
Abstract
The state-of-the art in the catalytic conversion of natural gas containing methane as the main component to valuable chemicals and fuels is reviewed. Methane conversion processes are of considerable importance to society; like oil, they are sources of energy, fuels, and chemicals. Direct and indirect means of methane conversion are discussed. Direct methane conversion processes are commonly thought of as the Holy Grail of modern research, since the methane molecule is extremely stable. Ways of producing synthesis gas, methanol, ethylene, formaldehyde, benzene, and other compounds are considered. The main emphasis is on processes of direct methane conversion (methane dehydroaromatization). Catalysts and the conditions for their synthesis are described, the state of active sites is studied, and a mechanism of methane dehydroaromatization is proposed. The reasons for catalyst deactivation and means of catalyst regeneration mechanism are described. The review helps summarize recent advances in heterogeneous catalysis in the field of natural gas conversion.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Table of Contents
Introduction
1. Indirect Methane Conversion
1.1. Synthesis gas production
2. Direct Methane Conversion
2.1. Oxidative dimerization of methane
2.2. Partial oxidation of methane to methanol and formaldehyde
2.3. Methane dehydroaromatization
2.4. Other modern methane conversion processes
Conclusions
References
INTRODUCTION
The development of effective and selective ways of converting natural gas to fuels and valuable chemicals has been the focus of researchers for several decades. Huge reserves of natural gas (198.8 trillion m3 [1]) and recent advances in shale gas production are forcing scientists around the world to develop and improve means of natural gas conversion [2–14]. Natural gas is a mixture of methane, the main component (70–98%); ethane, propane, butane, and pentane; and other components like H2, H2S, CO2, and N2. Methane is also the main component of associated petroleum and shale gases, biogas, and gas hydrates, which are referred to as unconventional gases. According to different estimates, the reserves of these gases could be at least 4000 trillion cubic meters [15]. The problem of natural gas conversion is therefore mainly a problem of methane conversion [16].
Most natural gas is combusted to generate electrical power and heat [2, 3, 17]. The amount of natural gas subjected to conversion is as low as 5%, of which 70% is used to produce ammonia, 20% is converted to synthesize methanol, and the rest is used to produce different chemicals [17]. The use of direct ways of converting methane to fuels and chemicals is limited by thermodynamic restrictions, the lack of catalysts selective toward the target products, and catalyst deactivation due to coking.
The CH4 molecule has a regular tetrahedral structure that makes it extremely stable. Methane activation therefore requires high temperatures or aggressive reagents to ensure the scission of C–H bonds (439 kJ/mol). If an inert methane molecule is activated, the resulting products will be even more reactive, so selectivity will be reduced under the action of reagents or high temperatures.
The processes of natural gas conversion can be divided into two main areas: direct and indirect methane conversion (Fig. 1).

Ways for the conversion of natural gas (methane).
Indirect processes associated with the production of synthesis gas (CO–H2 mixtures) have been commercialized. Synthesis gas is an intermediate product in the production of hydrogen, ammonia, methanol, Fischer–Tropsch synthetic fuels, and others. [9, 18–21]. Since the early 2000s, several large enterprises for the production of methanol and other liquid products based on gas-to-liquid (GTL) technology have been put into operation around the world (the United Kingdom, Qatar, the Republic of South Africa, Malaysia, Japan) [22, 23].
The other path of natural gas conversion is the direct conversion of methane, the products of which are ethane, ethylene, aromatic hydrocarbons, and carbon [2, 5, 6, 8–10, 14, 16, 24–27]. There are other means of methane conversion as well, including halogenation and oxychlorination [2, 5, 6, 8], the production of hydrocyanic acid [2], biological oxidation [6], and electrochemical oxidation [5, 28, 29].
The main focus of this review is direct single-stage processes. These are of the greatest interest for industrial application, since they could simplify the technology for producing chemicals from natural gas (methane).
1 INDIRECT METHANE CONVERSION
1.1 Production of Synthesis Gas
High-temperature processes for methane conversion to synthesis gas are the ones most developed. They are commonly used to synthesize valuable chemicals. Synthesis gas is produced via steam [11, 30] and dry methane reforming [23, 31–34], partial methane oxidation [35–38], and autothermal reforming [2, 39–42], which is a combination of the three.
Steam methane reforming has been used in industry since 1966. Methane reacts with water to form a mixture of CO, CO2, and H2. The process is endothermic, and it proceeds according to the equation СH4 + H2O ↔ CO + 3H2, \(\Delta H_{{298}}^{^\circ }\) = +206 kJ/mol.
The process is typically conducted using group VIII transition metals supported on different supports. Rhodium and ruthenium catalysts display the highest activity, but since they are expensive, Ni or Co catalysts are used in industry [43]. The process typically occurs at a temperature of 900°C, and the resulting synthesis gas has the composition H2 : CO > 3 (the ratio required for ammonia synthesis). If necessary, a ratio of H2 : CO = 2 is obtained (which is required for the synthesis of methanol and liquid hydrocarbons), and the problem of utilizing the generated hydrogen arises. It has been proposed that excess hydrogen be extracted using membranes and then combusted [30, 44, 45]. However, this procedure adversely affects the economic component of the process. Despite the problems associated with this process, 95% of the synthesis gas produced before the 2000s was synthesized in this way.
Partial methane oxidation is a promising process in which methane is mixed with oxygen and converted with a catalyst to produce synthesis gas, according to the equation 2CH4 + O2 → 2CO + 4H2, \(\Delta H_{{298}}^{^\circ }\) = −36 kJ/mol.
This process is more advantageous than the steam reforming of methane, since the resulting synthesis gas has the composition H2 : CO = 2, which is required for the synthesis of methanol and synthetic fuels [37]. The process is conducted at temperatures above 850°C using catalysts that contain group VIII transition metals (Rh, Pt, Pd, Ir, Ru) [46]. However, Ni and Co catalysts are often used instead, since their cost is lower [36, 37]. The activity of supported Pt/Al2O3, Pt/ZrO2, and Pt/Ce–ZrO2 catalysts is due to their ability to accumulate oxygen, which ensures the removal of coke deposits from the catalyst [47]. The technological complexity of this process includes the need to develop an oxygen plant, its explosiveness, and the large size of the reactor, which interferes with the widespread commercial use of this process.
Membranes are well suited for the partial oxidation of methane, since they can combine oxygen separation and partial oxidation, reducing the operating costs and the explosion hazard of the process [36, 44, 45]. The strongest ability to transport oxygen is displayed by oxide-type ceramic membranes with deposited noble metals [48] and perovskite-type membranes that exhibit mixed ionic and electronic oxygen conductivity [49]. Tests of LiLaNiO/Al2O3 and Ni/ZrO2 catalysts supported on a Ba0,5Sr0,5Co0,8Fe0,2O3−δ membrane and a La4Sr8Ti12O38−δ catalysts supported on a Ce0,8Sm0,2O2-δLa0,8Sr0,2CrO3−δ membrane showed that methane combusts to form CO2, due to the high temperature of the process (850–875°С) [50]. To eliminate the methane combustion reaction and contribute to the direct partial oxidation of methane, we must therefore modify a conventional catalyst bed (Ni/Al2O3, LiLaNiOx/Al2O3) or select a new one that will improve the transport and preservation of active oxygen in an oxygen-rich membrane. These requirements are met by a Ni/Sm0.2Ce0.8O2−δ/Al2O3 catalyst supported on a La0.6Sr0.4Co0.2Fe0.8O3−δ membrane. Using this catalyst, the conversion of methane is 86.0%, while the selectivity toward CO is 92.5% [46]. Other catalysts for the partial oxidation of methane are platinum nanoparticles supported on barium hexaaluminate, which is stable at high temperatures [51], and Ca-promoted Co/Al2O3 catalyst. This promotion raises the conversion of methane to 88% and the selectivity toward CO to ≈94%. In addition, it takes a long time for coke to form on the catalyst [37].
In recent years, the attention researchers give to “green” technologies has revived interest in the dry reforming of methane, which requires two greenhouse gases: CH4 + CO2 ↔ 2CO + 2H2, \(\Delta H_{{298}}^{^\circ }\) = +247 kJ/mol.
The synthesis gas in this case has the composition H2 : CO = 1, which is required for the Fischer–Tropsch synthesis of long-chain hydrocarbons. Supported Ni and Co serve as catalysts for the process [31, 43]. A major problem in the dry reforming of methane is catalyst deactivation [23, 32]. Different aspects of dry reforming were analyzed in [23, 33, 34] to lower the volume of coke deposits and eliminate the sintering of Ni catalyst: active metal–support interaction, reducing the size of catalyst particles, changing the pretreatment procedure, and combining different metals and supports. In [52], it was found that small metal nanoparticles are less prone to coking than large particles. The authors of [32, 53] showed that adding Pt to a Ni/Al2O3 catalyst results in the formation of NiO, rather than NiAl2O4, contributing to the reduction of nickel compounds to metallic Ni. It was also reported that the size of metallic nickel falls as the concentration of Pt rises. The formation of Ni–Pt alloy results in higher catalytic activity and reduced coke deposits. The use of base supports CeO2 and La2O3 also lowers the volume of coke deposits, since it facilitates the dissociation of CO2 to form oxycarbonates. This gives the support surface oxygen atoms that contribute to the removal of coke deposits [54].
Autothermal reforming is a promising way of converting natural gas into synthesis gas. It requires a simultaneous supply of steam and oxygen, and there is combustion of “wet” gas. Reforming is done using Ni catalysts supported on different materials like MgAl2O4, Al2O3, CeO2, ZrO2, and Ce–ZrO2 [2, 42, 43]. The resulting synthesis gas has the composition H2 : CO = 2 and a temperature of 850–1100°С [2], so the catalysts are less susceptible to coking. This procedure complicates the process, since it requires an oxygen plant to generate oxygen or membranes that ensure oxygen is replaced with air [41, 42]. The world’s largest GTL complex with a capacity of 34 000 barrels of liquid products per day was built in Oryx (Qatar) on the basis of this technology for producing synthesis gas [22].
2 DIRECT CONVERSION OF METHANE
2.1 Oxidative Dimerization of Methane
Ethylene is used in industry as a feedstock for the organic synthesis of different compounds like halogen derivatives, alcohols, vinyl acetate, dichloroethane, vinyl chloride, ethylene oxide, polyethylene, styrene, acetic acid, ethylbenzene, and ethylene glycol. Ethylene is currently produced by heating light oil fractions.
In the early 1980s, the authors of [55] reported that using different metal oxide catalysts at a temperature of 500–1000°С, the reaction of methane with oxygen results in the formation of ethylene: 2CH4 + O2 → C2H4 + 2H2O, \(\Delta H_{{298}}^{^\circ }\) = −281 kJ/mol.
This process was later labeled the oxidative dimerization of methane (ODM), but the formation of propane, propylene, and undesirable products of oxidation (CO, CO2, and H2O) is observed in addition to that of the target reaction product. This factor lowers the selectivity toward ethylene, and the separation of CO and CO2 from ethylene is complicated [8, 10]. The yield of C2 hydrocarbon is typically 25% at a selectivity of around 80%.
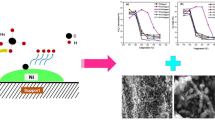
Table 1 shows the catalytic properties of the most active ODM catalysts.
Commercialization of the ODM process is hindered by the low selectivity toward C2 hydrocarbon. It has been shown that the selectivity falls as the conversion of methane rises, so the yield of C2 hydrocarbon is limited to the range of 25–30% [56]. As far back as 1988, Labinger predicted the yield would be limited to 30% [57]. Having a catalyst ensures the activation not only of methane, but of the resulting products C2H4 and C2H6 as well. This lowers the selectivity with an increase in methane conversion, so the search for catalysts that inhibit the decomposition of C2H4 remains an important line of research. Several approaches have been proposed to solve this problem by using cyclic reactors or membranes for separating methane and oxygen. Using a Bi1.5Y0.3Sm0.2O3−δ membrane raises the yield of C2 hydrocarbon to 35% at 900°C [58]. Another approach to use membranes that can selectively remove ethylene from the stream [59]. A combination of ODM and methane dehydroaromatization was discussed in [60]. Benzene is in this case synthesized from ethylene that forms in ODM and is an intermediate compound in methane dehydroaromatization.
2.2 Partial Oxidation of Methane to Methanol and Formaldehyde
The direct oxidation of methane to methanol and formaldehyde is an important task for heterogeneous catalysis. Despite several decades of research, the process remains far from practical application [2, 8]:
It highly unlikely that the high-temperature catalytic conversion of methane will someday produce acceptable yields of methanol and formaldehyde, since the high-temperature oxidation of methane is a sequential reaction (A → (k1) B → (k2) C) that proceeds via the hemolytic cleavage of C–H bonds. Since the C–H bonds in the H–CH2OH (≈95 kcal/mol) and H–CHO molecules (≈87 kcal/mol) are weaker than the one in the H–CH3 molecule (≈105 kcal/mol), k2 will be greater than k1 (typically, k2 : k1 > 20) and the yield of methanol or formaldehyde will be several percent at most [24].
Oxidation of methane into formaldehyde. Formaldehyde is produced in industry by oxidizing methanol with a silver catalyst at 600–650°C (77–87% conversion). The process can also be conducted using oxides of metals (Fe, Mo, V) at temperatures of 250–400°С (98–99% conversion).
The most thoroughly studied catalysts for the gas-phase oxidation of methane to formaldehyde are MoOx/SiO2 and VOx/SiO2 [25, 61]. High CH3OH + HCHO selectivity at a methane conversion of 25% was observed in [62] when the reaction was conducted at 600°C in excess steam using a MoO3/SiO2 catalyst. The increase in selectivity was attributed to the formation of silicomolybdic acid (H4SiMo12O40) on the catalyst’s surface. The yield of oxygenates (methanol and formaldehyde) using a V2O5/SiO2 catalyst was 16% upon adding 1% NO at 650°C. This effect can be attributed to a heterogeneous–homogeneous mechanism [63].
The authors of [64] described an alternative (and probably more promising) way of converting methane into formaldehyde. It was found that the [Al2O3]+ cation interacts with methane via two competing reactions:
The first reaction results in low (35%) selectivity toward formaldehyde due to nonselective gas-phase radical reactions. The second reaction leads directly to the formation of CH2O (65% selectivity).
The interest of researchers in this process has unfortunately declined in recent years, greatly affecting the number of reports.
Oxidizing methane into methanol. Methanol is a valuable large-scale product commonly used in different industries. The consumption of methanol is constantly growing around the world. The main consumer of methanol is traditionally the production of formaldehyde. Methanol is currently produced from synthesis gas using ZnO–CuO/Al2O3 catalyst at 200–300°C and 50–100 atm [65].
The progress made in the selective oxidation of methane to methanol in recent years is than that of the oxidation of methane into formaldehyde. There are several ways of converting methane into methanol:
(i) A high-temperature process based on homogeneous gas-phase radical reactions.
(ii) A low-temperature process with heterogeneous catalysis.
(iii) Homogeneous catalysis in solutions.
(iv) Enzyme catalysis.
A solid catalyst has no positive effect on gas-phase radical chain reactions that proceed under high pressure. However, the inertia of the reactor plays an important role in the selective formation of methanol; even the feed gas must be prevented from coming into contact with the metallic wall. It was shown in [64] that the best results are obtained with quartz and Pyrex reactors. The authors of [66] argued that a pressure of 5 MPa is optimal for converting methane to methanol in the 430–470°C range of temperatures. The conversion of methane is in this case 5–10%, and the selectivity toward methanol is 30–40%. The experimental and theoretical data suggest that the possibility of obtaining high catalytic results is limited to the gas-phase system.
Experimental studies of the direct partial oxidation of methane to methanol using a solid catalyst have yet to be successful. The main reason why methanol cannot be produced at the high temperatures required to activate methane is that methanol rapidly decomposes or oxidizes to form HCHO and COx [67]. Catalysts capable of activating methane at lower temperatures are therefore preferred for the direct synthesis of methanol. This task is extremely difficult, however, due to the strength of the C–H bond in the methane molecule.
Methane activation at low temperatures was studied via homogeneous catalysis. Methane is readily activated with strong electrophiles like [XHg+] in highly acidic solvents (sulfuric acid) at 200°C. When using Hg(HSO4)2 in concentrated sulfuric acid, the yield of methanol is more than 40% at 180°C, and the selectivity toward methanol is 90% [68]:
The authors of [69] described a platinum(II) bipyrimidyl catalyst that ensured methane conversion of 90% with 81% selectivity toward methyl bisulfate, which can be hydrolyzed to methanol and sulfuric acid. However, this way of producing methanol requires the expensive regeneration of sulfuric acid.
Another complex based on platinum(II) bipyrimidyl catalyst and a covalent triazine-based framework (CTF) synthesized via 2,6-dicyanopyridine trimerization in molten ZnCl2 was proposed in [70]. This solid ligand was coordinated by PtCl2 (Pt–CTF).
The Pt–CTF complex activates methane to form methyl bisulfate, which can be susbequently converted to methanol. This catalytic complex clearly shows how homogeneous catalysis can be used for heterogeneous catalysis. It is obvious that the yield of methanol is not high enough for the oxidation of methane on an industrial scale, while methyl bisulfate processing and SO2 reoxidation are prohibitively expensive. Another problem is that 5–10% of the Pt–CTF catalyst is lost at each stage. However, it is the first example of heterogeneous low-temperature methane oxidation that provides an industrially important yield.
2.3 Methane Dehydroaromatization
A promising process of methane conversion is the dehydroaromatization of methane to aromatic hydrocarbons (e.g., benzene, toluene, and naphthalene) [2, 5, 6, 8, 10, 14, 26, 71–73]: 6CH4 → C6H6 + 9H2, \(\Delta H_{{25}}^{^\circ }\) = +531 kJ/mol.
The selective conversion of methane to benzene was first reported in 1989 [74]. The process was conducted using a modified zeolite-containing catalyst (0.5%Pt–1.1%CrO3/HZSM-5) in a pulsed microreactor, and the yield of benzene was 14%. A Mo/HZSM-5 catalyst that ensured methane conversion of 7.2% was reported in 1993 [75]. This was followed by a number of works on the process that can be divided into (1) modifying a Mo/HZSM-5 catalyst and optimizing the conditions of the reaction, (2) studying metal–zeolite matrix interaction, (3) active sites (or active phases) and the reaction mechanism, (4) the formation of carbon deposits and their role in the reaction, and (5) optimizing the reactor and the use of membranes.
Thermodynamic calculations show the conversion of methane is unfavorable, since ΔG = 0 is achieved at a temperature of 1075°С [72]. However, the use of different catalyst systems allows us to lower the reaction temperature and obtain impressive yields of products [76].
Methane dehydroaromatization catalysts. Among the available catalysts of methane dehydroaromatization, metal–zeolite systems are of special interest because their structure ensures the stabilization of transition metal ions [72]. The common use of zeolites (e.g., ZSM-5, ZSM-8, ZSM-11, MCM-22, MCM-41, and TNU-9 [77–81]) as supports for methane dehydroaromatization catalysts is attributed to their high crystallinity, weak and strong acid sites, thermal stability, and high specific surface area. The stongest activity is exhibited by 6%Mo/H-MCM-22 and 6%Mo/H-ZSM-5 catalysts. The conversion of methane is 10.0 and 10.6%, respectively, when these catalysts are used. Molybdenum-containing catalysts based on USY, FSM-16, and mordenite zeolites display weaker catalytic activity and selectivity toward aromatic hydrocarbons. In addition, coke forms on these catalysts at selectivities of more than 80%. Catalysts based on zeolites with pore sizes of 5.3–5.6 Å (ZSM-5, MCM-22, ZSM-11, ZRP-1), which is close to the kinetic diameter of a benzene molecule, are thus the best catalysts of methane dehydroaromatization, while zeolites with a pore diameter of more than 6 Å exhibit low catalytic activity with a predominance of coke formation.
Elements studied as active components include Zn, Cu, Pt, Ni, Fe, V, Cr, W, Re, Ru, and Mn [26, 71, 82–91]. The authors of [92] found that the catalyst’s activity in methane dehydroaromatization changes in the order Mo > W > Fe > V > Cr. However, all known catalysts are susceptible to coking, which lowers their activity.
A common way of increasing the activity of Mo/HZSM-5 catalysts in methane dehydroaromatization and the length of their stable on-stream behavior in the process is to add promoters. A wide range of metals have been studied as promoters: noble metals (Pt, Pd, Rh, Ru, Ir, Re) [83 , 93–97], transition metals (Fe, Cr, Co, Ga, Ni, Zn, Ti, W) [83, 98–109], and combinations of them [84]. However, the activity of bimetallic systems can be increased only by using certain concentrations of the introduced metal and certain ways of introducing the metal into the Mo/HZSM-5 catalyst. Adding a promoter alters the structure of the zeolite catalyst via interaction with aluminum to form a metal–aluminum–oxide phase that in turn changes the catalyst’s acidity. Another role of the second metal is to form mixed molybdenum-containing phases that are active in methane dehydroaromatization [97, 108, 109].
Alternative supports for catalysts of methane dehydroaromatization. Even though zeolite systems are preferable for the dehydroaromatization of methane, the search continues for new and more active catalysts for the direct conversion of methane to aromatic hydrocarbons [84, 110–115]. The catalytic properties of Mo-containing zeolite-based catalysts depend on their pore structure, which plays an important role in the production of aromatic hydrocarbons. Most researchers are of the opinion that catalysts of methane dehydroaromatization are bifunctional [14, 26, 116]. It is believed that methane is activated on Mo sites, while subsequent oligomerization and aromatization require the Brønsted acid sites of the zeolite. Superacids HF–FSO3H, HF–SbF5, HBr–AlBr3, sulfated zirconia (SZ), and sulfated hafnia (SH) [113, 115], all of which have strong Brønsted acid sites, are therefore another class of supports considered for the dehydroaromatization of methane.
Data from studying Mo/SZ catalysts in the process of methane dehydroaromatization were presented in [113]. These catalysts are characterized by having two types of acid sites: Lewis and Brønsted. When these catalysts are used, the conversion of methane is 5–20% at process temperatures of 600–700°C. The catalysts are prone to rapid deactivation, however, due to vigorous formation of coke on the support’s surface. The authors reported that Mo/SZ and Mo/HZSM-5 catalysts are characterized by comparable activity, but Mo/SZ has greater selectivity toward condensed aromatic hydrocarbons (naphthalene, polyaromatic compounds), and Mo/HZSM-5 is more selective toward benzene.
Using SH as a support showed that the 5%Mo/SH catalyst has higher activity and selectivity toward aromatic hydrocarbons than the respective parameters of the 5%Mo/HZSM-5 sample (Table 2) [115]]
.
Metal–zeolite catalysts with a mesoporous system. In recent years, many research teams have focused on designing zeolite-containing catalysts with a secondary mesoporous structure [117–123]. On the one hand, modifying zeolite supports by creating secondary mesoporosity improves the dispersion of the active component and the accessibility of active sites, ensuring the most efficient dehydroaromatization of methane. Combining micro- and mesopores in the structure of a zeolite support also facilitates the removal of products from active sites inside the zeolite channels and the transfer of reactants to them. This allows us to increase the productivity of the catalyst and reduce the formation of coke on the surfaces of metal–zeolite catalysts.
One way of synthesizing zeolites with a hierarchical pore system is the postsynthetic hydrothermal treatment (e.g., dealumination) of zeolites [124]. Preliminarily treating zeolites by etching them with alkali solutions, aqueous solutions of salts and acids, and other chemical reagents creates a secondary mesoporous system in the structure of zeolite supports while preserving theor high degree of crystallinity and morphologically homogeneous composition. The coexistence of mesopores formed by treating the zeolite with alkali and micropores contributes to the reaction of methane dehydroaromatization in terms of mass transfer. Since the resulting aromatic hydrocarbons have a mesoporous structure, they can diffuse from the zeolite channels without condensing into polyaromatic compounds and products of condensation (coke).
Zeolites with a mesoporous structure (2–50 nm) can also be synthesized using secondary templates that are introduced at the stage of crystallization. Introducing different secondary templates into the crystallization gel during the synthesis of zeolite ensures the formation of mesopores while preserving the microporous structure of the zeolite [125]. Polymeric and organosilicon materials are used as additives, along with different templates of organic origin (especially such environmentally friendly and cheap natural materials as starch and carboxymethyl cellulose) [126, 127]. The choice of the template depends on the specific task of the synthesis and the precursors used to synthesize the zeolite. Most templates are fairly expensive and hard-to-synthesize compounds, which limits their use in synthesizing zeolites on an industrial scale.
Mesoporous zeolites have in recent years been synthesized using nanosized carbon particles (12 nm) as templates while distributing the particles over the original aluminosilicate gel [128–130]. As a zeolite crystal grows, carbon particles are incorporated into the ZSM-5 structure. Removing the carbon component by calcining creates mesoporous ZSM-5 zeolite.
The removal of carbon produces spherical voids that can either be connected to the micropores and outer surface of the zeolite crystals or isolated, thereby hindering the transport of large molecules. Using carbon nanotubes as a template produces zeolites with identical straight mesopores (12–30 nm) that match the diameter of the carbon nanotubes [131]. Introducing fine carbon particles (nanopowder, aerogel) with sizes close to the diameter of the desired mesopores as a secondary template ensures a uniform distribution of mesopores in the zeolite support. Mesopores thus facilitate the transport of the reactants from the gas phase to the micropores and allow us to remove products of aromatization to inhibit condensation reactions and thereby improve the catalyst’s resistance to coking. The selectivity of these catalysts toward benzene is higher than that of microporous samples, while the former’s selectivity toward naphthalene is lower than that of the latter.
The authors of [132–135] reported that Mo/ZSM-5 catalysts based on zeolites with a hierarchical pore system exhibit higher activity and aromatic selectivity in the reaction of methane dehydroaromatization. In this case, however, the catalyst’s stability does not increase. Some recent studies have shown that hollow capsule zeolites with a hierarchical structure can be used as supports for synthesizing catalysts of methane dehydroaromatization [136–138]. Mo/ZSM-5 catalysts based on a hollow capsule zeolite display higher conversion of methane, selectivity toward benzene, and on-stream stability, while inhibiting the deposition of carbon by increasing the rate of mass transfer in the hollow structure [139].
Molded catalysts. An important part of designing effective catalysts for the conversion of lower hydrocarbons is developing the scientific foundations of synthesizing molded samples based on Mo/ZSM-5 systems. Supplementary requirements for the strength of the catalyst are imposed when the process is conducted in a fluidized bed reactor, which ensures continuous regeneration of the catalyst in hydrogen-containing mixtures without stopping the process. The approach most commonly used is pelletizing with different binders. The effect of the nature and concentration of the binding additive and the way of introducing the binder on the physicochemical and catalytic properties of the modified samples is still unclear. The content of binding material in the catalyst is typically 20–30 wt %. Alumina, silica, and clays are used as binders. For the Mo/HZSM-5 catalyst used in the reaction of methane dehydroaromatization, however, any type of binder considerably reduces the productivity of the catalyst [140]. In addition, the mechanical strength required under industrial conditions is not always achieved for these catalysts [141, 142]. Designing binder-free pelletized catalysts with improved parameters of the secondary pore structure, characterized by high mechanical strength, crystallinity, and dynamic adsorption capacity is therefore of particular interest [143–147]. The development of a spherical binder-free Мо/Н-ZSM-5 catalyst for use in a fluidized bed reactor was reported in [148].
The authors of [149] presented results from studying the nonoxidative conversion of methane to aromatic hydrocarbons using binder-free Mo-containing catalysts based on pelletized ZSM-5 zeolites with a hierarchical pore structure and a Mo-containing catalyst synthesized by the conventional mixing of a powdered Mo/ZSM-5 sample with pseudoboehmite and subsequent pelletizing and calcining. It was shown that the activity of the pelletized Mo/ZSM-5 catalyst in the nonoxidative conversion of methane to aromatic hydrocarbons is higher than that of a catalyst synthesized by conventional means.
Catalyst synthesis methods. The activity of a catalyst depends on the means of its synthesis and the nature of the support, in which the active sites are uniformly distributed. The synthesis of any catalyst requires a number of complex sequential stages. A slight change in the conditions of can therefore lead to radical changes in the properties of the catalyst.
There are two main ways of synthesizing catalysts: impregnation and solid-phase synthesis. Most researchers synthesize 4–6%Mo/ZSM-5 catalysts by impregnating the zeolite with an ammonium heptamolybdate solution ((NH4)6Mo7O24⋅4H2O) [14, 26, 71, 72, 150]. Using these catalysts, the conversion of methane is 10–12% at a process temperature of 700°C, and the selectivity toward benzene is 60–70% [14, 26]. A disadvantage of this way of synthesizing catalysts is the nonuniform distribution of active metal phase over the volume of the zeolite and the release of the products of ammonium heptamolybdate decomposition (N2, NH3, H2O), which adverselt affect the properties of the zeolite support [151]. The use of the solid-phase synthesis ensures more uniform distribution of the metal in the zeolite. The zeolite is typically mixed with MoO3 in a mortar. The preparation of Mo/ZSM-5 catalysts via solid-phase synthesis using nanosized molybdenum powder was described in [152]. When this catalyst is used, the conversion of methane is more than 11%, higher than conversion using catalysts synthesized via impregnation [153, 154].
However, the choice of the way of synthesizing Mo/ZSM-5 catalysts is still disputed. The authors of [155] showed that the conversion of methane is identical when catalysts synthesized via mechanical mixing and impregnation are used.
After impregnating the zeolite with an ammonium heptamolybdate solution, the sample is subjected to heat treatment to ensure formation of the active phase. The zeolite is first dried for 24 h at room temperature and then for 4–24 h at 100°C. It is then calcined for 4–6 h at 500–700°C [156–161].
Preliminarily treating the catalyst with a certain gas before the methane dehydroaromatization reaction contributes to the formation of new active sites and the removal of adsorbed water [83, 156, 162–164]. Preliminary treatment is typically done with an inert gas (argon, helium, nitrogen) and a gas that oxidizes or reduces the catalyst. It was shown in [156] that the conversion of methane and the yield of aromatic hydrocarbons were 11.4 and 9.8%, respectively, after treating Mo/HZSM-5 catalyst with a mixture of methane (45%) and an inert gas (55%). Degradation of the zeolite structure was observed after treating the catalyst with an inert gas or air, due to the formation of an Al2(MoO4)3 phase. Similar results were described in [165].
State and localization of Mo in a zeolite matrix. It is assumed that molybdenum in the form of \(\left[ {{\text{M}}{{{\text{o}}}_{{\text{7}}}}{\text{O}}_{{{\text{24}}}}^{{6 - }}} \right]\) ions is localized on the outer surfaces of zeolite. Calcinating the catalyst decomposes ions of molybdenum into MoO3 [159], some of which migrate into the zeolite channels as the temperature of calcination rises [151]. The authors of [21, 151, 166–169] studied the structure of Mo compounds inside Mo/HZSM-5 catalysts. It was shown that at a catalyst calcination temperature of 350°C, MoOx particles are localized on the outer surfaces of ZSM-5 zeolite. MoOx particles migrate into zeolite channels at calcination temperatures of 500–700°C, where they interact with Brønsted acid sites to form MoO2(OH)+ ions. The cited authors concluded that each Mo ion replaces one proton of a Brønsted acid site. It was later shown that MoO2(OH)+ ions are reduced to MoOxCy, Mo2C, and \({\text{M}}{{{\text{o}}}_{{\text{5}}}}{{{\text{O}}}_{x}}{\text{C}}_{y}^{{n + }}\) active particles in the first minutes of the methane dehydroaromatization reaction, which are referred to as the induction period. According to the authors of [170, 171], Mo migrates into the zeolite channels because of the Brønsted acid sites, which are powerful traps.
On the outer surfaces of zeolite, molybdenum is reduced with methane to β-Mo2C, and Mo is partly reduced to β-MoOxCy in the zeolite channels. The species of Mo in the zeolite channels are associated with the Brønsted acid sites, which are more active and stable for the formation of mononuclear aromatic compounds in the reaction of methane dehydroaromatization.
Results from studying the state of active sites of Mo/ZSM-5 catalysts prepared via solid-phase synthesis using nanosized molybdenum powder were presented in [153, 172]. It was shown that molybdenum is stabilized in the form of two species. One of the Mo species is localized on the zeolite surface in the form of Mo2C with particle sizes of 2–10 nm (Fig. 2a). The other species is localized in the inner channels of the zeolite in the form of Mo-containing clusters smaller than 1 nm (see Fig. 2b). According to electron paramagnetic resonance, the detected clusters contain the oxidized Mo5+ species of molybdenum.

High-resolution TEM images of 4.0%Mo/ZSM 5 catalyst after a reaction: (a) Mo2C particles on the outer surface of the zeolite and (b) Mo clusters localized in the bulk of the bed [172].
The authors of [153] also reported that in the active state of the catalyst, the zeolite channels in which methane decomposes are blocked only slightly by carbon and are accessible to methane molecules. Most of the carbon formed during methane conversion is localized on the surfaces of Mo2C particles and the outer surfaces of the zeolite (Fig. 3).

High-resolution TEM images of the 4.0%Mo/ZSM 5 catalyst after reaction [153].
Reactions catalyzed by Mo/ZSM-5 therefore proceed mostly in zeolite channels. We may assume that the primary activation of methane occurs on cluster Mo in the zeolite channels and on the outer surfaces of the zeolite, while the subsequent conversion of intermediates into aromatic hydrocarbons requires the active sites of the zeolite.
Mechanism of methane conversion using Mo/H-ZSM-5 catalyst. The authors of [173, 174] were the first to propose elementary stages of the formation of C2H4 on Mo2C sites: \({\text{M}}{{{\text{o}}}_{{\text{2}}}}{\text{C(C}}{{{\text{H}}}_{{\text{2}}}}{{{\text{)}}}_{4}} \to {\text{M}}{{{\text{o}}}_{{\text{2}}}}{\text{C(C}}{{{\text{H}}}_{{\text{2}}}}{{{\text{)}}}_{{\text{5}}}} \to \) \({\text{M}}{{{\text{o}}}_{{\text{2}}}}{\text{C(C}}{{{\text{H}}}_{{\text{2}}}}{{{\text{)}}}_{4}}\) + C2H4.
The cycle begins with the adsorption of methane (i.e., the formation of a transition complex), which leads to hydrogen desorption. The methane is then readsorbed, hydrogen and ethylene are desorbed, and the active site returns to its original structure. Ethylene is aromatized after the dimerization of methane on Mo2C sites with the participation of Brønsted acid sites of the zeolite. Aromatization is a complex process consisting of several stages: chemisorption, desorption, proton transfer, hydrogenation, dehydrogenation, oligomerization, alkylation, and β-scission: \({\text{C}}{{{\text{H}}}_{4}}\xrightarrow{{{\text{M}}{{{\text{o}}}_{{\text{2}}}}{\text{C}}}}{{{\text{C}}}_{2}}{{{\text{H}}}_{4}}\xrightarrow{{{{{\text{H}}}^{ + }}}}{{{\text{C}}}_{2}}{\text{H}}_{5}^{ + }\) \(\xrightarrow{{{\text{ + 2}}{{{\text{C}}}_{2}}{{{\text{H}}}_{4}}}}{{{\text{C}}}_{6}}{{{\text{H}}}_{{12}}}\xrightarrow{{ - {{{\text{H}}}^{ + }}}}{{{\text{C}}}_{6}}{{{\text{H}}}_{6}}\xrightarrow{{{\text{ + }}{{{\text{C}}}_{4}}{{{\text{H}}}_{7}}}}{{{\text{C}}}_{8}}{{{\text{H}}}_{{10}}}.\)
Despite extensive studies of the methane dehydroaromatization process, predictive models for describing the fluctuating on-stream behavior of the catalyst (e.g., coking, deactivation, regeneration) have yet to be developed.
Deactivation of methane dehydroaromatization catalysts. Stable on-stream behavior of a catalyst with constant preservation of the catalyst’s activity and selectivity for long periods of time is one of the main characteristics that determine the efficiency of catalytic processes. The most common reason for the deactivation of Mo/ZSM-5 catalysts, which reduces their on-stream activity, is the formation of carbon deposits [59, 175]. The time in which the catalyst completely loses activity depends on many factors like the composition of the catalyst and the conditions of synthesis, the composition of the feedstock, and the mode of the process [51, 167, 176–178].
The nature of carbon deposits. In recent years, much attention has been given to studying the nature of carbon deposits and the reasons for their formation in the methane dehydroaromatization process [179–182]. Electron microscope studies of carbon deposits have revealed two types of carbon deposits in Mo/ZSM-5 catalysts that form during the reaction: carbon deposits with a graphite structure, localized on the surfaces of molybdenum carbide particles, and loose carbon deposits with an imperfect graphite-like structure on the outer surfaces of zeolite free of molybdenum carbide particles [179, 183]. The active sites of Mo/ZSM-5 catalysts synthesized using nanosized Mo powder and the deactivation of the catalyst during methane dehydroaromatization were studied via electron spectroscopy and electron paramagnetic resonance in [153, 172]. Surface Mo2C particles are deactivated at the initial stage of the reaction, due to the condensation of carbon in the form of graphite on their surfaces. The graphite layers are normally 2–3 nm thick and barely grow when the length of the reaction is raised from 10 min to 7 h. The formation of a dense deactivating layer of graphite on Mo2C particles even at the initial stage of the reaction suggests that molybdenum carbide particles cannot ensure stable on-stream behavior of the catalyst for any long period of time. Sites of methane activation are mostly oxidized molybdenum clusters localized in zeolite channels, which are not subject to coking over long periods of time. This is important for catalysis that use ZSM-5 zeolites modified with transition metal ions. At the same time, the outer surfaces of the zeolite remain virtually uncoked in the initial period of the reaction. High-resolution transmission electron microscopy (HRTEM) reveals only very small carbon islands in the form of single graphite monolayers that can be attributed to a weakly condensed form of carbon. After 2 h of the reaction, a loose coke layer three or four graphite-like monolayers thick with interlayer distances of 0.35–0.5 nm forms on the outer surfaces of the zeolite (see Fig. 3). The island-like pattern of the coke coating creates coke-free areas on the zeolite surfaces. The catalyst is completely deactivated after 420 min on stream, when (according to HRTEM) the outer surfaces of the zeolite are almost entirely coked.
Temperature-programmed oxidation (TPO) studies of carbon deposits also show these deposits take the forms of graphite carbon on Mo2C and polyaromatic hydrocarbons (PAHs) inside the zeolite channels or near the entrances to them [181, 182]. Polyaromatic hydrocarbons hinder the dehydroaromatization of methane by blocking the access to the zeolite channels. It is also more difficult to remove PAHs localized in the zeolite channels because of the limits to transport inside the channels. It is assumed that PAHs are the main hydrocarbons (coke precursors) responsible for the deactivation of methane dehydroaromatization catalysts [184, 185].
According to 13C nuclear magnetic resonance spectroscopy, some carbon deposits are associated with the Brønsted acid sites of the zeolite. The remainder are due to carbon associated with molybdenum carbide or other molybdenum compounds in which molybdenum is partly reduced [186]. TPO studies have also revealed two types of carbon deposits with low and high temperatures of oxidation [187–189].
It was assumed in [177, 187] that carbon deposits with lower burn-off temperatures are localized on the surfaces of molybdenum carbide, while ones with higher burn-off temperatures are associated with the Brønsted acid sites of the zeolite. It was suggested that the formation of carbon deposits associated with the Brønsted acid sites of the zeolite and blocking the zeolite channels is the main reason for the deactivation of the Mo/ZSM-5 catalyst.
The authors of [27, 190, 191] proposed four possible paths coke formation that occur simultaneously during methane dehydroaromatization (Fig. 4).

Coke formation on Mo and Brønsted acid sites, and the outer surface of zeolite [27] (figure adapted from Z.-G. Zhang, Carbon Resour. Convers., 2019, vol. 2, pp. 157–174. License type CC-BY-NC-ND).
According to the authors of [27], coke is first deposited on Mo-containing sites inside the channels of the zeolite catalyst, which weakens their activity when the C–H bond of methane is activated. Coke is then deposited on Brønsted acid sites inside the zeolite channels, which narrows the cross section of the channels and hinders the diffusion of aromatic compoundsfrom them. Next, coke accumulates in the mouths of the zeolite channels and blocks both the access of methane molecules and the release of aromatic compounds from the zeolite channels. Finally, coke forms on the surface layers of catalyst particles in the form of microsized agglomerates [191].
The diffusion of methane molecules into the zeolite’s inner active layers is inhibited. So is the diffusion of aromatic products from them into the gas phase. Several effective ways of suppressing the formation of different types of coke and mitigating deactivation of the catalyst have been proposed, based on the four possible paths of coke formation. The formation of coke on the Mo sites of the catalyst can thus be controlled, due to the formation of active Mo species and their dispersion in the zeolite channels during the synthesis and activation of the catalyst (the carbonization of MoO3 to active MoxC). An important role in suppressing the formation of coke on the Brønsted acid sites inside the zeolite channels is played by their limited content (excess) leading to the formation of PAHs. This can be achieved by synthesizing the zeolite used to prepare a catalyst with the optimum ratio of the concentrations of Brønsted acid and Mo-containing sites [155]. Using zeolites with a hierarchical pore system should also be effective in suppressing the polycondensation of aromatic compounds on the free inner portions of the Brønsted acid sites, due to an increase in the coefficient the intracrystalline diffusion of the reaction products [192–194]. The formation of coke on the outer surfaces of zeolite crystals can be suppressed by silanizing them or synthesize a zeolite with the minimum number of strong acid sites on the outer surface. It was shown in [195, 196] that silanizated catalysts display high activity and selectivity toward aromatic hydrocarbons.
Regeneration of methane dehydroaromatization catalysts. Lowering the rate of coke formation during dehydroaromatization and developing an effective approach to the in situ removal of coke and the regeneration of the catalyst are the main problems that must be solved when developing means of catalyst synthesis and designing reactors.
There are several ways of regenerating coked Mo/ZSM-5 catalysts to restore their activity and extend their lifetime. The catalytic activity of coked catalysts is most commonly restored under oxidizing conditions in the batch mode (alternating the feed of CH4 and an oxidizing agent) at high temperatures, while switching the modes of reaction and regeneration. Oxygen, nitric oxide (NO), or mixtures of them are used as the oxidizing agent [197]. Adding a small amount of NO additive lowers the temperature of oxidative treatment, allowing us to avoid the negative consequences associated with the oxidation of Mo2C and degradation of the catalyst due to the exothermic oxidation of carbon upon overheating.
Another procedure for the oxidative regeneration of the catalyst was described in [198]. It consists of periodically supplying short pulses (feeds) of oxygen into the methane stream to oxidize the coke that forms on Mo/ZSM-5 catalyst. When the frequency of oxygen pulses was optimized, the yield of benzene twice that in the reference test without supplying oxygen to the methane stream. The rate of coke formation was 25% of the one in the reference test. It was shown that oxygen mostly reacts with the molybdenum carbide species. It does not pose a hazard to the catalyst structure and does not lead to a loss of molybdenum.
The authors of [160] described the regeneration of Mo/ZSM-5 catalysts with air at high temperatures. It was shown that only catalysts with low Mo contents (1–2%) display high oxidative stability. A catalyst with the optimum Mo content can retain more than 50% of its original activity after 100 cycles of reaction and regeneration. Regeneration associated with the periodic switching of gas streams is ineffective because of the time wasted in using the catalytic reactor.
Alternative ways of ensuring more stable on-stream behavior of the catalyst have been proposed, based on introducing low concentrations of oxidizing agents (О2, NO, CO, CO2, H2O) into the methane stream [199, 200]. Studies of co-feeding O2, CO2, or H2 and methane show that high concentrations of added gases (5.3% O2 and 12.8% CO2) reduces the rate of catalyst deactivation. However, the catalyst lost all of its activity after 10 h on stream [201]. Results from an X-ray photoelectron spectroscope analysis showed that deactivation of the catalyst was associated with excess O2 and CO2, which contributed to the phase transition of molybdenum carbide to less active molybdenum oxide. It was found that adding small amounts of CO2 to methane conversely extend the lifetime of the catalyst [202]. It was speculated that CO2 reacts with carbon to cleanse the catalyst’s surfaces. The authors of [203, 204] presented results from studying the effect of CO addition to methane on methane dehydroaromatization. The use of isotopically labeled carbon in CO showed that CO participates not only in the oxidation of carbon deposits but in the formation of benzene as well. It has also been reported that co-feeding methane and CO raises the rate of the formation of benzene and naphthalene and the conversion of methane, while extending the lifetime of the catalyst [161]. Adding small amounts of hydrogen to methane feedstock has a positive effect on the catalyst’s time on stream. The technology of regenerating deactivated Mo/ZSM-5 catalysts using hydrogen has proven to be effective in restoring their initial activity and selectivity [161, 205, 206]. Technologies for the regeneration of methane dehydroaromatization catalysts based on the preliminary mixing of CO, CO2, and H2 with a methane feedstock were patented by Shell Oil in 2015 [207]. Exxon Mobil also patented a methane dehydroaromatization procedure in which different amounts of CO, CO2, H2O, and H2 are fed together with methane into a fluidized bed reactor to improve the catalyst’s stability [208–210].
It was shown in [211] that adding 2% more water to the gas mixture during the methane dehydroaromatization reaction affects the activity and stability of the catalyst. The role of steam is associated with the removal of weakly bound surface carbon via its conversion to graphite or aromatic carbon, which deactivates the catalyst. Raising the content of water to more than 2% results in rapid deactivation, due to carbide structures being oxidized to Mo2O and MoO3 and dealumination of the zeolite. A similar dependence on the content of water in the methane stream was observed in [212]. It was shown that contents of water and СО2 up to 2 and 2.5%, respectively, raise the the activity and stability of the catalyst and increase the yield of benzene. However, raising the content of water and СО2 to 9.5 and 11%, respectively, results in rapid deactivation of the catalyst.
Some authors [186, 213–216] attribute the effect of water to a reduction in the concentration of Brønsted acid sites of the zeolite. The drop in catalyst acidity under the action of steam considerably lowers the selectivity toward benzene and the on-stream stability of the catalyst. At low contents of steam in the gas mixture, it can also play an important role in the steam cracking of naphthalene by hindering the formation of condensed PAHs, which deactivate the catalyst.
It is therefore obvious that low concentrations of steam have a positive effect on the methane dehydroaromatization process, but the nature and mechanism of steam–naphthalene interaction is poorly understood. Research in this are should continue, since understanding this interaction and the mechanisms of catalyst deactivation will help improve the technology of methane dehydroaromatization and its commercialization.
Membrane methane dehydroaromatization catalysts. The use of hydrogen permeable membranes allows us to increase the conversion of methane, its selectivity, and the yield of reaction products. Membranes can also help lower the catalyst deactivation rate. Including membrane technologies in catalytic processes can play an important role in developing commercially efficient means of methane conversion. Hydrogen trapping membranes can be used for removing excess hydrogen in dehydrogenation processes. This would increase in the conversion of methane and thus the yield of reaction products. Membranes can differ according to type (polymer, thin-film metals, micro- or nanoporous ceramics, and ion-transport ceramic) and take different forms. Since high temperatures are required for methane activation, polymer membranes cannot be used in methane dehydroaromatization.
Palladium-based membranes have fairly high hydrogen permeability and are commonly used in hydrogen separation [217]. These membranes operate at high temperatures and can be used in the dehydroaromatization of methane.
Ion-transport membranes can be effectively used in processes of lower alkane dehydrogenation [218, 219].
2.4 Other Current Methane Conversion Processes
Methane cracking. The thermal cracking of methane in an oxygen-free environment yields hydrogen and carbon:
Thermodynamic calculations show that the decomposition of methane at high temperatures results in the formation of ethylene and acetylene as the main reaction products, provided that the reaction can be stopped before the formation of carbon [6]. Enhanced formation of carbon can be avoided by using short reactions (<10−2 s) and low methane partial pressure. The rapid cooling of the reaction mixture also produces acetylene with a yield of 90% at temperatures above 1800°C. The mechanism of the process is radical dehydrogenation in the gas phase to form ethane, ethylene, acetylene, carbon, and hydrogen. The main difficulty in this process is supplying and removing the heat.
The use of catalysts helps lower the process temperature. When using a metal catalyst, the process proceeds in two stages: the production of hydrogen and carbon and the regeneration of the catalyst using O2, CO2, or H2O. Interest in this process is quite high because it allows the production of pure CO-free hydrogen, which is required for feeding proton-exchange membrane fuel cells.
Methane halogenation and oxyhalogenation. Another means of methane conversion is based on the processes of halogenation and oxyhalogenation [2, 3, 5, 220]. Of practical interest are reactions between methane and chlorine and bromine:
Fluorine is excessively reactive, aggressive, and toxic; the reaction between methane and iodine is thermodynamically limited; and methyl iodide decomposes at high temperatures.
Methyl chloride and methyl bromide are valuable intermediates that can be converted into olefins, alcohols, aromatic hydrocarbons, ethers, or liquid hydrocarbons:
Methane oxybromination yields a mixture of CH3Br, CO, and H2O, which can be converted to acetic acid:
The reactions of halogenation and oxyhalogenation can be conducted using heterogeneous catalysts at temperatures of 450–650°C. For example, chlorination is catalyzed by LaOCl or LaCl3 [220], while bromination can proceed over modified \({\text{SO}}_{4}^{{2 - }}\)/ZrO2 catalysts [221]. Using a 25%\({\text{SO}}_{4}^{{2 - }}\)/ZrO2 catalyst, the conversion of methane is 69% at a selectivity of 99%.
To use processes based on halogenation, we must solve the problems of the toxicity and high corrosive activity of the required chemicals. There is also no real economic advantage in replacing the existing synthesis gas-based technologies with halogenation and oxyhalogenation, since they are also multistage processes that require expensive preconditioning of the feedstock, reactors, and individual units for each stage.
Electrochemical methane oxidation. The electrochemical oxidation of methane is considered a direct way of producing electrical power from methane. The most commonly used electrochemical systems are solid oxide fuel cells. The cathode is responsible for the reduction of gas-phase oxygen to oxygen ions, which are transported through an ion-conducting oxide (e.g., yttria-stabilized zirconia (YSZ)) to an anode fed with methane, where methane is oxidized to CO2 and H2O. This process is attractive, but there are a number of operational problems that hinder its commercialization [222, 223]. One of these is deactivation of the anode electrode (Ni), which is being solved by developing anodic electrocatalysts that are resistant to carbon poisoning. Examples of these catalysts include Cu/CeO2/YSZ and Sn/Ni [224, 225].
CONCLUSIONS
The search for ways of converting the methane molecule, which is simple and most thermodynamically stable, is still one of the most important problems in the field of chemical catalysis. The direct conversion of methane into valuable chemicals and fuels has become important with the discovery of new gas fields, especially in light of our limited oil reserves. Despite the wide variety of products (ethylene, aromatic hydrocarbons, methanol, formaldehyde, etc.) created in methane conversion, commercial processes are still mostly devoted to the production of synthesis gas. Attempts in recent years to commercialize direct processes of methane conversion into products and fuels have not yielded important results. However, some progress has been made in the synthesis of catalyst and in and ex situ characterization, which has clarified important aspects of using active and selective catalysts in processes of direct methane conversion. Any process that requires methane dehydrogenation reactions to produce hydrocarbons is typically characterized by two problems. One of these is the accumulation of hydrogen, which reduces the conversion of methane; the other is the formation of carbon and PAHs, which is thermodynamically better than the formation of ethylene and benzene. The use of hydrogen permeable membranes helps increase the conversion of methane, but it raises the rate of coke formation and the deactivation of the catalyst. The two most thoroughly studied catalytic processes for direct conversion of methane are dehydroaromatization, which is used to produce benzene, and ODM, which is aimed at producing ethylene. The commercialization of ODM and methane dehydroaromatization will apparently depend on the use of membranes and depend on intensification of the processes. Developing and designing catalytic reactors in combination with membrane technology is therefore of great practical importance. Despite the great many works described in this review, there has so far been no commercialized direct process for converting methane into products and fuels of practical imortance. Considerable advances in enhancing the activity and stability of the catalysts and improving the design and efficiency of the reactors are needed to achieve this goal.
REFERENCES
BP Statistical Review of World Energy, London: Pure Print Group, 2020.
Horn, R. and Schlögl, R., Catal. Lett., 2015, vol. 145, no. 1, pp. 23–39. https://doi.org/10.1007/s10562-014-1417-z
McFarland, E., Science, 2012, vol. 338, no. 6105, pp. 340–342. https://doi.org/10.1126/science.1226840
Kerr, R.A., Science, 2007, vol. 316, no. 5822, pp. 188–190. https://doi.org/10.1126/science.316.5822.188
Wang, B., Albarracín-Suazo, S., Pagan-Torres, Y., and Nikolla, E., Catal. Today, 2017, vol. 285, pp. 147–158. https://doi.org/10.1016/j.cattod.2017.01.023
Alvarez-Galvan, M.C., Mota, N., Ojeda, M., Rojas, S., Navarro, R.M., and Fierro, J.L.G., Catal. Today, 2011, vol. 171, no. 1, pp. 15–23. https://doi.org/10.1016/j.cattod.2011.02.028
Aasberg-Petersen, K., Dybkjær, I., Ovesen, C.V., Schjødt, N.C., Sehested, J., and Thomson, S.G., J. Nat. Gas Sci. Eng., 2011, vol. 3, no. 2, pp. 423–459. https://doi.org/10.1016/j.jngse.2011.03.004
Holmen, A., Catal. Today, 2009, vol. 142, nos. 1–2, pp. 2–8. https://doi.org/10.1016/j.cattod.2009.01.004
Pinaeva, L.G., Noskov, A.S., and Parmon, V.N., Catal. Ind., 2017, vol. 9, no. 4, pp. 283–298. https://doi.org/10.1134/S2070050417040067
Karakaya, C. and Kee, R.J., Prog. Energy Combust. Sci., 2016, vol. 55, pp. 60–97. https://doi.org/10.1016/j.pecs.2016.04.003
Peña, M.A., Gómez, J.P., and Fierro, J.L.G., Appl. Catal., A, 1996, vol. 144, nos. 1–2, pp. 7–57. https://doi.org/10.1016/0926-860X(96)00108-1
Liu, Y., Deng, D., and Bao, X., Chem, 2020, vol. 6, no. 10, pp. 2497–2514. https://doi.org/10.1016/j.chempr.2020.08.026
Powell, J.B., Catal. Today, 2020, vol. 356, pp. 27–36. https://doi.org/10.1016/j.cattod.2019.10.024
Ma, S., Guo, X., Zhao, L., Scott, S., and Bao, X., J. Energy Chem., 2013, vol. 22, no. 1, pp. 1–20. https://doi.org/10.1016/S2095-4956(13)60001-7
Bessel, V.V., NeftegasRU, 2013, no. 9, pp. 64–70.
Arutyunov, V.S. and Krylov, O.V., Okislitel’nye prevrashcheniya metana (Oxidative Conversions of Methane), Moscow: Nauka, 1998.
Huang, K., Miller, J.B., Huber, G.W., Dumesic, J.A., and Maravelias, C.T., Joule, 2018, vol. 2, no. 2, pp. 349–365. https://doi.org/10.1016/j.joule.2018.01.001
Méndez, C.I. and Ancheyta, J., Catal. Today, 2020, vol. 353, pp. 3–16. https://doi.org/10.1016/j.cattod.2020.02.012
Zain, M.M. and Mohamed, A.R., Renewable Sustainable Energy Rev., 2018, vol. 98, pp. 56–63. https://doi.org/10.1016/j.rser.2018.09.003
Rafiee, A., Panahi, M., and Khalilpour, K.R., J. CO2 Util., 2017, vol. 18, pp. 98–106. https://doi.org/10.1016/j.jcou.2017.01.016
Plana-Pallejà, J., Abelló, S., Berrueco, C., and Montané, D., Appl. Catal., A, 2016, vol. 515, pp. 126–135. https://doi.org/10.1016/j.apcata.2016.02.004
Arutyunov, V.S., Katal. Prom-sti, 2008, no. 1, pp. 51–58.
Abdulrasheed, A., Jalil, A.A., Gambo, Y., Ibrahim, M., Hambali, H.U., and Hamid, M.Y.S., Renewable Sustainable Energy Rev., 2019, vol. 108, pp. 175–193. https://doi.org/10.1016/j.rser.2019.03.054
Labinger, J.A., J. Mol. Catal. A: Chem., 2004, vol. 220, no. 1, pp. 27–35. https://doi.org/10.1016/j.molcata.2004.03.051
Han, B., Yang, Y., Xu, Y., Etim, U.J., Qiao, K., Xu, B., and Yan, Z., Chin. J. Catal., 2016, vol. 37, no. 8, pp. 1206–1215. https://doi.org/10.1016/S1872-2067(15)61097-X
Spivey, J.J. and Hutchings, G., Chem. Soc. Rev., 2014, vol. 43, no. 3, pp. 792–803. https://doi.org/10.1039/c3cs60259a
Zhang, Z.-G., Carbon Resour. Convers., 2019, vol. 2, no. 3, pp. 157–174. https://doi.org/10.1016/j.crcon.2019.07.001
Xie, S., Lin, S., Zhang, Q., Tian, Z., and Wang, Y., J. Energy Chem., 2018, vol. 27, no. 6, pp. 1629–1636. https://doi.org/10.1016/j.jechem.2018.03.015
Mostaghimi, A.H.B., Al-Attas, T.A., Kibria, M.G., and Siahroatami, S., J. Mater. Chem. A, 2020, vol. 8, no. 31, pp. 15575–15590. https://doi.org/10.1039/d0ta03758c
Barelli, L., Bidini, G., Gallorini, F., and Servili, S., Energy, 2008, vol. 33, no. 4, pp. 554–570. https://doi.org/10.1016/j.energy.2007.10.018
Ranjekar, A.M. and Yadav, G.D., J. Indian Chem. Soc., 2021, vol. 98, no. 1. https://doi.org/10.1016/j.jics.2021.100002
García-Diéguez, M., Pieta, I.S., Herrera, M.C., Larrubia, M.A., and Alemany, L.J., J. Catal., 2010, vol. 279, no. 1, pp. 136–145. https://doi.org/10.1016/j.jcat.2009.12.010
Wang, C., Wang, Y., Chen, M., Liang, D., Yang, Z., Cheng, W., Tang, Z., Wang, J., and Zhang, H., Int. J. Hydrogen Energy, 2021, vol. 46, no. 7, pp. 5852–5874. https://doi.org/10.1016/j.ijhydene.2020.10.240
Aziz, M.A.A., Setiabudi, H.D., Teh, L.P., Annuar, N.H.R., and Jalil, A.A., J. Taiwan Inst. Chem. Eng., 2019, vol. 101, pp. 139–158. https://doi.org/10.1016/j.jtice.2019.04.047
Elbadawi, A.H., Ge, L., Zhang, J., Zhuang, L., Liu, S., Tan, X., Wang, S., and Zhu, Z., Chem. Eng. J., 2020, vol. 392. https://doi.org/10.1016/j.cej.2019.123739
Ma, R., Xu, B., and Zhang, X., Catal. Today, 2019, vol. 338, pp. 18–30. https://doi.org/10.1016/j.cattod.2019.06.025
Gao, X.X., Huang, C.J., Zhang, N.W., Li, J.H., Weng, W.Z., and Wan, H.L., Catal. Today, 2008, vol. 131, nos. 1–4, pp. 211–218. https://doi.org/10.1016/j.cattod.2007.10.051
Enger, B.C., Lødeng, R., and Holmen, A., Appl. Catal., A, 2008, vol. 346, nos. 1–2, pp. 1–27. https://doi.org/10.1016/j.apcata.2008.05.018
Carapellucci, R. and Giordano, L., J. Power Sources, 2020, vol. 469. https://doi.org/10.1016/j.jpowsour.2020.228391
Yan, Y., Li, H., Li, L., Zhang, L., and Zhang, J., Chem. Eng. Process., 2018, vol. 125, pp. 311–317. https://doi.org/10.1016/j.cep.2018.01.010
Lu, N., Gallucci, F., Melchiori, T., Xie, D., and Annaland, M.V.S., Chem. Eng. Process., 2018, vol. 124, pp. 308–318. https://doi.org/10.1016/j.cep.2017.07.010
Lisboa, J.S., Terra, L.E., Silva, P.R.J., Saitovitch, H., and Passos, F.B., Fuel Process. Technol., 2011, vol. 92, no. 10, pp. 2075–2082. https://doi.org/10.1016/j.fuproc.2011.06.011
Li, D., Nakagawa, Y., and Tomishige, K., Appl. Catal., A, 2011, vol. 408, nos. 1–2, pp. 1–24. https://doi.org/10.1016/j.apcata.2011.09.018
Bernardo, P., Drioli, E., and Golemme, G., Ind. Eng. Chem. Res., 2009, vol. 48, no. 10, pp. 4638–4663. https://doi.org/10.1021/ie8019032
Hashim, S.S., Mohamed, A.R., and Bhatia, S., Renewable Sustainable Energy Rev., 2011, vol. 15, no. 2, pp. 1284–1293. https://doi.org/10.1016/j.rser.2010.10.002
Elbadawi, A.H., Ge, L., Zhang, J., Zhuang, L., Liu, S., Tan, X., Wang, S., and Zhu, Z., Chem. Eng. J., 2020, vol. 392. https://doi.org/10.1016/j.cej.2019.123739
Silva, P.P., Silva, F.D.A., Lobo, A.G., Souza, H.P., Passos, F.B., Hori, C.E., Mattos, L.V., and Noronha, F.B., Stud. Surf. Sci. Catal., 2004, vol. 147, pp. 157–162. https://doi.org/10.1016/S0167-2991(04)80044-2
Chen, C.M., Bennett, D.L., Carolan, M.F., Foster, E.P., Schinski, W.L., and Taylor, D.M., Stud. Surf. Sci. Catal., 2004, vol. 147, pp. 55–60. https://doi.org/10.1016/S0167-2991(04)80027-2
Tong, J., Yang, W., Zhu, B., and Cai, R., J. Membr. Sci., 2002, vol. 203, nos. 1–2, pp. 175–189. https://doi.org/10.1016/S0376-7388(02)00005-4
Wang, H., Cong, Y., and Yang, W., Catal. Today, 2003, vol. 82, nos. 1–4, pp. 157–166. https://doi.org/10.1016/S0920-5861(03)00228-1
Veser, G., Catal. Today, 2010, vol. 157, nos. 1–4, pp. 24–32. https://doi.org/10.1016/j.cattod.2010.04.040
Niu, J., Guo, F., Ran, J., Qi, W., and Yang, Z., Int. J. Hydrogen Energy, 2020, vol. 45, no. 55, pp. 30267–30287. https://doi.org/10.1016/j.ijhydene.2020.08.067
García-Diéguez, M., Finocchio, E., Larrubia, M.A., Alemany, L.J., and Busca, G., J. Catal., 2010, vol. 274, no. 1, pp. 11–20. https://doi.org/10.1016/j.jcat.2010.05.020
Djinović, P., Batista, J., and Pintar, A., Int. J. Hydrogen Energy, 2012, vol. 37, no. 3, pp. 2699–2707. https://doi.org/10.1016/j.ijhydene.2011.10.107
Keller, G.E., and Bhasin, M.M., J. Catal., 1982, vol. 73, no. 1, pp. 9–19. https://doi.org/10.1016/0021-9517(82)90075-6
Zavyalova, U., Holena, M., Schlögl, R., and Baerns, M., ChemCatChem, 2011, vol. 3, no. 12, pp. 1935–1947. https://doi.org/10.1002/cctc.201100186
Labinger, J.A., Catal. Lett., 1988, vol. 1, no. 11, pp. 371–375. https://doi.org/10.1007/BF00766166
Akin, F.T. and Lin, Y.S., Catal. Lett., 2002, vol. 78, nos. 1–4, pp. 239–242. https://doi.org/10.1023/A:1014992114676
Lunsford, J.H., Catal. Today, 2000, vol. 63, nos. 1–2, pp. 165–174. https://doi.org/10.1016/S0920-5861(00)00456-9
Espindola, J.S., Marcilio, N.R., and Perez-Lopez, O.W., Stud. Surf. Sci. Catal., 2007, vol. 167, pp. 31–36. https://doi.org/10.1016/S0167-2991(07)80104-2
De Vekki, A.V. and Marakaev, S.T., Russ. J. Appl. Chem., 2009, vol. 82, no. 4, pp. 521–536. https://doi.org/10.1134/S1070427209040016
Sugino, T., Kido, A., Azuma, N., Ueno, A., and Udagawa, Y., J. Catal., 2000, vol. 190, no. 1, pp. 118–127. https://doi.org/10.1006/jcat.1999.2732
Barbero, J.A., Alvarez, M.C., Bañares, M.A., Peña, M.A., and Fierro, J.L.G., Chem. Commun., 2002, no. 11, pp. 1184–1185. https://doi.org/10.1039/B202812N
Tabata, K., Teng, Y., Takemoto, T., Suzuki, E., Bañares, M.A., Peña, M.A., and Fierro, J.L.G., Catal. Rev.: Sci. Eng., 2002, vol. 44, no. 1, pp. 1–58. https://doi.org/10.1081/CR-120001458
Naqvi, S.N., IHS Chemical Process Economics Program. Report 148B: Synthesis Gas Production from Natural Gas Reforming, 2013. https://ihsmarkit.com/pdf/synthesis-gas-production-toc-sep2013_173438110917062932.pdf. Cited January 17, 2022.
Zhang, Q., He, D., Li, J., Xu, B., Liang, Y., and Zhu, Q., Appl. Catal., A, 2001, vol. 224, nos. 1–2, pp. 201–207. https://doi.org/10.1016/S0926-860X(01)00820-1
Otsuka, K. and Wang, Y., Appl. Catal., A, 2001, vol. 222, nos. 1–2, pp. 145–161. https://doi.org/10.1016/S0926-860X(01)00837-7
Periana, R.A., Bhalla, G., Tenn, W.J., Young, K.J.H., Liu, X.J., Mironov, O., Jones, C.J., and Ziatdinov, V.R., J. Mol. Catal. A: Chem., 2004, vol. 220, no. 1, pp. 7–25. https://doi.org/10.1016/j.molcata.2004.05.036
Periana, R.A., Taube, D.J., Gamble, S., Taube, H., Satoh, T., and Fujii, H., Science, 1998, vol. 280, no. 5363, pp. 560–564. https://doi.org/10.1126/science.280.5363.560
Palkovits, R., Antoniette, M., Kuhn, P., Thomas, A., and Schüth, F., Angew. Chem., Int. Ed., 2009, vol. 48, no. 37, pp. 6909–6912. https://doi.org/10.1002/anie.200902009
Majhi, S., Mohanty, P., Wang, H., and Pant, K.K., J. Energy Chem., 2013, vol. 22, no. 4, pp. 543–554. https://doi.org/10.1016/S2095-4956(13)60071-6
Mamonov, N.A., Fadeeva, E.V., Grigoriev, D.A., Mikhailov, M.N., Kustov, L.M., and Alkhimov, S.A., Russ. Chem. Rev., 2013, vol. 82, no. 6, pp. 567–585. https://doi.org/10.1070/RC2013v082n06ABEH004346
Ismagilov, Z.R., Matus, E.V., Kerzhentsev, M.A., Tsikoza, L.T., Ismagilov, I.Z., Dosumov, K.D., and Mustafin, A.G., Pet. Chem., 2011, vol. 51, no. 3, pp. 174–186. https://doi.org/10.1134/S0965544111020058
Bragin, O.V., Vasina, T.V., Preobrazhenskii, A.V., and Minachev, Kh.M., Russ. Chem. Bull., 1989, vol. 38, p. 680. https://doi.org/10.1007/BF00958092
Wang, L., Tao, L., Xie, M., and Xu, G., Catal. Lett., 1993, vol. 21, nos. 1–2, pp. 35–41. https://doi.org/10.1007/BF00767368
Zhang, Y., Wang, D., Fei, J., and Zheng, X., J. Nat. Gas Chem., 2003, vol. 12, pp. 145–149. https://doi.org/10.1016/S1003-9953-2003-12-2-145-149
Shu, Y., Ma, D., Xu, L., Xu, Y., and Bao, X., Catal Lett., 2000, vol. 70, nos. 1–2, pp. 67–73. https://doi.org/10.1023/A:1019079603279
Zhang, C.-L., Li, S., Yuan, Y., Zhang, W.-X., Wu, T.-H., and Lin, L.-W., Catal. Lett., 1998, vol. 56, no. 4, pp. 207–213. https://doi.org/10.1023/A:1019046104593
Wang, D., Kan, Q., Xu, N., Wu, P., and Wu, T., Catal. Today, 2004, vols. 93–95, pp. 75–80. https://doi.org/10.1016/j.cattod.2004.05.015
Liu, S., Wang, L., Ohnishi, R., and Ichikawa, M., J. Catal., 1999, vol. 181, no. 2, pp. 175–188. https://doi.org/10.1006/jcat.1998.2310
Liu, H., Yang, S., Wu, S., Shang, F., Yu, X., Xu, C., Guan, J., and Kan, Q., Energy, 2011, vol. 36, no. 3, pp. 1582–1589. https://doi.org/10.1016/j.energy.2010.12.073
Abdelsayed, V., Smith, M.W., and Shekhawat, D., Appl. Catal., A, 2015, vol. 505, pp. 365–374. https://doi.org/10.1016/j.apcata.2015.08.017
Xu, Y., Wang, J., Suzuki, Y., and Zhang, Z.-G., Appl. Catal., A, 2011, vols. 409–410, pp. 181–193. https://doi.org/10.1016/j.apcata.2011.10.003
Gerceker, D., Motagamwala, A.H., Rivera-Dones, K.R., Miller, J.B., Huber, G.W., Mavrikakis, M., and Dumesic, J.A., ACS Catal., 2017, vol. 7, no. 3, pp. 2088–2100. https://doi.org/10.1021/acscatal.6b02724
Tan, P., J. Catal., 2016, vol. 338, pp. 21–29. https://doi.org/10.1016/j.jcat.2016.01.027
Kiani, D., Sourav, S., Tang, Y., Baltrusaitis, J., and Wachs, I.E., Chem. Soc. Rev., 2021, vol. 50, no. 2, pp. 1251–1268. https://doi.org/10.1039/d0cs01016b
Li, Y. and Veser, G., Catal. Sci. Technol., 2016, vol. 6, no. 14, pp. 5440–5452. https://doi.org/10.1039/C5CY02258D
Toosi, M.R., Sabour, B., Hamuleh, T., and Peyrovi, M.H., React. Kinet., Mech. Catal., 2010, vol. 101, no. 1, pp. 221–226. https://doi.org/10.1007/s11144-010-0206-y
Kozlov, V.V., Zaikovskii, V.I., Vosmerikov, A.V., Korobitsyna, L.L., and Echevskii, G.V., Kinet. Catal., 2008, vol. 49, no. 1, pp. 110–114. https://doi.org/10.1134/S0023158408010138
Ohnishi, R. and Ichikawa, M., Catal. Surv. Jpn., 2002, vol. 5, no. 2, pp. 103–110. https://doi.org/10.1023/A:1015113003232
Wang, L., Ohnishi, R., and Ichikawa, M., J. Catal., 2000, vol. 190, no. 2, pp. 276–283. https://doi.org/10.1006/jcat.1999.2748
Weckhuysen, B.M., Wang, D., Rosynek, M.P., and Lunsford, J.H., J. Catal., 1998, vol. 175, no. 2, pp. 338–346. https://doi.org/10.1006/jcat.1998.2010
Tshabalala, T.E., Coville, N.J., and Scurrell, M.S., Appl. Catal., A, 2014, vol. 485, pp. 238–244. https://doi.org/10.1016/j.apcata.2014.07.022
Aboul-Gheit, A.K., Awadallah, A.E., El-Kossy, S.M., and Mahmoud, A.-L.H., J. Nat. Gas Chem., 2008, vol. 17, no. 4, pp. 337–343. https://doi.org/10.1016/S1003-9953(09)60005-0
Kojima, R., Kikuchi, S., Ma, H., Bai, J., and Ichikawa, M., Catal. Lett., 2006, vol. 110, nos. 1–2, pp. 15–21. https://doi.org/10.1007/s10562-006-0087-x
Sily, P.D., Noronha, F.B., and Passos, F.B., J. Nat. Gas Chem., 2006, vol. 15, no. 2, pp. 82–86. https://doi.org/10.1016/S1003-9953(06)60012-1
Stepanov, A.A., Zaikovskii, V.I., Korobitsyna, L.L., and Vosmerikov, A.V., Pet. Chem., 2019, vol. 59, no. 1, pp. 91–98. https://doi.org/10.1134/S0965544119010146
Aboul-Gheit, A.K. and Awadallah, A.E., J. Nat. Gas Chem., 2009, vol. 18, no. 1, pp. 71–77. https://doi.org/10.1016/S1003-9953(08)60080-8
Abdelsayed, V., Shekhawat, D., and Amith, M.W., Fuel, 2015, vol. 139, pp. 401–410. https://doi.org/10.1016/j.fuel.2014.08.064
Burns, S., Hargreaves, J.S.J., Pal, P., Parida, K.M., and Parija. S., Catal. Today, 2006, vol. 114, no. 4, pp. 383–387. https://doi.org/10.1016/j.cattod.2006.02.030
Xu, Y., Wang, J., Suzuki, Y., and Zhang, Z.-G., Catal. Today, 2012, vol. 185, no. 1, pp. 41–46. https://doi.org/10.1016/j.cattod.2011.09.026
Fila, V., Bernauer, M., Bernauer, B., and Sobalik, Z., Catal. Today, 2015, vol. 256, part 2, pp. 269–275. https://doi.org/10.1016/j.cattod.2015.02.035
Sridhar, A., Rahman, M., Infantes-Molina, A., Wylie, B.J., Borcik, C.G., and Khatib, S.J., Appl. Catal., A, 2020, vol. 589. https://doi.org/10.1016/j.apcata.2019.117247
Kubota, T., Oshima, N., Nakahara, Y., Yanagimoto, M., and Okamoto, Y., J. Jpn. Pet. Inst., 2006., vol, 49, no. 3, pp. 127–133. https://doi.org/10.1627/jpi.49.127
Aboul-Gheit, A.K., Awadallah, A.E., Aboul-Enein, A.A., and Mahmoud, A.-L.H., Fuel, 2011, vol. 90, no. 10, pp. 3040–3046. https://doi.org/10.1016/j.fuel.2011.05.010
Liu, B., Yang, Y., and Sayari, A., Appl. Catal., A, 2001, vol. 214, no. 1, pp. 95–102. https://doi.org/10.1016/S0926-860X(01)00470-7
Liu, B., Jiang, L., Sun, H., and Au, C.T., Appl. Surf. Sci., 2007, vol. 253, no. 11, pp. 5092–5100. https://doi.org/10.1016/j.apsusc.2006.11.031
Vosmerikov, A.V., Zaikovskii, V.I., Korobitsyna, L.L., Echevskii, G.V., Kozlov, V.V., Barbashin, Ya.E., and Zhuravkov, S.P., Kinet. Catal., 2009, vol. 50, no. 5, pp. 725–733. https://doi.org/10.1134/S0023158409050140
Vosmerikov, A.V., Korobitsyna, L.L., and Zaykovskii, V.I., J. Chem. Eng. Chem. Res., 2014, vol. 1, pp. 205–212.
Zhang, Y. and Jiang, H., Chem. Commun., 2018, vol. 54, no. 73, pp. 10343–10346. https://doi.org/10.1039/C8CC05059G
Li, L., Fan, S., Mu, X., Mi, Z., and Li, C.-J., J. Am. Chem. Soc., 2014, vol. 136, no. 22, pp. 7793–7796. https://doi.org/10.1021/ja5004119
Dutta, K., Li, L., Gupta, P., Gutierrez, D.P., and Kopyscinski, J., Catal. Commun., 2018, vol. 106, pp. 16–19. https://doi.org/10.1016/j.catcom.2017.12.005
Kanitkar, S., Abedin, A., Bhattar, S., and Spivey, J.J., Appl. Catal., A, 2019, vol. 575, pp. 25–37. https://doi.org/10.1016/j.apcata.2019.01.013
Guo, X., Fang, G., Li, G., Ma, H., Fan, H., Yu, L., Ma, C., Wu, X., Deng, D., Wei, M., Tan, D., Si, R., Zhang, S., Li, J., Sun, L., Tang, Z., Pan, X., and Bao, X., Science, 2014, vol. 344, no. 6184, pp. 616–619. https://doi.org/10.1126/science.1253150
Abedin, M.A., Kanitkar, S., Bhattar, S., and Spivey, J.J., Catal. Today, 2020, vol. 343, pp. 8-017. https://doi.org/10.1016/j.cattod.2019.02.021
Karakaya, C., Zhu, H., and Kee, R.J., Chem. Eng. Sci., 2015, vol. 123, pp. 474–486. https://doi.org/10.1016/j.ces.2014.11.039
Parkhomchuk, E.V., Sashkina, K.A., and Parmon, V.N., Pet. Chem., 2016, vol. 56, no. 3, pp. 197–204. https://doi.org/10.1134/S0965544116030105
Mikhailov, S.A., Metal-zeolite catalysts with a mesoporous system for the process of selective methane conversion into aromatic hydrocarbons, Cand. Sci. (Chem.) Dissertation, Moscow: Zelinskii Inst. Org. Chem, 2017.
Na, K., Choi, M., and Ryoo, R., Microporous Mesoporous Mater., 2013, vol. 166, pp. 3–19. https://doi.org/10.1016/j.micromeso.2012.03.054
Schmidt, I., Christensen, C.H, Hasselriis, P., Kustova, M.Yu., Brorson, V., Dahl, S., Johannsen, K., and Christensen, C.H., Stud. Surf. Sci. Catal., 2005, vol. 158, part B, pp. 1247–1253. https://doi.org/10.1016/S0167-2991(05)80471-9
Liu, H. and Kan, Q., Appl. Petrochem. Res., 2017, vol. 7, nos. 2–4, pp. 97–105. https://doi.org/10.1007/s13203-017-0181-6
Christensen, C.H., Johannsen, K., Schmidt, I., and Christensen, C.H., J. Am. Chem. Soc., 2003, vol. 125, pp. 13370–13371. https://doi.org/10.1021/ja037063c
Peng, P., Gao, H.X., Yan, Z-F., and Mintova, S., Nat. Sci. Rev., 2020, vol. 7, no. 11, pp. 1726–1742. https://doi.org/10.1093/nsr/nwaa184
Tao, Y., Kanoh, H., Abrams, L., and Kaneko, K., Chem. Rev., 2006, vol. 106, no. 3, pp. 896–910. https://doi.org/10.1021/cr040204o
Wu, Y., Emdadi, L., Wang, Z., Fan, W., and Liu, D., Appl. Catal., A, 2014, vol. 470, pp. 344–354. https://doi.org/10.1016/j.apcata.2013.10.053
Tao, H., Li, C., Ren, J., and Wang, Y., J. Solid State Chem., 2011, vol. 184, no. 7, pp. 1820–1827. https://doi.org/10.1016/j.jssc.2011.05.023
Zhang, B., Davis, S.A., and Mann, S., Chem. Mater., 2002, vol. 14, no. 3 pp. 1369–1375. https://doi.org/10.1021/cm011251p
Jacobsen, C.J.H., Madsen, C., Houzvicka, J., Schmidt, I., and Carlsson, A., J. Am. Chem. Soc., 2000, vol. 122, no. 29, pp. 7116–7117. https://doi.org/10.1021/ja000744c
Burkat-Dulak, A. and Derewiński, M., Stud. Surf. Sci. Catal., 2008, vol. 174, part A, pp. 149–153. https://doi.org/10.1016/S0167-2991(08)80166-8
Liu, H., Yang, S., Hu, J., Shang, F., Li, Z., Xu, C., Guan, J., and Kan, Q., Fuel Process. Technol., 2012, vol. 96, pp. 195–202. https://doi.org/10.1016/j.fuproc.2011.12.034
Schmidt, I., Boisen, A., Gustavsson, E., Ståhl, K., Pehrson, S., Dahl, S., Carlsson, A., and Jacobsen, C.J.H., Chem. Mater., 2001, vol. 13, no. 12, pp. 4416–4418. https://doi.org/10.1021/cm011206h
Su, L., Liu, L., Zhuang, J., and Wang, H., Catal. Lett., 2003, vol. 91, nos. 3–4, pp. 155–167. https://doi.org/10.1023/B:CATL.0000007149.48132.5a
Chu, N., Yang, J., Wang, J., Yu, S., Lu, J., Zhang, Y., and Yin, D., Catal. Commun., 2010, vol. 11, no. 6, pp. 513–517. https://doi.org/10.1016/j.catcom.2009.12.004
Hu, J., Wu, S., Liu, H., Ding, H., Li, Z., Guan, J., and Kan, Q., RSC Adv., 2014, vol. 4, no. 51, pp. 26577–26584. https://doi.org/10.1039/C4RA03945A
Liu, H. and Kan, Q., Appl. Petrochem. Res., 2017, vol. 7, nos. 2–4, pp. 97–105. https://doi.org/10.1007/s13203-017-0181-6
Chu, N., Wang, J., Zhang, Y., Yang, J., Lu, J., and Yin, D., Chem. Mater., 2010, vol. 22, no. 9, pp. 2757–2763. https://doi.org/10.1021/cm903645p
Zhu, P., Yang, G., Sun, J., Fan, R., Zhang, P., Yoneyama, Y., and Tsubaki, N., J. Mater. Chem. A, 2017, vol. 5, no. 18, pp. 8599–8607. https://doi.org/10.1039/C7TA02345F
Huang, X., Jiao, X., Lin, M., Wang, K., Jia, L., Houa, B., and Lia, D., Catal. Sci. Technol., 2018, vol. 8, no. 22, pp. 5740–5749. https://doi.org/10.1039/C8CY01391H
Wang, K., Huang, X., and Li, D., Appl. Catal., A, 2018, vol. 556, pp. 10–19. https://doi.org/10.1016/j.apcata.2018.02.030
Xu, Y., Ma, H., Yamamoto, Y., Suzuki, Y., and Zhang, Z., J. Nat. Gas Chem., 2012, vol. 21, no. 6, pp. 729–744. https://doi.org/10.1016/S1003-9953(11)60426-X
Stepanov, A.A., Korobitsyna, L.L., and Vosmerikov, A.V., Neftepererab. Neftekhim., 2017, no. 6, pp. 25–29.
Stepanov, A.A., Korobitsyna, L.L., and Vosmerikov, A.V., Izv. Tomsk. Politech. Univ., Geo Assets Eng., 2017, vol. 328, no. 10, pp. 59–66.
RF Patent 2553876, 2015.
RF Patent 2557610, 2015.
RF Patent 2739350, 2020.
Gorshunova, K.K., Travkina, O.S., Pavlov, M.L., Kutepov, B.I., Kuvatova, R.Z., and Amineva, N.A., Russ. J. Appl. Chem., 2013, vol. 86, no. 12, pp. 1805–1810. https://doi.org/10.1134/S107042721312001X
Kutepov, B.I., Travkina, O.S., Pavlova, I.N., Khazipova, A.N., Grigor’eva, N.G., and Pavlov, M.L., Russ. J. Appl. Chem., 2015, vol. 88, no. 1, pp. 65–71. https://doi.org/10.1134/S1070427215010103
WO Patent 2009/128426A1, 2009.
Stepanov, A.A., Kuvatova, R.Z., Korobitsyna, L.L., Travkina, O.S., Vosmerikov, A.V., and Kutepov, B.I., Pet. Chem., 2021, vol. 61, no. 3, pp. 370–377. https://doi.org/10.1134/S0965544121020092
Velebná, K., Horňáček, M., Jorík, V., Hudec, P., Čaplovičová, M., and Čaplovič, L., Microporous Mesoporous Mater., 2015, vol. 212, pp. 146–155. https://doi.org/10.1016/j.micromeso.2015.04.001
Borry, R.W., Kim, Y.H., Huffsmith, A., Reimer, J.A., and Iglesia, E., J. Phys. Chem. B, vol. 103, no. 28, pp. 5787–5796. https://doi.org/10.1021/jp990866v
RF Patent 2271863, 2006.
Zaikovskii, V.I., Anufrienko, V.F., Kodenev, E.G., Echevskii, G.V., Vasenin, N.T., Matus, E.V., Ismagilov, Z.R., Parmon, V.N., Vosmerikov, A.V., Korobitsyna, L.L., and Zhuravkov, S.P., Kinet. Catal., 2006, vol. 47, no. 3, pp. 389–394. https://doi.org/10.1134/S0023158406030104
Sedel'nikova, O.V., Stepanov, A.A., Zaikovskii, V.I., Korobitsyna, L.L., and Vosmerikov, A.V., Kinet. Catal., 2017, vol. 58, no. 1, pp. 51–57. https://https://doi.org/10.1134/S0023158417010074
Liu, H., Bao, X., and Xu, Y., J. Catal., 2006, vol. 239, no. 2, pp. 441–450. https://doi.org/10.1016/j.jcat.2006.02.018
Tan, P., Catal. Commun., 2018, vol. 103, pp. 101–104. https://doi.org/10.1016/j.catcom.2017.10.008
Hu, J., Wu, S., Ma, Y., Yang, X., Li, Z., Liu, H., Huo, Q., Guan, J., and Kan, Q., New J. Chem., 2015, vol. 39, no. 7, pp. 5459–5469. https://doi.org/10.1039/c5nj00672d
Rahman, M., Infantes-Molina, A., Hoffman, A.S., Bare, S.R., Emerson, K.L., and Khatib, S.J., Fuel, 2020, vol. 278. https://doi.org/10.1016/j.fuel.2020.118290
Xu, Y., Shu, Y., Liu, S., Huang, J., and Guo, X., Catal. Lett., 1995, vol. 35, nos. 3–4, pp. 233–243. https://doi.org/10.1007/BF00807179
Kosinov, N., Coumans, F.J.A.G., Li, G., Uslamin, E., Mezari, B., Wijpkema, S.G., Pidko, E.A., and Hensen, E.J.M., J. Catal., 2017, vol. 346, pp. 125–133. https://doi.org/10.1016/j.jcat.2016.12.006
Liu, S., Wang, L., Ohnishi, R., and Ichikawa, M., Kinet. Catal., 2000, vol. 41, no. 1, pp. 132–144. https://doi.org/10.1007/BF02756152
Tempelman, C.H.L., Zhu, X., and Hensen, E.J.M., Chin. J. Catal., 2015, vol. 36, no. 6, pp. 829–837. https://doi.org/10.1016/S1872-2067(14)60301-6
Martínez, A., Peris, E., Derewinski, M., and Burkat-Dulak, A., Catal. Today, 2011, vol. 169, no. 1, pp. 75–84. https://doi.org/10.1016/j.cattod.2010.11.063
Tempelman, C.H.L. and Hensen, E.J.M., Appl. Catal., B, 2015, vols. 176–177, pp. 731–739. https://doi.org/10.1016/j.apcatb.2015.04.052
Rahman, M., Infantes-Molina, A., Boubnov, A., Bare, S.R., Stavitski, E., Sridhar, A., and Khatib, S.J., J. Catal., 2019, vol. 375, pp. 314–328. https://doi.org/10.1016/j.jcat.2019.06.002
Zhang, W., Ma, D., Han, X., Liu, X., Bao, X., Guo, X., and Wang, X., J. Catal., 1999, vol. 188, no. 2, pp. 393–402. https://doi.org/10.1006/jcat.1999.2670
Chen, L., Lin, L., Xu, Z., Li, X., and Zhang, T., J. Catal., 1995, vol. 157, no. 1, pp. 190–200. https://doi.org/10.1006/jcat.1995.1279
Ding, W., Li, S., Meitzner, G., and Iglesia, E., J. Phys. Chem. B, vol. 105, no. 2, pp. 506–513. https://doi.org/10.1021/jp0030692
Li, W., Meitzner, G.D., Borry, R., and Iglesia, E., J. Catal., 2000, vol. 191, no. 2, pp. 373–383. https://doi.org/10.1006/jcat.1999.2795
Ma, D., Shu, Y., Han, X., Liu, X., Xu, Y., and Bao, X., J. Phys. Chem. B, 2001, vol. 105, no. 9, pp. 1786–1793. https://doi.org/10.1021/jp002011k
Ma, D., Han, X., Zhou, D., Yan, Z., Fu, R., Xu, Y., Bao, X., and Hu, H., Chem.-Eur. J., 2002, vol. 8, no. 19, pp. 4557–4561. https://doi.org/10.1002/1521-3765(20021004)8:19<4557::AID-CHEM4557>3.0.CO;2-8
Zaikovskii, V.I., Vosmerikov, A.V., Anufrienko, V.F., Korobitsyna, L.L., Kodenev, E.G., Echevskii, G.V., Vasenin, N.T., Zhuravkov, S.P., Ismagilov, Z.R., and Parmon, V.N., Dokl. Phys. Chem., 2005, vol. 404, nos. 4–6, pp. 201–204. https://doi.org/10.1007/s10634-005-0060-1
Zhou, D., Zuo, S., and Xing, S., J. Phys. Chem. C, 2012, vol. 116, no. 6, pp. 4060–4070. https://doi.org/10.1021/jp209037c
Xing, S., Zhou, D., Cao, L., and Li, X., Chin. J. Catal., 2010, vol. 31, no. 4, pp. 415–422. https://doi.org/10.1016/S1872-2067(09)60062-0
Xu, Y., Bao, X., and Lin, L., J. Catal., 2003, vol. 216, nos. 1–2, pp. 386–395. https://doi.org/10.1016/S0021-9517(02)00124-0
Weckhuysen, B.M., Rosynek, M.P., and Lunford, J.H., Catal. Lett., 1998, vol. 52, nos. 1–2, pp. 31–36. https://doi.org/10.1023/A:1019094630691
Ma, D., Wang, D., Su, L., Shu, Y., Xu, Y., and Bao, X., J. Catal., 2002, vol. 208, no. 2, pp. 260–269. https://doi.org/10.1006/jcat.2002.3540
Ma, D., Shu, Y., Bao, X., and Xu, Y., J. Catal., 2000, vol. 189, no. 2, pp. 314–325. https://doi.org/10.1006/jcat.1999.2704
Matus, E.V., Ismagilov, I.Z., Sukhova, O.B., Zaukouskii, I.V., Tsikoza, L.T., and Ismagilov, Z.R., Ind. Eng. Chem. Res., 2007, vol. 46, no. 12, pp. 4063–4074. https://doi.org/10.1021/ie0609564
Shu, Y., Ohnishi, R., and Ichikawa, M., J. Catal., 2002, vol. 206, no. 1, pp. 134–142. https://doi.org/10.1006/jcat.2001.3481
Ma, H., Kojima, R., Ohnishi, R., and Ichikawa, M., Appl. Catal., A, 2004, vol. 275, nos. 1–2, pp. 183–187.https://doi.org/10.1016/j.apcata.2004.07.032
Ma, H., Kojima, R., Kikuchi, S., and Ichikawa, M., Catal. Lett., 2005, vol. 104, no. 1, pp. 63–66.https://doi.org/10.1007/s10562-005-7437-y
Ismagilov, Z.R., Tsikoza, L.T., Matus, E.V., Litvak, G.S., Ismagilov, I.Z., and Sukhova, O.V., Eurasian Chem.-Technol. J., 2005, vol. 7, no. 2, pp. 115–121. https://doi.org/10.18321/ectj622
Shu, Y., Ma, H., Ohnishi, R., and Ichikawa, M., Catal. Commun., 2003, vol. 87, no. 1, pp. 86–87. https://doi.org/10.1039/B208607G
Xu, Y. and Lin, L., Appl. Catal., A, 1999, vol. 188, nos. 1–2, pp. 53–67. https://doi.org/10.1016/S0926-860X(99)00210-0
Jiang, H., Wang, L., Cui, W., and Xu, Y., Catal. Lett., 1999, vol. 57, no. 3, pp. 95–102. https://doi.org/10.1023/A:1019087313679
Liu, H., Shen, W., Bao, X., and Xu, Y., Appl. Catal., A, 2005, vol. 295, no. 1, pp. 79–88. https://doi.org/10.1016/j.apcata.2005.08.011
Ma, D., Shu, Y., Cheng, M., Xu, Y., and Bao, X., J. Catal., 2000, vol. 194, no. 1, pp. 105–114. https://doi.org/10.1006/jcat.2000.2908
Liu, H., Li, T., Tian, B., and Xu, Y., Appl. Catal., A, 2001, vol. 213, no. 1, pp. 103–112. https://doi.org/10.1016/S0926-860X(00)00883-8
Song, Y., Zhang, Q., Xu, Y ., Zhang, Y., Matsuoka, K., and Zhang, Z.-G., Appl. Catal., A, 2017, vol. 530, pp. 12–20. https://doi.org/10.1016/j.apcata.2016.11.016
Xu, Y ., Song, Y., Suzuki, Y., and Zhang Z.-G., Catal. Sci. Technol., 2013, vol. 3, no. 10, pp. 2769–2777. https://doi.org/10.1039/c3cy00320e
Jin, Z., Liu, S., Qin, L., Liu, Z., Wang, Y., Xie, Z., and Wang, X., Appl. Catal., A, 2013, vol. 453, pp. 295–301. https://doi.org/10.1016/j.apcata.2012.12.043
Wu, Y., Emdadi, L., Oh, S.C., Sakbodin, M., and Liu, D., J. Catal., 2015, vol. 323, pp. 100–111.https://doi.org/10.1016/j.jcat.2014.12.022
Wang, K., Huang, X., and Li, D., Appl. Catal., A, 2018, vol. 556, pp. 10–19. https://doi.org/10.1016/j.apcata.2018.02.030
Ding, W., Meitzner, G.D., and Iglesia, E., J. Catal., 2002, vol. 206, no. 1, pp. 14–22. https://doi.org/10.1006/jcat.2001.3457
Kubota, Y., Inagaki, S., and Takechi, K., Catal. Today, 2014, vol. 226, pp. 109–116. https://doi.org/10.1016/j.cattod.2013.10.032
Portilla, M.T., Llopis, F.J., and Martínez, C., Catal. Sci. Technol., 2015, vol. 5, no. 7, pp. 3806–3821. https://doi.org/10.1039/C5CY00356C
Kosinov, N., Coumans, F.J.A.G., Uslamin, E., Kapteijn, F., and Hensen, E.J.M., Angew. Chem., Int. Ed. Engl., 2016, vol. 55, no. 48, pp. 15086–15090. https://doi.org/10.1002/anie.201609442
Yuan, S., Li, J., Hao, Z., Feng, Z., Xin, Q., Ying, P., and Li, C., Catal. Lett., 1999, vol. 63, nos. 1–2, pp. 73–77. https://doi.org/10.1023/A:1019096300302
Tan, P.L., Leung, Y.L., Lai, S.Y., and Au, C.T., Catal. Lett., 2002, vol. 78, nos. 1–4, pp. 251–258. https://doi.org/10.1023/A:1014956501472
Tan, P.L., Wong, K.W., Au, C.T., and Lai, S.Y., Appl. Catal., A, 2003, vol. 253, pp. 305–316. https://doi.org/10.1016/S0926-860X(03)00541-6
Rodrigues, A.C.C. and Monteiro, J.L.F., Catal. Lett., 2007, vol. 117, nos. 3–4, pp. 166–170. https://doi.org/10.1007/s10562-007-9130-9
Yao, S.D., Sun, C.Y., Li, J., Huang, X.M., and Shen, W.J., J. Nat. Gas Chem., 2010, vol. 19, no. 1, pp. 1–5. https://doi.org/10.1016/S1003-9953(09)60031-1
Liu, S., Dong, Q., Ohnishi, R., and Ichikawa, M., Chem. Commun., 1998, no. 11, pp. 1217–1218. https://doi.org/10.1039/A801582A
Jpn. Patent 89350038, 2007.
Honda, K., Yoshida, T., and Zang, Z.-G., Catal. Commun., 2003, vol. 4, no. 1, pp. 21–26. https://doi.org/10.1016/S1566-7367(02)00242-X
US Patent 20150099914 A1, 2015.
US Patent 2007/0249880 A1, 2007.
US Patent 2010/0305374 A1, 2010.
US Patent 7951985 B2, 2011.
Liu, B.S., Tian, L., Li, L., Au, C.T., and Cheung, A.S.-C., Am. Inst. Chem. Eng. J., 2011, vol. 57, no. 7, pp. 1852–1859. https://doi.org/10.1002/aic.12385
Skutil, K. and Taniewski, M., Fuel Process. Technol., 2006, vol. 87,no. 6, pp. 511–521. https://doi.org/10.1016/j.fuproc.2005.12.001
Ding, W.P., Meitzner, G.D., and Iglesia, E., J. Catal., 2002, vol. 206, no. 1, pp. 14–22. https://doi.org/10.1006/jcat.2001.3457
Ma, D., Lu, Y., Su, L., Xu, Z., Tian, Z., Xu, Y., Lin, L., and Bao, X., J. Phys. Chem. B, 2002, vol. 106, no. 34, pp. 8524–8530. https://doi.org/10.1021/jp020166h
Lu, Y., Ma, D., Tian, Z., Bao, X., and Lin, L., Chem. Commun., 2001,no. 20, pp. 2048–2049. https://doi.org/10.1039/B105853N
Devi, L., Ptasinski, K.J., and Janssen, F.J.J.G., Ind. Eng. Chem. Res., 2005, vol. 44, no. 24, pp. 9096–9104. https://doi.org/10.1021/ie050801g
Paglieri, S.N. and Way, J.D., Sep. Purif. Methods, 2002, vol. 31, no. 1, pp. 1–169. https://doi.org/10.1081/SPM-120006115
Li, K., Ceramic Membranes for Separation and Reaction, New York: Wiley, 2007.
Liu, Y., Tan, X., and Li, K., Ind. Eng. Chem. Res., 2006, vol. 45, no. 11, pp. 3782–3790. https://doi.org/10.1021/ie0513402
Peringer, E., Salzinger, M., Hutt, M., Lemonidou, A.A., and Lercher, J.A., Top. Catal., 2009, vol. 52, pp. 1220–1231. https://doi.org/10.1007/s11244-009-9265-6
Degirmenci, V., Yilmaz, A., and Uner, D., Catal. Today, 2009, vol. 142, nos. 1–2, pp. 30–33. https://doi.org/10.1016/j.cattod.2009.01.011
Gür, T.M., Prog. Energy Combust. Sci., 2016, vol. 54, pp. 1–64. https://doi.org/10.1016/j.pecs.2015.10.004
Yokokawa, H., Tu, H., Iwanschitz, B., and Mai, A., J. Power Sources, 2008, vol. 182, no. 2, pp. 400–412. https://doi.org/10.1016/j.jpowsour.2008.02.016
McIntosh, S., Vohs, J.M., and Gorte, R.J., J. Electrochem. Soc., 2003, vol. 150, no. 10. pp. 1305–1312. https://doi.org/10.1149/1.1603246
Nikolla, E., Schwank, J., and Linic, S., J. Electrochem. Soc., 2009, vol. 156, no. 11, pp. 1312–1316. https://doi.org/10.1149/1.3208060
Funding
This work was performed as part of a state task for the Institute of Petroleum Chemistry, Siberian Branch, Russian Academy of Sciences. It was supported by the RF Ministry of Science and Higher Education.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors declare they have no conflicts of interest.
Additional information
Translated by M. Timoshinina
Rights and permissions
About this article

Cite this article
Stepanov, A.A., Korobitsyna, L.L. & Vosmerikov, A.V. State-of-the-Art and Achievements in the Catalytic Conversion of Natural Gas into Valuable Chemicals. Catal. Ind. 14, 11–30 (2022). https://doi.org/10.1134/S2070050422010093
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2070050422010093