
Abstract—The structural formation and properties of austenite in martensite aged (maraging) 03N18K9M5T steel were analyzed. The morphological features of austenite, determining its resilience to heating, supercooling, and plastic deformation, were established. The difference between the characteristics of residual and reverted austenite was substantiated. The contributions of phase hardening and dispersion of crystals to the yield strength of residual austenite were determined. The role of both types of austenite in the formation of steel was shown as well.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
An increase in reliability and durability as the main parameters of structural strength of martensite aged steel products is related to the presence of austenite in both single- and two-phase steels [1–3]. Austenite may be residual after quenching at various temperatures and stabilization conditions (γres), or reverted as a result of reversible α → γ transformation (γrevI; when the temperature ranges of α → γ transformation and aging match, then γrevII) and hence possessing differences in structure and properties [1–4].
Martensitic steel 03N18K9M5T after special thermal treatment has the complex structure of α-martensite, γres, and γrevII, which allows the viscosity to be increased by more than a factor of two in comparison with steel without the γ phase [1]. It is also established that the presence of residual and reverted austenite in the steel structure favors the improvement of plasticity and viscosity at retention of high strength [1]. In this respect, the present work aims at the comprehensive analysis of the complex structure, properties of composing austenite phases (γres and γrevII), and their role in the increase in mechanical characteristics of 03N18K9M5T steel.
EXPERIMENTAL
Samples were 03N18K9M5T steels with the following chemical composition: 0.009% С; 18.3% nickel; 8.9% cobalt; 5.1% molybdenum; 0.66% titanium; 0.06% aluminum; 0.03% silicon; 0.03% manganese; 0.004% sulfur; 0.007% phosphorus; the rest was iron. The austenite content was determined via X‑ray diffraction on a DRON-3 diffractometer from the intensity ratio of the (110) (α phase) and (111) (γ phase) peaks. The unit cell parameter was found from the (220) peak position. The diffraction maximum profile was established from the points with a set at least of 106 pulses for each maximum. The plastic deformation resilience of austenite (mγ, or the degree of deformation γ → α transition) was evaluated using the ratio [(γ – γk)/γ] × 100%, where γ is the initial austenite content in the sample and γk is the austenite content after plastic deformation or in the fracture of the sample. The fine structure of steel was probed on a JEM-100 electron microscope, and the critical temperature Mn was determined on a Shevenar dilatometer. The conditions for obtaining the complex structure at all stages of its formation in accordance with the above method [1], intended for stabilizing austenite in the form of a dispersed nickel-enriched phase in the steel, were as follows: the preliminary annealing in the intercritical An–Ak temperature range (hereinafter, the annealing); the quenching at temperatures above Ak with a short exposure (hereinafter, the “ST quenching” or simply “quenching”), and the aging.
RESULTS AND DISCUSSION
Preliminary Annealing
As known [5–7], reverted austenite I (γrevI) in the martensite aged steel is obtained by the annealing in a two-phase (α + γ) domain at temperatures of the α → γ transformation (500–800°С), which is accompanied by the nickel redistribution between α and γ phases, as well as the enrichment of austenite and its stabilization, whose obstacles are stated in [5, 6]. As seen in Figs. 1a and 1b, the γrevI phase looks like randomly oriented rods (laths) inside the initial α phase (α-martensite) with fragmented laths at the boundaries of martensite crystals and packets. The crystal size in the γrevI phase depends on the temperature and duration of the annealing (Table 1). Since the mechanism of the γrevI formation is crystallographically ordered [5, 6], the γrevI structure exhibits twins, dislocations, intermetallic particles with needle (Ni3Ti) and equiaxial (Fe2Mo) shapes, inherited from the parental α phase (see Figs. 1a, 1b, and 1g).

Martensite–austenitic structure of 03N18K9M5T steel with various types of γ phase: (a, g) α + 23% γrevI (550°С, 3 h); (b) α + 53% γrevI (600°С, 1 h); (c) α + 24% γres (600°С, 1 h + 820°С, 6 min); (d, h) α + 60% γres (600°С, 1 h + 820°С, 2 min); (e, f) α + 24% γres + 15% γrevII (600°С, 1 h + 820°С, 6 min + 490°С, 3 h); (f) dark-field image in the (200) reflex of γ austenite.
The amount of γrevI phases is determined by the annealing temperature and varies through a maximum which is sensitive to the isothermal exposure time at the annealing temperature (Fig. 2a). The losses of its stability after the maximum in the temperature dependence are due to the depletion of austenite in nickel in this temperature range in accordance with the Fe–Ni state diagram, which is confirmed by a decrease in the critical temperature Mn (Fig. 2b), the quantitative estimate of the unit cell parameter in the α and γ phases (Fig. 3a), and the change in the physical broadening (β) of diffraction maxima from these phases (Fig. 3b).

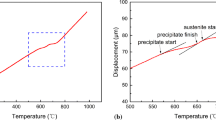
(a) Reverted austenite I concentration as a function of heating temperature and exposure time at pre-annealing; (b) critical temperature Mn versus heating temperature at 1-h exposure of 03N18K9M5T steel.

(a) Lattice parameters аα and аγ of martensite and reverted austenite I; (b) X-ray diffraction line width β as a function of annealing temperature in 03N18K9M5T steel. The exposure time was 1 h.
The study of resilience of the γrevI phase to plastic deformation reveals that austenite obtained at 575°С for 1 h is stable at degrees of deformation up to 50%. At temperatures of 600–700°С, austenite with a smaller nickel content undergoes the γ → α transformation already at low degrees of deformation (~5%) (Fig. 4).

Resistance of reverted austenite I to plastic deformation by rolling (mγ) in 03N18K9M5T steel at various annealing temperatures: (1) 575; (2) 600; (3) 650; (4) 700°С. The exposure time was 1 h.
Quenching
Heating of steel with a (α-martensite + γrevI) structure for 2–12 min at temperatures above Ak allows one to fix a structure with residual austenite (α-martensite + γres) (Figs. 1c and 1d). Residual austenite is located in the former volumes of reverted austenite and possesses a pronouncedly fragmented structure with a high dislocation density (Fig. 1c). The structure after 2-min quenching retains a large amount of equiaxial intermetallic compounds (Figs. 1d and 1h), which are observed in both the crystals of the α phase and the crystals of the γ phase. A decrease in the amount of γres upon 12-min quenching (Fig. 5a) is due to the development of homogenization, which is confirmed by the changes in the lattice parameters (Fig. 6a). Residual austenite is found to be resistant to supercooling and decomposition upon heating [1, 7].

The amount of residual austenite (γres) versus the exposure time (τ) upon ST quenching (820°С) in 03N18K9M5T steel pre-annealed for 1 h at temperatures of (1) 575, (2) 600, (3) 650, and (4) 700°С (a) and at temperatures above \({{A}_{{{{c}_{3}}}}}\) upon annealing at 575°С for 1 h (b).

(a) Lattice parameters of martensite (аα) and residual austenite (аγ) and (b) widths (β) of (220)α and (311)γ XRD lines at various exposure times (τ) upon the quenching of 03N18K9M5T steel: (a) (1, 2) аα and аγ (initial state—annealing at 600°С, 1 h); (3) аα after conventional quenching (820°С, 1 h); (b) (1, 3 and 2, 4) β(220)α and β(311)γ, respectively, after the ST quenching at 820°С and aging at 490°С, 3 h; (5, 6) initial values of β(220)α and β(311)γ (annealing at 600°С, 1 h); (7, 8) values of β(220)α after the quenching at 820°С, 1 h and subsequent aging at 490°С, 3 h.
The well-developed dislocation structure in γres crystals is the manifestation of the phase hardening, whose degree can be estimated from the blurring of X‑ray diffraction maxima (Fig. 6b). The longer the high temperature exposure, the larger is the (311) line width of austenite, which is on account of the more intense γ → α transformation, and, consequently, the higher degree of phase hardening. A decrease in the (311) austenite peak width, as well as in the (220) martensite line at subsequent aging, is caused by the elimination of elastic microdistortions [8].
As follows from Fig. 5, the γres content depends on (a) the annealing conditions and (b) the ST quenching exposure time, reaching ~60% (see Table 1). In accordance with earlier remarks, incomplete homogenization upon quenching enables residual austenite to be maintained in former volumes of the γresI phase, which contain the highest nickel concentrations. In the case of equal volumes of reverted and residual austenite, the shape and sizes of γres crystals are close to those of γresI crystals (see Figs. 1a–1d and lines 1–4 in Table 1). The stabilization of the γres phase in the steel with a crystal size of ~60 nm causes a decrease in the critical temperature An of the α → γ transition by 60–70°С, leading to favorable conditions for the nucleation of γresII upon aging [7].
Aging
Besides the release of a dispersed Ni3Ti reinforcing phase, the aging of the (α-martensite + γres) steel induces the formation of the γresII phase in martensite (Fig. 7, curve 2, Figs. 1e and 1f). As a rule, austenite crystals are composed of two zones with a diffraction contrast and the pronounced boundary between them. According to the mutual orientation of zones within a crystal, the γ phase zones with a mild internal structure were considered to be reverted austenite (Figs. 1e and 1f). These observations gave reason to believe that the γresII phase forms on residual austenite as a nucleus of chemical inhomogeneity. This is also confirmed by an increase in the γ phase crystal sizes (lines 4 and 5 in Table 1).

Austenite content as a function of exposure time at a quenching temperature of 820°С in 03N18K9M5T steel after aging at 490°С, 3 h): (1) γres; (2) γrevII; (3) γtotal = γres + γrevII. The initial state—annealing at 600°С, 1 h.
The stability of the γres and γrevII phases to plastic deformation was concluded from the degree of the γ → α transformation (mγ) in the fractures of samples. As seen in Fig. 8, the impact strength of (α-martensite + γres) samples (aging at 430°С, 3 h) is higher than in those with the (α-martensite + γres + γrevII) structure (aging at 490°С, 3 h). An increase in the exposure time during the ST quenching, when the nickel content in austenite decreases, makes the difference in mγ values more pronounced (Fig. 8, curves 3 and 4). It is evident that only residual austenite undergoes the γ → α transformation, whose degree increases with exposure time. When the transformation passes completely (Fig. 8, curves 1 and 3), the austenite content in the fractures of (α-martensite + γres + γrevII) samples corresponds to the amount in γrevII (Fig. 7, curve 2; Fig. 8, curve 2), which is stable to temperatures of –196°С [1].

Austenite content (1, 2) in the fracture of sample on KCU and degree of deformation γ → α transformation (3, 4) in 03N18K9M5T steel versus exposure time at a quenching temperature of 820°С and aging temperature. The aging temperatures are (1, 3) 430°С and (2, 4) 490°С (aging for 3 h).
The contributions of crystal size and fine structure to the hardening of residual austenite were evaluated using the Hall–Petch relation, which is suitable for both single- and two-phase alloys. The contribution of dispersion of γres crystals to the yield strength of steel at its content of 24% was ~300 MPa, while the contribution from phase hardening yielded ~500 MPa [8], which is comparable with the increment in the yield strength (Δσ0.2) of austenite alloys due to phase hardening or plastic deformation (300–600 MPa) [5, 9]. The dislocation density in residual austenite was calculated to be ~2 × 1011 cm–2 at Δσ0.2 = 500 MPa [8], which is within an order of magnitude of the value experimentally found in phase-hardened austenite [5]. In the steel under study, the yield strength of residual austenite is close to that of non-aged martensite, being ~800–1000 MPa, whereas the strength of γrev is two times higher than that of the γres phase, being at the same level with strength characteristics of aged martensite (σv ≈ 2100 MPa and σ0.2 ≈ 2000 MPa) [1, 8].
The difference in the properties of γres and γrevII phases is, as follows. The dislocation density in packet martensite of N18K9M5T steel is ~1011–1012 cm–2 [10]. Residual austenite partially inherits (via the γresI phase) the dislocation structure of parental martensite [9]. The additional increase in dislocation density in the γres phase is due to plastic deformation occurring upon the martensite α ↔ γ transformations during the quenching owing to the change in specific volume and shape of crystals surrounding the microvolumes of γres [5]. The high dislocation density is also retained in residual austenite owing to short-term exposures at the quenching temperature, as well as to the presence of intermetallic particles in the initial (α-martensite + γrevI) phase, which seem to reduce the dislocation mobility until they are completely dissolved. One cannot exclude that a certain contribution to the hardening of residual austenite is made by concentration microinhomogeneities formed through the dilution of intermetallic compounds that increase the efficiency of phase hardening via the interaction with defects of the γres phase.
Shorter exposure times at the quenching temperature ensure a lower degree of phase hardening, which manifests itself by a decrease in the (311) line of austenite (Fig. 6b). The degree of dispersion of γres decreases as well (see Table 1 and Fig. 1d). Meanwhile, the yield strength of the γres phase does not decrease, but even increases at exposure times less than 4 min (γres > 35%). This is evident from data acquired on quenched samples (Table 2). A decrease in yield strength of the γres phase seems to be compensated or even overlapped owing to an increase in the amount of phase microinhomogeneities in the γ phase, as well as the presence of intermetallic particles at small exposure times (2 min), because of the slight reduction in the dislocation density and dispersion of crystals (see Figs. 1d and 1h).
As mentioned above, the yield strength of reverted austenite exceeds that of residual austenite by ~1000 MPa. This difference can be caused by neither the dispersion of crystals nor the degree of phase hardening. The formation of γrevII on the γres phase augments the crystal sizes of the γ phase, and the degree of phase hardening may be even smaller than in the case of γres, because γrevII arises at the temperature of 490°С, and the shear process of the (α-martensite + γres) structure formation ends at room temperature.
A decrease in the degree of phase hardening of reverted austenite may also be caused by the orientation influence of the γres phase on the nucleation and growth of γrevII crystals. It is not excluded that the displacement of atoms during the α → γ transition occurs in reciprocal ways with partial annihilation of dislocations [5, 6, 9].
In our opinion, the abrupt increment in the yield strength of the γrevII phase is due to dispersive hardening. Meanwhile, this process for Fe–Ni-austenite necessitates more than 1% Ti. Furthermore, even at a Ti content of ~3%, the yield strength of austenite increases by only 400–500 MPa, whereas the difference upon the combined phase hardening and aging is 600–700 MPa. On the other hand, as shown in works on austenitic steels [5, 9], the efficient hardening of austenite on account of dispersive hardening requires higher aging temperatures (600–700°С). It is evident that dispersed intermetallic particles arising upon aging in martensite are inherited by reverted austenite crystals within the movement of the γ/α interface during the α → γ transformation. This is also evident from the fact that intermetallic compounds occur at a rate greatly exceeding the rate of γrevII formation [6]. Moreover, the dilution rate of intermetallic compounds in austenite is almost excluded because of comparatively low aging temperatures.
Intermetallic compounds inherited by reverted austenite are well resolved after heating to 550 and 600°С (Figs. 1a, 1b, and 1g). Although observing them after aging at 490°С meets some difficulties, intermetallic compounds are detected in regions of local change in contrast. The large increment in yield strength of the γrevII phase on account of inherited particles is likely due to their high degree of dispersion, as well as to the large volume content, which cannot be achieved in pure austenite, when the aging causes the formation of Ni3Ti particles with hcp and fcc lattices isomorphic to the matrix lattice [5, 9]. It is obvious that the γrevII phase of the steel inherits only the hcp Ni3Ti particles, whose lattice exhibits the larger mismatch with that of the matrix.
As follows from the analysis of the fine structure, morphology, and other characteristics of austenite, the creation of dispersed nickel-enriched γrevI martensite with a fine structure, developed by phase hardening, in the (An–Ak) biphase domain together with parental α-martensite, as well as the formation of a concentration inhomogeneity on its basis upon high-temperature ST quenching, leads to the steel structure stabilization to 60% γres. The presence of residual austenite and nickel-enriched martensite microvolumes near the γres domain in the steel favors a decrease in the An critical temperature of the inverse α → γ transformation [7], which leads to the formation of nanoduplex austenite (γrevII on residual austenite) upon aging.
Since residual austenite possesses high plasticity and is metastable to plastic deformation, the complex structure of the steel retains good relaxation ability. Exhibiting high strength and resilience to supercooling and plastic deformation [1], reverted austenite II helps to strengthen α/γ interfaces, which enables one to maintain excellent strength characteristics.
CONCLUSIONS
1. The fundamental reasons for stability of austenite in martensite aged 03N18K9M5T steel were established from structural features and properties of austenite. Among them were dispersion of austenite crystals, concentration inhomogeneity of a solid solution, phase hardening, and presence of intermetallic compounds.
2. The difference in characteristics of residual and reverted austenite II was substantiated. High yield strength values of residual austenite were due to small crystal sizes of the γ phase and a high density of dislocations (~1011 cm–2). A twofold increase in strength of reverted austenite II in comparison with residual austenite is due to the inheritance of Ni3Ti dispersed particles during the aging-induced α → γ transition, which were earlier released in martensite of residual austenite.
3. The role of residual and reverted austenite II in the formation of 03N18K9M5T steel was shown. High viscosity values at elevated strength originate from the complex structure based on α-nanomartensite and nanoduplex austenite with peculiar morphology and characteristics. The presence of residual austenite with high plasticity and metastability to plastic deformation ensures high relaxation ability of the structure. Being stable to plastic deformation, reverted austenite II, arising upon aging on a soft substrate of residual austenite, reinforces the α/γ interfaces and maintains high strength of the steel.
REFERENCES
Dementyev, V.B., Sukhikh, A.A., and Makhneva, T.M., On problem of increasing the structural strength of maraging steels, Inorg. Mater.: Appl. Res., 2015, vol. 6, no. 4, pp. 343–349.
Gladkovskii, S.V., Ishina, E.A., and Kuteneva, S.V., Raising the structural strength of systematically alloyed Fe–Cr–Ni–Mo-base maraging steels, Met. Sci. Heat Treat., 2016, vol. 57, nos. 11–12, pp. 663–668.
Ishina, E.A., Gladkovskii, S.V., Bersteneva, E.L., et al., Effect of stability of reversed austenite on the mechanical characteristics of maraging steels on Fe–Ni–Co–Cr and Fe–Ni–W–Co–Mo bases, Materialy III Mezhdunarodnoi interaktivnoi nauchno-prakticheskoi konfe-rentsii “Innovatsii v materialovedenii i metallurgii,” Ekate-rinburg, 17–21 dekabrya 2013 g. (Proc. III Int. Interactive Sci.-Pract. Conf. “Innovations in Material Science and Metallurgy,” Yekaterinburg, December 17–21, 2013), Yekaterinburg: Ural. Gos. Univ., 2013, pp. 157–158.
Ivanov, A.S., Bogdanova, M.V., and Vylezhnev, V.P., About reverted austenite in carburized layers of low-carbon martensitic steels, Met. Sci. Heat Treat., 2015, vol. 57, nos. 1–2, pp. 103–106.
Malyshev, K.A., Sagaradze, V.V., Sorokin, I.P., et al., Fazovyi naklep austenitnykh splavov na zhelezonikelevoi osnove (Phase Hardening of Austenitic Alloys on the Fe–Ni Basis), Moscow: Nauka, 1982.
Zel’dovich, V.I. and Frolova, N.Yu., Effect of heating rate on the austenite formation and recrystallization of maraging steel, Fiz. Met. Metalloved., 1990, no. 2, pp. 178–185.
Makhneva, T.M., Sukhikh, A.A., and Dement’ev, V.B., Inverse martensitic α → γ transformation in nanostructured maraging steels, Met. Sci. Heat Treat., 2017, vol. 59, nos. 7–8, pp. 473–478.
Sukhikh, Ar.A., Dement’ev, V.B., and Sukhikh, An.A., The reasons of high strength of residual and reverted austenite of maraging N18K9M5T steel, Khim. Fiz. Mezoskop., 2008, vol. 10, no. 2, pp. 200–206.
Sagaradze, V.V. and Uvarov, A.I., Uprochnenie i svoistva austenitnykh stalei (Strengthening and Properties of Austenitic Steels), Yekaterinburg: Ural. Otd., Ross. Akad. Nauk, 2013.
Perkas, M.D. and Kardonskii, V.M., Vysokoprochnye martensitno-stareyushchie stali (High-Strength Maraging Steels), Moscow: Metallurgiya, 1970.
Funding
This work was supported by the Russian Foundation for Basic Research (project no. 18‑10‑1‑36).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by O. Maslova
Rights and permissions
About this article

Cite this article
Sukhikh, A.A., Makhneva, T.M. & Dement’ev, V.B. Austenite in Nanostructured Maraging Steel. Inorg. Mater. Appl. Res. 10, 966–973 (2019). https://doi.org/10.1134/S2075113319040415
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2075113319040415