
Abstract
The possibility of designing a highly efficient multiphase piezoceramic composite material for use in precision displacement actuators was explored. The aim of the study was to obtain a piezoceramic material with optimal characteristics based on two ferroelectric compositions. The research objective was to test the obtained piezoceramic material for consolidation by the sintering process. The performance testing of the obtained material was carried out with the use of multilayer actuators.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
A rapidly developing area of micromechanics is designing precision displacement actuators based on piezoceramic transducers. The most common design is represented by multilayer piezoelectric actuator which offers advantages such as low operation voltage (< 200 V), high generative force (100 kgf), response speed (10 µs), life-time (1011 cycles), and high electromechanical coupling factor (k33 = 0.7) [1–3].
EXMERIMENTAL
Multilayer actuators are produced by stacking thin layers of a piezoelectric material film with a paste electrode deposited between them, followed by sintering the assembled stack at the ceramics sintering temperature to form a high-strength monolithic actuator block. The main challenge here is to match the sintering temperature of the ceramic layers and the firing temperature of the electrode paste.
Piezoceramic materials are typically sintered at very high temperatures (above 1200°C), not suited for Ag–Pd-based electrode paste (firing temperature 900–1100°C), which requires the use of other pastes. Existing piezoceramic materials sinterable at low temperatures are typically characterized by low electromechanical coupling factors [4, 5].
Thus, an urgent task consists in designing piezoelectric materials combining high electromechanical coupling factors with low sintering temperatures. Such characteristics can be afforded by multiphase piezoelectric materials of composite type, comprised of a combination of two or more ferroelectric phases. The composition of such multiphase materials belongs to the morphotropic phase boundary region, a heterogeneous region characterized by increased internal energy due to the physicochemical interaction of the coexisting phases [6, 7].
For designing a multiphase material we used complex combination of two compositions of ferroelectric materials (Fig. 1):
where x was varied from 0.2 to 0.8.

Microstructure of the piezoceramic elements made from the multiphase composite material at x = 0.2, 0.5, 0.8.
Both ferroelectric materials had a perovskite type structure. Each of the phases was synthesized by the solid-state reaction route. The modes of particle grinding in a planetary mill were selected for each of the ferroelectric phases in a way such that a similar particle size distribution was achieved for them in order to avoid a difference in the rates of recrystallization for particles of different curvature radii [7–9].
RESULTS AND DISCUSSION
The X-ray diffraction analysis showed that, throughout the range of variation of the composition of the ferroelectric materials, no change in their character occurred. Specifically, the materials remained heterogeneous, i.e., belonging to multiphase materials of the composite type. No significant change in the microstructure of the ceramics was observed as well.
The electrophysical (EP) and mechanical (MP) parameters achieved for the materials in this study (relative permittivity εT33/ε0, piezoelectric coefficient d33, mechanical quality factor Q), are indicative of the effectiveness of the approach proposed toward controlling the set of properties of a piezoceramic material (Fig. 2).

Dependence of the electrophysical and mechanical parameters on the composition of the multiphase material sintered at 980°C.
Analysis of the presented data shows that the optimal set of EP is exhibited by the composition with x = 0.7, corresponding to the so-called center of the morphotropic phase boundary region. Piezoceramic elements with the indicated composition exhibit maximal densities, electromechanical coupling coefficients, longitudinal and transverse piezoelectric coefficients, and dielectric permittivities at minimal tan δ and Qm values, suggesting their possible applications in multilayer piezoceramic precision displacement actuators.
In order to improve the manufacturability, as well as to explore the possibility of controlling the microstructure formation process, the piezoceramic elements made from the multiphase composite material with x = 0.7 were sintered by the hot pressing (HP) method at uniaxial pressure on a USSK-1 hot pressing unit in the temperature range of 850–980°C.
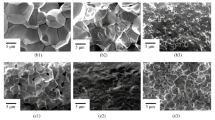
Figure 3 presents the microstructure images of the ceramic samples sintered by the ATM (atmospheric pressure) and HP methods, which confirm the possibility to control the formation of a fine-grained ceramic structure.

Microstructure of the multiphase piezoceramic composite samples with x = 0.7, sintered by the ATM and HP methods.
A dense ceramic structure was formed already at a sintering temperature of 850°C. With an increase in the sintering temperature the density of the ceramics increased, while the grain size remained practically unchanged, which was due to suppression of secondary recrystallization (at 980°C) [10]. Use of the HP method allowed reducing the sintering temperature of the piezoceramic samples to 900°C. X-ray diffraction analysis confirmed that, regardless of the sintering method, the phase composition of all the samples was unchanged.
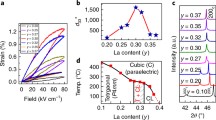
Figure 4 shows the plots of the density and the EP of the multiphase piezoceramic materials sintered by the ATM and HP methods versus sintering temperature. The piezoceramic elements sintered by the HP method exhibit enhanced properties (mechanical and electrophysical) compared to those sintered by the conventional ATM method. In the case of sintering by the HP method, such enhanced properties of piezoceramic elements are shaped already at 900°C, which temperature is by 80°C lower compared to the ATM method.

Parameters of the multiphase piezoelectric material with x = 0.7, sintered by the (1) HP and (2) ATM methods, versus sintering temperature.
Using the designed multiphase composite material (x = 0.7), stacked multilayer actuators were fabricated (Fig. 5). Such actuators contained from 20 to 40 thin layers of the piezoceramic film with the electrode paste deposited between them. The multilayer actuators were sintered at a temperature of 980°C, which allowed using Ag-based electrode paste without Pt additives and, thereby, reducing the production costs.

Structure of the multilayer actuator fabricated from the multiphase composite material.
The maximal stroke of the multilayer actuator at the operating voltage of 100 V was 1.5 μm.
CONCLUSIONS
The designed multiphase piezoceramic composite material, owing to a combination of high electromechanical coupling factor and low sintering temperatures (up to 1000°C), is perfectly suited for fabrication of multilayer actuators. The multilayer actuators fabricated from this piezoceramic material on a pilot scale demonstrated high performance characteristics at reduced production costs. Use of the hot pressing method for fabrication of the multiphase piezoceramic material allows optimization of the main parameters and additional reduction of the sintering temperature.
REFERENCES
Uchino, K. and Takahashi, S., Curr. Opin. Solid State Mater. Sci., 1996, vol. 1(5), pp. 698–705.
Wang, Q. and Li, F., Sens. Actuators, A: Phys., 2018, vol. 272, pp. 212–216.
Wang, Y., in ACTUATOR 2018: Proc. 16th Int. Conf. on New Actuators, Bremen, Germany, June 25–27, 2018, pp. 412–415.
Eremkin, V.V. et. al., Nano- and Microsist. Tekhn., 2012, no. 6, p. 17.
Gromada, M., Biglar, M., Trzepiecinski, T., and Stachowicz, F., Lect. Notes Electr. Eng., 2018, vol. 428, pp. 29–35.
Tret’yakov, Yu.D., Tverdofaznye reaktsii (Solid-Phase Reactions), Moscow: Khimiya, 1978.
Kingery, W.D., Introduction to Ceramics, New York: John Wiley & Sons, 1960.
RF Patent 2552509, 2015.
Delmon, B., Introduction à la cinétique hétérogène, Paris: Éditions Technip, 1970.
Marakhovskiy, M.A., Panich, A.E., and Marakhovskiy, V.A., in Technologies and Materials for Extreme Conditions: Proc. XIV All-Russian Sci. Conf., September 16–20, 2019, Agoi, Interdepartmental Center for Analytical Research in the Field of Physics, Chemistry and Biology, Presidium, Russian Academy of Sciences, Moscow: MTsAI, 2019, p. 343.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
No conflict of interest was declared by the authors.
Rights and permissions
About this article

Cite this article
Marakhovskiy, M.A., Panich, A.E. & Marakhovskiy, V.A. Technological Approaches to Improving the Performance of Piezoelectric Materials Intended for Multilayer Precision Actuators. Russ J Gen Chem 92, 530–534 (2022). https://doi.org/10.1134/S1070363222030239
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1070363222030239