
Abstract
The use of glass powder instead of cement as an auxiliary cementitious material can better alleviate environmental problems and energy problems. This experiment studies the influence of the fineness of glass powder and the substitution rate on the performance of mortar, to guide the actual project. The study found that with the increase of the substitution rate, the initial setting time becomes longer, the finer the fineness, the longer the initial setting time, but the difference between P-60 and P-90 decreases with the increase of the substitution rate. With the increase of substitution rate, the compressive strength of 7, 28 and 90 d increased first and then decreased. When the substitution rate was 5%, the compressive strength reached the maximum, but the 7 d compressive strength of P-30 with 5% substitution rate decreased slightly. With the increase of substitution rate, the cumulative hydration heat decreased gradually. The difference between P-60 and P-90 was not significant. Similar to the cumulative hydration heat, the hydration heat flow per gram of cement decreased gradually with the increase of substitution rate. It can be seen from nanoindentation that fineness and substitution rate have little effect on the properties of hydration products. With the increase of substitution rate, the total porosity decreases first and then increases. The porosity of glass powder mixed with P-30 is the largest, followed by P-60 and P-90, but the difference between the total porosity of P-60 and P-90 is not significant. In practical engineering, these two factors need to be considered in combination.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 INTRODUCTION
The source of waste glass is scattered, and there are great differences in chemical composition between different waste glass, which makes it difficult to recycle production and utilization. 90% of waste glass is abandoned in the landfill site, and a large amount of solid waste causes serious burden to the environment.
The glass powder is an irregular hard material, which has the characteristics of easy grinding, high transparency, controllable particle size and anti-skid [1]. The alkali-aggregate reaction of glass is related to the particle size of glass powder. Glass particles with particle sizes greater than 300 μm will undergo an obvious alkali silicate reaction in concrete [2]. The activity of glass powder depends on the content of amorphous SiO2 and particle fineness. Glass powder with particle size less than 75 μm has potential volcanic ash activity [3]. Khmiri [4] used glass powder with particle size less than 20 μm to test the activity index of 7, 28 and 90 d, which reached 82, 95 and 102% respectively. Schwarz [5] used 60% glass powder with particle size less than 88 μm to replace 0 ~ 30% cement. Due to the low water absorption of glass, the fluidity increased.
Hendi [6] also used particle swarm optimization method to determine the glass powder instead of cement preparation of self-compacting concrete, glass powder content of 5 to 20% of the development of concrete strength play a positive role. Mirzahosseini [7] obtained 0 ~ 25 μm glass powder showing a high-intensity activity index. Matos [8] showed that the content of glass powder in less than 20% conditions can effectively inhibit the erosion of sulfuric acid.
Glass powder partially replaces cement, and its volcanic ash effect can improve the ability to resist harmful ions [9, 10]. Using glass powder to partially replace cement has a larger gap than mortar without glass powder, but it will not reduce the durability of concrete in the later stage [11, 12]. Due to the substitution of glass powder, the effective cementitious material is reduced, and the early strength of concrete will decrease. However, with the development of age, the later volcanic ash effect can effectively improve the mechanical properties of concrete and fill the harmful voids in concrete [13–16]. The increase of waste glass powder content will lead to the ultimate bearing capacity of the specimen decreased slightly, and flexural strength increased [17, 18].
The slump of gravel and pebble concrete decreases with the increase of the mass fraction of waste glass powder [19, 20]. The incorporation of waste glass powder improves the toughness of concrete, and the flexural strength of concrete is enhanced [21]. Because glass is mainly composed of silicon dioxide and is alkaline, when used as aggregate, it will lead to alkali aggregate reaction. The alkali aggregate reaction is related to the particle size. When the particle size decreases to a certain extent, the glass particles produce pozzolanic activity [22–24]. Although the incorporation of glass powder will lead to the reduction of effective cementitious materials, the later volcanic ash effect will make the microstructure denser and affect the morphology of the hydration product C-S-H gel [25, 26].
Replacing the effective components in cement with a large amount of glass powder will lead to a decrease in early compressive strength [27, 28]. The adverse effects of glass powder on concrete are related to fineness, and when the particles are within a certain range, they exhibit volcanic ash activity [29, 30]. The volcanic ash activity of glass powder is related to the content of active silica [31, 32]. This paper analyzes the microscopic mechanism of glass powder on concrete performance by comparing the influence of glass powder fineness and replacement rate on mortar performance.
2 MATERIALS AND METHODS
2.1 Materials
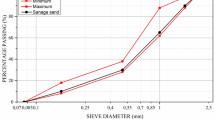
The test uses Portland cement with a strength grade of 42.5 MPa. The glass powder used in the test comes from the waste glass of the glass factory. After the glass is crushed, it is ground in a grinder, and the particle size of the raw material is controlled by grinding time. The effect of the two on the performance of the concrete was analyzed. The chemical composition of the raw materials was tested by XPS. It can be seen from Fig. 1 that the content of CaO in the cement was high, and the content of SiO2 in the glass powder was high. The broken glass was ground for 30, 60, 90 and 120 min, respectively, and the rotation speed was 300 r/min. Respectively using P-30, P-60, P-90 to represent, the particle size distribution of raw materials is shown in Fig. 2, glass powder grinding 30 min, particle size distribution is similar to cement.

Chemical composition of materials.

Particle size distribution of materials.
2.2 Mix Proportion
In order to compare the substitution rate and fineness of cement-based materials, the substitution rate of glass powder was 5, 15, and 25%, and the glass powder with different fineness was used for testing. The mix ratio is shown in Table 1.
2.3 Working Performance and Mechanical Properties
Mortar expansion was used to characterize the fluidity of mortar, and the setting time was measured by Vicat instrument. The compressive strength and flexural strength of mortar specimens were tested by flexural and compressive machine.
2.4 Hydration Heat
The hydration heat rate and accumulated heat release of different systems were measured by isothermal calorimeter at 20°C. Before the test, the eight calorimeter units of the TAM Air instrument were calibrated. The sample is mixed with a micromixer, and the thermal interference caused by the micromixer is very small. Subsequently, all samples were sealed and placed in a calorimeter, and the heat flow was recorded over time.
2.5 Nanoindentation
To analyze the influence of fineness and substitution rate on the properties of hydration products, the TriboLab nanomechanical tester was used for nanoindentation test. The tester was equipped with a Berkovich diamond indenter, which could apply a load of 1 to 30 000 μN. The age of the test sample was 28 d.
2.6 Mercury Intrusion Porosimetry
In order to study the influence of fineness and substitution rate on porosity, PoreMaster was used to analyze the pore size of 28 d samples, and small pieces of 3–5 mm were knocked off the samples for testing. When the samples reached the corresponding age, the test placed the samples in ethanol to stop hydration.
2.7 Ultrasonic Pulse Velocity
The NM-4A nonmetallic ultrasonic testing analyzer was used in the ultrasonic test. After the sample was prepared, it was placed in the standard curing room for maintenance. The test block was taken out after the age. After the surface was dried, vaseline was coated on both ends of the test block. The transmitter and receiver of the ultrasonic instrument were attached to both ends of the test block respectively. The transmission distance was set to 160 mm and then clicked for sampling. After the waveform was stable, click again for sampling.
3 RESULTS AND DISCUSSION
3.1 Workability
It can be seen from Fig. 3 that with the increase of substitution rate, the initial setting time becomes longer, the fineness is finer, and the initial setting time is longer. However, with the increase of substitution rate, the difference between P-60 and P-90 is decreasing, while the difference with P-30 is increasing. However, the difference of final setting time has been decreasing, the substitution rate increases, the water absorption increases, and the glass powder may hinder the hydration of cement. Therefore, the initial setting time becomes longer, the fineness increases, and the increase of surface area will lead to the brick powder to absorb more water. However, with the increase of substitution rate, the effects of P-60 and P-90 are similar, which may be related to the agglomeration of glass powder. The expansion degree decreases with the increase of substitution rate. The finer the fineness, the lower the expansion degree, but the influence of P-60 and P-90 is similar. The glass powder of P-90 may be easy to agglomerate, resulting in a decrease in water absorption, showing a similar effect as P-60.

The influence of fineness and substitution rate on setting time and expansion degree.
3.2 Compressive Strength
Through Fig. 4, it can be seen that with the increase of substitution rate, the compressive strength of 7, 28 and 90 d increases first and then decreases. When the substitution rate is 5%, the compressive strength reaches the maximum, but the 7 d compressive strength of P-30 with a substitution rate of 5% has a slight decrease. The difference between P-60 and P-90 is not significant. The 28 d compressive strength of glass powder with different fineness is quite different. The difference of 90 d compressive strength with different fineness is not significant, and the influence of substitution rate is also small. The addition of glass powder leads to a decrease in the water-binder ratio, thereby increasing the strength of the mortar. On the other hand, because the glass powder is fine, the glass powder can be filled into the pores, thereby increasing the strength of the mortar. However, the substitution of glass powder leads to the reduction of effective cementitious materials, and the activity of glass powder is lower than that of cement, which will cause the compressive strength of the mortar to decrease, and the greater the substitution rate, the more obvious the decrease. In addition, the finer powder may lead to the agglomeration of glass powder, which can not play the filling effect of glass powder.

The influence of fineness and substitution rate on compressive strength.
3.3 Hydration Heat
It can be seen from Fig. 5 that as the substitution rate increases, the cumulative hydration heat gradually decreases, but the cumulative hydration heat difference between the substitution rate of 15% and the substitution rate of 25% is not significant. Under different substitution rates, the hydration heat of P-90 is the highest, while the difference between P-60 and P-90 is not significant, and P-30 is the lowest. It can be seen that fineness and substitution rate will affect the cumulative hydration heat. The early activity of glass powder is low, so the substitution of glass powder will lead to the decrease of effective cementitious materials, but glass powder can be used as the crystal nucleus of hydration reaction, thus accelerating the hydration reaction. In addition, the addition of glass powder will also hinder the hydration of cement to a certain extent, thus reducing the hydration heat.

Accumulated hydration heat at different substitution rates and fineness.
From Fig. 6, it can be seen that, similar to the cumulative hydration heat, the hydration heat flow per gram of cement gradually decreases with the increase of substitution rate, but the hydration heat flow per gram of cement with glass powder is higher than that without glass powder, which may be related to the more hydration space of cement after substitution. In addition, under different substitution rates, the hydration heat flow per gram of cement of P-90 is the highest, followed by P-60, while P-30 is similar to the hydration heat flow without substitution, so the fineness is more significant for the hydration heat flow per gram of cement.

Hydration heat flux per gram of cement under different substitution rates and different fineness.
3.4 Nanoindentation
It can be seen from Fig. 7 that the fineness and substitution rate have little effect on the properties of hydration products. However, it can be seen that for glass powder with different fineness, when the substitution rate is 5%, the pore proportion, low-density hydration products and high-density hydration products decrease, while the proportion of ultra-high-density hydration products increases. With the increase of substitution rate, the pore proportion, low-density hydration products and high-density hydration products all increase slightly, but they are lower than the control group. However, there is no significant difference in the effect of different fineness on hydration products.

Effect of fineness and substitution rate on hydration products.
3.5 Mercury Intrusion Porosimetry
From Fig. 8, it can be seen that with the increase of substitution rate, the total porosity decreases first and then increases. The porosity of glass powder mixed with P-30 is the largest, followed by P-60 and P-90, but the difference between the total porosity of P-60 and P-90 is not significant. Generally speaking, the smaller the particle size of the glass powder, the easier it is for the glass powder to enter the pores of the specimen, thereby changing the total porosity and pore size distribution of the concrete. However, with the extension of the powder time, the glass powder is easy to agglomerate, which is also the reason why P-90 and P-60 glass powder have similar effects on the total porosity.

Effect of fineness and substitution rate on total porosity.
From Fig. 9, it can be seen that no matter what fineness of glass powder is doped, with the increase of substitution rate, the percentage of pores <10, 10–100 and 100 nm–1 μm increases first and then decreases, the percentage of P-60 and P-90 glass powder doping is higher than that of P-30 doping, while the percentage of 1–10 μm and >10 μm pores is opposite, and the study shows that The pores below 100 nm in the gelling material are harmless or less harmful to the gelling material, but the difference between the pore percentage distribution of P-60 and P-90 glass powder doped is not significant, but it can be seen that the slurry doped with P-60 and P-90 glass powder has more gel pores, which is more beneficial to the durability performance of the specimen.

Effect of fineness and substitution rate on pore size distribution.
3.6 Ultrasonic Pulse Velocity
From Fig. 10, it can be seen that with the increase of the substitution rate, the UPV value increases first and then decreases, and the larger the UPV value, the more dense the specimen is. Therefore, when the substitution rate of glass powder is 5%, the specimen is the densest. However, with the increase of the substitution rate, the compactness of the specimen gradually decreases, which is consistent with the analysis results of MIP. In addition, with the increase of the grinding time of glass powder, the UPV value becomes larger, but the difference between P-60 and P-90 is not significant, which is also consistent with other previous analysis. If the powder time is too long, it will lead to the agglomeration of glass powder, resulting in the actual increase of particles. Therefore, a single increase in powder time is ineffective for the performance of concrete.

Effect of fineness and substitution rate on UPV.
4 CONCLUSIONS
There has been extensive research on the use of glass powder instead of cement as an auxiliary cementitious material, but most of the research focuses on the influence of the substitution of glass powder on the performance of cement-based materials. There are few experimental studies on the influence of fineness on the performance of mortar. This experiment studies the similarities and differences of the influence of fineness and substitution rate on mortar, so as to guide the actual engineering test: with the increase of substitution rate, the initial setting time becomes longer, the finer the fineness, the longer the initial setting time, but the difference between P-60 and P-90 decreases with the increase of substitution rate. With the increase of substitution rate, the compressive strength of 7, 28 and 90 d increased first and then decreased. When the substitution rate was 5%, the compressive strength reached the maximum, but the 7 d compressive strength of P-30 with 5% substitution rate decreased slightly, and the difference between P-60 and P-90 was not significant. With the increase of substitution rate, the cumulative hydration heat decreased gradually. The difference between P-60 and P-90 was not significant. Similar to the cumulative hydration heat, the hydration heat flow per gram of cement decreased gradually with the increase of substitution rate. It can be seen from nanoindentation that fineness and substitution rate have little effect on the properties of hydration products. With the increase of substitution rate, the total porosity decreases first and then increases. The porosity of glass powder mixed with P-30 is the largest, followed by P-60 and P-90, but the difference between the total porosity of P-60 and P-90 is not significant. The test results of UPV are similar to MIP.
REFERENCES
Wang, Q., Cui, X., Wang, J., Li, S., Lv, C., and Dong, Y., Effect of fly ash on rheological properties of graphene oxide cement paste, Constr. Build. Mater., 2017, vol. 138, pp. 35–44.
Du, H. and Tan, K.H., Effect of particle size on alkali-silica reaction in recycled glass mortars, Constr. Build. Mater., 2014, vol. 66, pp. 275–285.
Shayan, A. and Xu, A., Performance of glass powder as a pozzolanic material in concrete: A field trial on concrete slabs, Cement Concrete Res., 2006, vol. 36, pp. 457–468.
Khmiri, A., Chaabouni, M., and Samet, B., Chemical behaviour of ground waste glass when used as partial cement replacement in mortars, Constr. Build. Mater., 2013, vol. 44, pp. 74–80.
Schwarz, N., DuBois, M., and Neithalath, N., Electrical conductivity based characterization of plain and coarse glass powder modified cement pastes, Cement Concrete Compos., 2007, vol. 29, pp. 656–666.
Hendi, A., Mostofinejad, D., Sedaghatdoost, A., Zohrabi, M., Naeimi, N., and Tavakolinia, A., Mix design of the green self-consolidating concrete: Incorporating the waste glass powder, Constr. Build. Mater., 2019, vol. 199, pp. 369–384.
Mirzahosseini, M., and Riding, K.A., Influence of different particle sizes on reactivity of finely ground glass as supplementary cementitious material (SCM), Cement Concrete Compos., 2015, vol. 56, pp. 95–105.
Matos, A.M., and Sousa-Coutinho, J., Durability of mortar using waste glass powder as cement replacement, Constr. Build. Mater., 2012, vol. 36, pp. 205–215.
Miranda Júnior, E.J.P.d., Bezerra, H.d.J.P.L., and Politi, F.S., Paiva, A.E.M. Increasing the compressive strength of Portland cement concrete using flat glass powder, Mater. Res., 2014, vol. 17, pp. 45–50.
Matos, A.M., Ramos, T., Nunes, S., and Sousa-Coutinho, J., Durability enhancement of SCC with waste glass powder, Mater. Res., 2016, vol. 19, pp. 67–74.
Baidzhanov, D.O., Niemen, V.N., and Bakirova, D.G., Powdered glass - active mineral addition, Izv. Vyssh. Uchebn. Zaved., Stroit., 2012, vol. 9, pp. 34–40.
No Hyoung, J., Geun, Y.I., Kim S.-M., Min, B.S., and Keun, K.Y., Mechanical properties of polymer concrete replaced with powdered waste glass, Korean Soc. Waste Manage., 2020, vol. 37, pp. 245–252.
Jang, I., An experimental study on high strength concrete using the LCD waste glass powder, Korean Recycl. Constr. Resour. Inst., 2015, vol. 3, pp. 335–341.
Liu, Y., Effects of zeolite powder and glass powder on the properties of concrete, Non-Met. Mines, 2021, vol. 44, pp. 43–46.
Zeng, C., Gan, Y., Ke, G., and Li, S., Experimental study on the mechanical property of waste glass powder concrete, Bull. Chin. Ceram. Soc., 2014, vol. 33, pp. 377–381.
Kushartomo, W., Bali, I., and Sulaiman, B., Mechanical behavior of reactive powder concrete with glass powder substitute, Civil Eng. Innov. Sustain., 2015, vol. 18, pp. 617–622.
Gan, Y., Zeng, C., Ke, G., and Li, S., Experimental study on the flexural behaviour of waste-glass-powder reinforced concrete beams, Build. Struct., 2014, vol. 44, pp. 78–81.
De Miranda, E.J.P., Bezerra, H., Politi, F.S., and Paiva, A.E.M., Increasing the compressive strength of portland cement concrete using flat glass powder, Mater. Res.-Ibero-Am. J. Mater., 2014, vol. 17, pp. 45–50.
Xiong, Z., Ke, G., Tao, W., and Zou, P., Influence of waste glass powder on fluidity of cement-based materials, J. China Powder Sci. Technol., 2021, vol. 27, pp. 80–89.
Zhao, Y., Ma, P., and Liu, L., Experimental study on mechanical properties of cement mortar mixed with different diameter-waste glass powder, J. Build. Sci., 2019, vol. 35, pp. 86–89.
Li, S., Jiao, C., and Gan, Y., Study on mechanical properties of waste glass powder concrete, J. Adv. Eng. Sci., 2019, vol. 51, pp. 199–205.
Li, L., Ren, Z., Yang, J., and Liu, S., Mechanism of waste glass powder inconcrete and its ASR risk, J. Yangtze River Sci. Res. Inst., 2016, vol. 33, pp. 94–99.
Ni, C., Tan, H., Yang, Y., Xiang, C., Chen, Z., and Li, X., Influence of glass powder on acid corrosion resistance of concrete, J. Hohai Univ. Nat. Sci., 2015, vol. 43, pp. 341–345.
Rao, M., Deng, L., and Yang, H., ASR risk and inhibition effect of mortar bar containing glass powder, J. Yangtze River Sci. Res. Inst., 2015, vol. 32, pp. 105–109.
Liu, S., Wang, L., Xie, G., and Wang, S., Hydration of cement paste containing glass powder, J. Build. Mater., 2015, vol. 18, pp. 31–37.
Jain, K.L., Sancheti, G., and Gupta, L.K., Durability performance of waste granite and glass powder added concrete, Constr. Build. Mater., 2020, vol. 252, pp. 234–245.
Liu, G., Fan, L., Gao, P., and Jin, D., Early-age hydrates and paste structure of glass powder cement paste, Bull. Chin. Ceram. Soc., 2018, vol. 37, pp. 86–91.
Liu, G., Fan, L., Jin, D., Lu, R., and Su, H., Effect of nano-SiO2 on the hydration and hardening of glass powder cementitious materials, Bull. Chin. Ceram. Soc., 2017, vol. 362, pp. 2112–2116.
Yan, J., Bai, X., Cui, S., Hao, T., and Han, C., Research progress on the application of waste glass in concrete, Bull. Chin. Ceram. Soc., 2017, vol. 36, pp. 1228–1233.
Kalakada, Z., Doh, J.H., and Chowdhury, S., Glass powder as replacement of cement for concrete - an investigative study, Eur. J. Environ. Civil Eng., 2019, vol. 18, pp. 241–250.
Bazhuni Marcelo, F., Kamali, M., and Ghahremaninezhad, A., An investigation into the properties of ternary and binary cement pastes containing glass powder, Front. Struct. Civil Eng., 2019, vol. 13, pp. 741–750.
Tariq, S., Scott, A.N., Mackechnie, J.R., and Shah, V.E., Durability of high volume glass powder self-compacting concrete, Appl. Sci. (Basel), 2020, vol. 10, pp. 41–58.
Funding
This work was supported by ongoing institutional funding. No additional grants to carry out or direct this particular research were obtained.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Te Li, Laire Tier Study on the Influence of Glass Powder Fineness and Substitution Rate on the Microscopic Properties of Cement-Based Materials. Glass Phys Chem 49, 642–650 (2023). https://doi.org/10.1134/S1087659623600254
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1087659623600254