
Abstract—
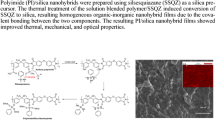
The polyimide precursor, poly(amic acid) (PAA) (II), was synthesized from 4,4'-oxydiphthalic dianhydride (ODPA) and 4,4'-bis(4-aminophenoxy)biphenyl (I). Two polyimides/silica composites with covalent (V series) and non-covalent bonds (VI series) were then prepared and compared in this study. V series used the coupling agent of 3-aminopropyltrimethoxysilane (APrTMOS) to form the PAA-silane precursor (III). Finally, the covalent bonds characteristics of V series were prepared from III and tetramethoxysilane (TMOS) via a combination of thermal imidization and sol–gel process. The resulting V series hybrid films showed mechanically robust and optically transparent even at high silica content (40 wt %). In addition, excellent thermal stability (10% weight loss temperature in excess of 550°C, and char yield higher than 60% under nitrogen at 800°C). In addition, the non-covalent bonding hybrid films prepared from II and TMOS were also conducted and compared in this study.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Organic-inorganic hybrid materials have received great attention due to the combining characteristic of the inorganic material (rigidity, high thermal stability) and of the organic polymer (flexibility, dielectric, and processability) [1–5]. Among the preparation of hybrid materials, sol–gel process is the most convenience methodology [6–9]. Currently, the hybrid materials of silica (silicon dioxide) and polymers have been investigated and prepared from tetraalkoxysilane and polymers such as poly(urethane) [10], epoxy [11], poly(ether ketone) [12], polyoxazoline [13], poly-amide [14–16], etc.
Aromatic polyimide (PI) is one of the most popular high-performance polymers for microelectronic industry because of their excellent thermal stability, chemical resistivity, mechanical properties strength and good dielectric properties [17, 18]. In the past two decades, polyimide/silica hybrid materials though sol–gel process had been prepared for performance enhancement and extending industrial applications, such as the inorganic silica material can mitigate the insufficient thermal stability of organic polyimide, decrease the charge transfer complex (CTC) effect of the hybrid film as well [19–26]. In addition, polyimides are particularly suitable for this type of process since they can be produced from poly(amic acid) precursors, which are soluble in hygroscopic solvents and can, therefore, tolerate the addition of water necessary to accomplish the hydrolysis of the alkoxysilane or metal alkoxide. Furthermore, the condensation reaction for the conversion of the poly(amic acid) to the corresponding polyimide is an intramolecular process, this is not expected to be affect by the surrounding inorganic domains.
The most common PI/silica materials have been prepared by mixing a PI with an alkoxysilane such as tetramethoxysilane (TMOS), followed by a sol–gel reaction involving the hydrolysis of alkoxy group and polycondensation reactions [27]. However, this type of physical blending method was found that phase separation occurred at higher silica content with poor optical and mechanical properties as comparing to the pure PIs [28]. Using coupling agent to connect organic and inorganic part was reported to have better dispersion of the siloxane domains into the polyimide matrix due to the covalent bonds characteristics [26, 29, 30].
In this work, the polyimide matrix system was prepared from ODPA and 4,4'-bis(4-aminophenoxy)biphenyl (I) to afford flexible and tough films. In addition, adopting the coupling agent 3-aminopropyltrimethoxysilane (APrTMOS) and TMOS/water as sol–gel ingredient to obtain the chemical bonding characteristics hybrid films (V series). Furthermore, the corresponding non-covalent hybrid films (VI series) were preparing by blending PI with TMOS. The effects for thermal, mechanical and optical properties of silica content and coupling agent for those hybrid films were discussed in this study.
EXPERIMENTAL
Materials
4,4'-Bis(4-aminophenoxy)biphenyl (I) (from Chriskev) was used without further purification. 4,4'-Oxydiphthalic dianhydride (ODPA; Chriskev) were heated at 250°C in vacuo for 3 h before use. N,N-Dimethylacetamide (DMAc, Fluka) was purified by distillation under reduced pressure over calcium hydride and stored over 4 Å molecular sieves. 3-Aminopropyltrimethoxysilane (APrTMOS; Aldrich) and tetramethoxysilane (TMOS; Fluka) were used as received.
Preparation for the PI/Silica Hybrid Films
Synthesis of PI/Silica Hybrids (V Series). A typical example of the preparation of polyimide/silica hybrid film V-10 is described as follows. A mixture of 0.368 g (1.000 mmol) of bis(ether amine) I and 0.310 g (1.000 mmol) of ODPA was dissolved in 5.5 mL of dried DMAc was stirred at room temperature for 1.5 h to obtain a PAA solution (II). Then, 0.018 g (0.01 mmol) of APrTMOS was added to the PAA solution and stirring of the mixture for another 1 h. The mixture of TMOS-containing solution was added (1.245 mmol of TMOS and 2.490 mmol of H2O in 0.5 mL of DMAc) after a calculated quantity of silica content and the transparent sol–gel solution was stirred for about 24 h prior to casting thin films. It is important to note that we incorporated DMAc as cosolvent into TMOS/H2O system to avoid an opaque solution appear. Therefore, the transparent precursor solution still achieved based on above sol–gel processing. The film was then cast on an aluminum thin film supported by a glass plate. The film was heated at 80°C for 1 h and 120°C for 1 h to remove the solvent, the semidried hybrid film was then further cured at the rate of 2 deg/min to 270°C and held at that temperature for additional 1 h. The aluminum foil could be removed by soaking in an HCl solution (1 M) to obtain PI/silica hybrid film, V-10. Other hybrid films were prepared for the same manners.
IR (film) of V-10, cm–1: 1779 (asymmetric C=O stretch), 1727 (symmetric. imide C=O stretch), 1614, 1492 (aromatic C=C stretch), 1384 (C–N stretch), 1247 (C–O stretch), 1080 (Si–O–Si stretch).
Synthesis of PI/Silica Hybrids (VI Series). The hybrid film VI-10 was synthesized as an example. PAA solution (II) was prepared in the same procedure with above description, then the TMOS-containing solution (1.245 mmol of TMOS and 2.490 mmol of H2O in 0.5 mL of DMAc), and the transparent sol–gel solution was stirred for about 24 h prior to casting thin films. The following condition for thermal imidization and sol–gel process was similar to V series. Other VI series hybrid films were prepared for similar procedure.
Measurements
IR spectra were recorded on a Horiba FT-720 Fourier transform infrared (FTIR) spectrometer. Ultraviolet–visible (UV–vis) spectra of the polymer films were recorded on a Jasco UV-560 UV–vis spectrophotometer. Thermogravimetric analysis (TGA) was conducted with a TA Instruments TGA 2050. Measurements were carried out on 7–10-mg film samples heated in flowing nitrogen or air (90 cm3/min) at a heating rate of 20 deg/min. Glass transition temperatures Tg of polymer were conducted by a TA Instruments DSC 2010 in flowing nitrogen (40 cm3/min) at a heating rate of 15 deg/min. Tg were read as the midpoint of the heat capacity jump and were taken from the second heating scan after quick quenching from 400°C to room temperature to achieve amorphous samples. Mechanical properties of the films were measured with an Instron model 4400R tensile tester with a 5 kg load cell at a crosshead speed of 5 mm/min and a 2 cm gauge length on strips approximately 40–50 μm thick and 0.5 cm wide. An average of at least five individual determinations was used. The microstructure of the prepared hybrid films was examined by field emission scanning electron microscope (HR-SEM, Oxford, JSM-6335FNT).
RESULTS AND DISCUSSION
Preparation of PI/Silica Hybrid Films
The sol–gel process is based on the homogeneous hydrolysis and condensation of metallic alkoxides to form a 3D inorganic network. Sol–gel process was a good method for the preparation of PI/Silica hybrid composites, which could reduce or avoid aggregation of the silica particles in the polyimide matrix [26]. Scheme 1 shows the selected diamine (I) and dianhydride (ODPA) structures in this study. The precursor (PAA) (II) was synthesized by the general process through ring-opening polyaddition at equimolar ratio of I and ODPA, followed by (i) connected with coupling agent “APrTMOS” through covalent bonds and mixed with “TMOS” for sol–gel reaction (Scheme 1) or (ii) only mixed with “TMOS” for sol–gel reaction (Scheme 2) to obtain relative V and VI series films. Scheme 3 depicts a flow chart for the preparation of V and VI series. To ensure the complete hydrolysis, water was added to the sol–gel solution and stirred at least 24 h prior to casting films. V series hybrid films shows transparency even the content of silica increasing up to 40 wt %. However, the amount of APrTMOS should be controlled; the PAA segment may be broken if add too much of APrTMOS. On the contrary, the silica of the VI' series hybrid films without AprTMOS coupling agent led to opaque polyimide/silica hybrid films as the silica content was higher than 10 wt %. The transparent characteristic remark of those films was also listed in Table 1.

Scheme 1.

Scheme 2.

Scheme 3.
Table 1 summarizes the preparation recipe of the hybrid films. V and VI series were formulated to produce hybrids with 0, 3, 5, 10, 20, 30, and 40 wt % based on weight percent of the nominal silica (SiO2) content, i.e. based on the assumption that the entire alkoxysilane content (APrTMOS/TMOS for V series or TMOS for VI series) is converted to SiO2. Typical FTIR spectra of some PI/Silica hybrid films (V series) with different of silica contents are shown in Fig. 1. The asymmetric and symmetric carboxyl strength of imide ring around 1780, 1720 cm–1, C–N stretching around 1380 cm–1 are characteristics of the hybrid polyimide. Furthermore, all the films have the characteristic absorption peaks of Si–O–Si at around 1080 cm–1. These peaks were more obvious as the SiO2 content increased. The characteristic bands of Si–OH (around 810 cm–1) and Si–O–C (960 cm–1) didn’t observe in these hybrid films [31]. Therefore, we assumed that the sol–gel process was fully converted and polyimide/silica composites were formed.

(Color online) FTIR spectra of V series hybrid films: (1) V-0, (2) V-5, (3) V-10, (4) V-20, (5) V-30, (6) V-40.
Optical Properties and Morphology Studies
The UV–Vis spectra of the pure PI (V-0, VI-0) and PI/silica hybrid films are shown in Figs. 2 and 3. The APrTMOS-modified hybrid films, V series, contents up to 40 wt % still exhibited high optical transparency as comparing to pure PI. On the other hand, the silica content of VI series hybrid films showed significant impact on optical properties, i.e. transmittance reducing as the silica increased. Even only incorporation of 10 wt % colloidal silica into the polyimide matrix by physical solution blending afforded opaque PI/silica hybrid films of bad quality. This was due to the introduction of the coupling agent APrTMOS into the hybrid systems led to the silica particles dispersed homogeneously due to the covalent bonding between polymer matrix and silica network, as observed by scanning electron microscopy (SEM) (Fig. 4). The SEM images of the hybrid films with different silica content are shown in Fig. 4. In the V series hybrids, there is no clear silica domain observed in the prepared hybrid films even though the silica content is up to 40 wt%. Moreover, the obvious phase separation of VI series due to the absence of coupling agent. It was obviously found that the particle size of VI series become larger as the silica contents increased. Although the V series exhibited better optical properties as comparing to VI series and also similar to the original pure PI, the optically transparence is still too low. This might be due to the fact that pure polyimide was synthesized from the diamine (I), and dianhydride (ODPA). A common strategy on obtaining light-colored polyimide films is to use dianhydrides with lower electron-accepting ability and diamines with lower electron-donating ability that can mitigate intra- and intermolecular CTC (charge transfer complex) effect. Thus, the optical improvement can be improved in the future by using the fluorinated bis(ether amine)s and bis(ether anhydride)s [32].

(Color online) UV–Vis spectra of (1) pure PI (V-0) and relative hybrid films with different silica content (V series): (2) V‑10, (3) V-20, (4) V-40.

(Color online) UV–Vis spectra of (1) pure PI (VI-0) and relative hybrid films with different silica content (VI series): (2) V‑3, (3) V-5, (4) V-10.

SEM photographs of PI/silica hybrid films with different silica contents: (a) V-10, (b) V-20, (c) V-40, (d) VI-10, (e) VI-20, (f) VI-40.
Mechanical Properties
Mechanical properties for all hybrid films are summarized in Table 2. All the Young’s modulus of the hybrid films exhibits increase with increase of the silica content (Fig. 5). For instance, the modulus for V series were increased from 1.8 to 4.0 GPa as the silica content increased from 0 to 40 wt %. This observation might be due to the crosslinked networks of the polymer/silica hybrids films. In addition, V series exhibit relative higher modulus than VI series due to the covalent bonding between PI and silica without phase separation. In addition, the V-20 hybrid film showed the highest tensile strength (104 MPa) and good modulus (3.0 GPa) and acceptable elongation at break (9%). However, a fast reduction of tensile strength was measured for the silica content higher than 20 wt %. In comparison with the coupling agent hybrid films, samples with non-coupling agent VI series also had similar trend in modulus and tensile strength. The decreasing of tensile strength at high silica content can probably be explained by silica aggregations that lead to stress concentration. However, a slightly decreasing slope of tensile strength was observed for VI series as compared with V series. This trend was also described in literature [24]. This probably due to the relative low molecular weight of the V series combined with higher silica content resulting a dramatically decreasing on tensile strength.

(Color online) Effect of silica content on the Young’s modulus of the PI/silica hybrid films: (1) V, (2) VI.
Thermal Properties
The thermal properties of all hybrid films under nitrogen or air atmosphere are listed in Table 3. The Tg values of the V series hybrid films were in the range of 243–249°C, and those of the VI series were in the range of 249–254°C. Hybrid V series showed slightly lower Tg than the pure polyimide, this might be due to the plasticizing effect by the incompletely cross-linked silica segments. In addition, the flexible segment (methylene group) in the coupling agent (APrTMOS) also limited the increase in Tg value. On the other hand, hybrid VI series exhibited slightly higher Tg than the neat polyimide and V series due to the crosslinking organic-inorganic hybrid might restrict the polymer chain motion and flexible segment (AprTMOS) free system.
The thermal stability of those hybrid films was evaluated by TGA, the temperatures of 10% weight loss (T10) in nitrogen and air atmosphere are recorded in Table 3 and Figs. 6 and 7. In general, these polyimide/silica hybrid films had excellent thermal stability; the T10 values of V series hybrid films were all higher than 550°C and higher than the pristine pure PI with recorded in the range of 578–609°C in the nitrogen and 560–589°C in air atmosphere, IV series hybrids films of 584–586°C in N2 and 579–582°C in air. The T10 values increased with increasing silica content. The increase in the thermal stability could be attributed to the high thermal stability of silica and the existence of the strong interaction between the silica particles and the PI matrix. The V series with covalent bonding between PI matrix and silica showed thermal stability than VI series due to the relative strong interaction and well-dispersed composites. This observation also consisted with the optical properties shown above. In addition, all the hybrid films left more than 60% char yield at 800°C in nitrogen. The increase of char yield of V and VI series hybrid films compared to the pure polyimide was attributed to the incorporation of thermal stable silica. The char yield at 800°C under air atmosphere of the V and VI series hybrids is illustrated in Table 3. The char yields of all series increase with greater amounts of silica. The values of the silica content shown at the Table 3 are slightly lower than the calculated ones that might be due to the unreacted TMOS.

(Color online) TGA curves of the V series under N2 atmosphere.

(Color online) TGA curves of the VI series under N2 atmosphere.
CONCLUSIONS
Two series (V and VI series) of PI/silica hybrid films were prepared. We started from 4,4'-bis(4-amino-phenoxy)biphenyl (I) with ODPA to obtain poly(amic acid)s, followed by sol–gel process through covalent bonding or physical mixing process and, the precursor hybrid films were successfully obtained via thermal imidization process. The incorporation of a coupling agent, APrTMOS, was shown to enhance compatibility between PI and silica, which improved the thermal and optical properties of the hybrid films. Silica content up to 40 wt % of the V series still showed good flexibility, optical transparency, thermal stability and excellent Young’s modulus without any aggregations. Thus, this homogeneous hybrid films (V series) can be considered as new candidates for high temperature optoelectronic fields.
REFERENCES
G. L. Wikes, H. H. Huang, and R. H. Glaser, in Advances in Chemistry, Ser. 224 (American Chemical Society, Washington, DC, 1990), p. 207.
C. Sanchez, B. Julián, P. Belleville, and M. Popall, J. Mater. Chem. 15, 3559 (2005).
C. R. Kagan, D. B. Mitzi, and C. D. Dimitrakopoulos, Science 286, 945 (1999).
P. Innocenzi and B. Lebeau, J. Mater. Chem. 15, 3821 (2005).
R. P. Oritz, A. Facchetti, and T. J. Marks, Chem. Rev. 110, 205 (2010).
L. L. Hench and J. K. West, Chem. Rev. 90, 33 (1990).
J. Wen and G. L. Wilkes, Chem. Mater. 8, 1667 (1996).
R. Vendamme, S. Y. Onoue, A. Nakako, and T. Kunitake, Nat. Commun. 5, 494 (2006).
D. Avnir, T. Coradin, O. Lev, and J. Livage, J. Mater. Chem. 16, 1013 (2006).
Z. S. Petrović, I. Javni, A. Waddon, and G. Bánhegyi, J. Appl. Polym. Sci. 76, 133 (2000).
S. Kang, S. I. Hong, C. R. Choe, M. Park, S. Rim, and J. Kim, Polymer 42, 879 (2001).
K. S. Roelofs, T. Hirth, and T. Schiestel, J. Membr. Sci. 346, 215 (2010).
T. Ogoshi and Y. Chujo, Polymer 47, 4036 (2006).
S. Wang, Z. Ahmad, and J. E. Mark, Polym. Bull. 31, 323 (1993)
F. Yang, Y. Ou, and Z. Yu, J. Appl. Polym. Sci. 69, 355 (1998)
E. W. van Zyl, M. García, B. A. G. Schrauwen, B. J. Kool, J. T. M. De Hosson, and H. Verweij, Macromol. Mater. Eng. 287, 106 (2002).
Polyimides, Ed. by D. Wilson, H. D. Stenzenberger, and P. M. Hergenrother (Blackie, New York, 1990).
Polyimides: Fundamentals and Applications, Ed. by M. K. Ghosh and K. L. Mittal (Marcel Dekker, New York, 1996).
A. Morikawa, Y. Iyoku, M. Kakimoto, and Y. Imai, Polym. J. 24, 107 (1992).
Y. Chen and J. O. Iroh, Chem. Mater. 11, 1218 (1999).
X. Y. Shang, Z. K. Zhu, J. Yin, and X. D. Ma, Chem. Mater. 14, 71 (2002).
C. C. Chang and W. C. Chen, Chem. Mater. 14, 4242 (2002).
K. H. Wu, T. C. Chang, Y. T. Wang, and Y. S. Chiu, J. Polym. Sci., Part A: Polym. Chem. 37, 2275 (1999).
B. K. Chen, T. M. Chiu, and S. Y. Tsay, J. Appl. Polym. Sci. 94, 382 (2004).
M. H. Tsai and W. T. Whang, Polymer 42, 4197 (2001).
C. P. Yang, Y. Y. Su, and S. H. Hsiao, J. Appl. Polym. Sci. 104, 4046 (2007).
C. J. Brinker and G. W. Scherer, Sol–Gel Science: the Physics and Chemistry of Sol–Gel Processing (Academic Press, Inc., London, 2013).
L. Masica and A. Koul, Polymer 36, 3649 (1995).
Y. Tao, F. Zheng, Z. Chen, S. Chen, X. Lu. And Q. Lu, High Perform. Polym. 29, 1049 (2017).
Z. Fei, Z. Yang, G. Chen, and K. Li, J. Sol–Gel Sci. Technol. 85, 506 (2018).
Z. K. Zhu, Y. Yang, J. Tin, and Z. N. Qi, J. Appl. Polym. Sci. 73, 2977 (1999).
Y. C. Chen and S. H. Hsiao, High Perform. Polym. 30, 47 (2018).
Funding
Financial support from the Ministry of Science and Technology, Taiwan ROC is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yung-Chung Chen, Huang, SY. & Yen, JH. Effect of Coupling Agent and Silica Content for Polyimide/Silica Composited Materials. Polym. Sci. Ser. B 61, 670–679 (2019). https://doi.org/10.1134/S1560090419050014
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1560090419050014