughening of polypropylene highly filled with aluminumhydroxide, Polym. Polym. Compos., 2005, vol. 13, no. 2, pp. 139–150.
Pilarska, A., Bula, K., Myszka, K., Rozmanowski, T., Szwarc-Rzepka, K., Pilarski, K., Chrzanowski, L., Czaczyk, K., and Jesionowsk, T., Functional polypropylene composites filled with ultra-fine magnesium hydroxide, Open Chem., 2015, vol. 13, pp. 161–171.
Hoseini, M., Haghtalab, A., and Family, N., Influence of compounding methods on rheology and morphology of linear low-density polyethylene/poly lactic acid, Appl. Rheol., 2016, vol. 26, no. 6, pp. 64746–64523.
ASTM D1238-10: Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer, West Conshohocken, PA: ASTM Int., 2010.
Moore, D.S., Notz, W.I., and Fligner, M.A., The Basic Practice of Statistics, New York: W.H. Freeman, 2010.
Kakhramanly, Yu.N., Nesovmestimye polimernye smesi i kompozitsionnye materialy na ikh osnove (Incompatible Polymer Blends and Composite Materials Based on Them), Baku: Elm, 2013.
Zhang, Z., Li, M., Wu, L., Zhang, Y., and Mai, K., Preparation and crystallization of aluminum hydroxide-filled β-polypropylene composites, J. Therm. Anal. Calorim., 2017, vol. 130, no. 2, pp. 773–780.
Kakhramanov, N.T., Arzumanova, N.B., Osipchik, V.S., and Guliev, A.M., Rheological properties of composite materials based on random polypropylene and vesuviane, Perspekt. Mater., 2017, no. 4, pp. 35–43.
Kakhramanov, N.T., Arzumanova, N.B., Alieva, F.M., and Gadzhieva, R.Sh., Rheological properties of nanocomposites based on vesuviane and propylene block-copolymer with ethylene, Plast. Massy, 2018, nos. 11–12, pp. 3–6.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by A. Muravev
Rights and permissions
About this article

Cite this article
Arzumanova, N.B., Mustafayeva, F.A. & Kakhramanov, N.T. Rheological Properties of Composites Based on Aluminum Hydroxide and Low- and High-Density Polyethylene Blends. Inorg. Mater. Appl. Res. 11, 429–434 (2020). https://doi.org/10.1134/S2075113320020045
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2075113320020045