
Abstract
Co–Cr–Fe–Mn–Ni alloys with a change in the manganese and iron concentrations from 5 to 35 at % providing the optimum ratio between the strength and ductility have been investigated. Using a comprehensive study of the structure and mechanical properties of the samples, data on the effect of the elemental composition on the micro- and nanohardness of the Co–Cr–Fe–Mn–Ni alloys have been obtained and an optimum Mn-to-Fe ratio ensuring high strength has been determined. The structure and the phase and chemical compositions of the materials have been examined by X-ray diffraction analysis and scanning electron microscopy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
A conventional approach to creating structural materials consists in selecting a basic element as a matrix to obtain a desired combination of mechanical properties. In this way, a great number of alloys based on iron, copper, aluminum, etc., used in practice have been obtained. In recent years, the approach to creating multicomponent alloys with a matrix consisting of five or more elements in equiatomic ratios has evoked interest [1‒7]. When alloys contain more than five elements, the entropy of mixing significantly increases, which is why they are called high-entropy alloys (HEAs). It is believed that high entropy facilitates the formation of disordered substitutional solid solutions instead of intermetallic phases due to a decrease in free energy. At present, it is known that the formation of the phase structure of HEAs is determined not only by the entropy of mixing (i.e., the number and concentration of constituents), but also by the nature of alloy components themselves. Among the most well-studied alloys based on transition elements, a single-phase structure of a disordered substitutional solid solution is only observed in the Co–Cr–Fe–Ni and Co–Cr–Fe–Ni–Mn alloys, while the formation of intermetallic or ordered phases is observed upon additional doping with many other elements. The aim of this study was to establish the effect of changes in the Mn and Fe concentrations on the structure and mechanical properties of the Co–Cr–Fe–Ni–Mn alloys and to determine formation criteria depending on changes in the manganese and iron contents.
MATERIALS AND METHODS
Six samples of Co–Cr–Fe–Mn–Ni HEAs with manganese and iron contents from 5 to 35 at % (Table 1) obtained by high-frequency induction melting were investigated.
The microhardness of the alloys was measured according to GOST (State Standard) 9450-76 using a diamond pyramid with a base angle of 136°, a load of 100 g, and an exposure time of 10 s. Nanoindentation of the alloys was carried out on a NanoScan-4D device according to the ISO 14577 and GOST (State Standard) R 8.748-2011 standards using a trihedral diamond pyramid (Berkovich indenter) with a blunt radius of about 20 nm at the apex; the distance between indents was 20 μm (Fig. 1).

Mesh of 5 × 5 indents with a load of 50 mN on the HEA samples.
Phases in the investigated alloys were identified by X-ray diffraction (XRD) analysis and scanning electron microscopy (SEM). XRD analysis was carried out using a diffractometer (Cu Kα radiation). The microstructure was examined on a KYKY EM-6900 SEM at an accelerating voltage of 30 kV using both a classical secondary electron detector (SED) and a back-scattered electron detector (BSED) [8, 9]. When using an SED, almost noiseless images with topographic contrast were obtained. When using a BSED with a working distance of up to 15 mm, the resulting images had a lower edge contrast, but brought information on the composition with a high sensitivity.
RESULTS AND DISCUSSION
XRD analysis (Fig. 2) showed that the presence of Mn greatly contributes to the formation of the structure of a solid solution, in contrast to the medium-entropy Co–Cr–Fe–Ni alloys [10]. The investigated alloys are single-phase solid solutions with an fcc lattice, which is fully consistent with the results of the study of the Cantor alloys with equiatomic contents of elements. The crystal lattice parameter was 3.6 ± 0.003 Å. An increase in the Mn content to 35 at % (Fig. 2) makes the crystal structure of the alloy more resistant to expansion and enhances the energy of fracture, which indicates a stronger interatomic bonding.

XRD analysis of (a) Сo20Cr20Fe25Mn15Ni20, (b) Сo20Cr20Fe15Mn25Ni20, (c) Сo20Cr20Fe10Mn30Ni20, (d) Сo20Cr20Fe5Mn35Ni20, (e) Сo20Cr20Fe10Mn30Ni20, and (f) Сo20Cr20Fe5Mn35Ni20 alloys. (g) SEM image of Сo20Cr20Fe5Mn35Ni20 alloy obtained using a backscattered electron detector.
Figure 2g shows a microphotograph of a Сo20Cr20Fe5Mn35Ni20 HEA obtained using a BSED. This alloy has the highest manganese content, due to which another strengthening intermetallic phase emerges in it.
Table 2 and Fig. 3 present the micro- and nanohardness data at different percentage of manganese and iron. The Сo20Cr20Fe35Mn5Ni20 and Сo20Cr20Fe5Mn35Ni20 alloys exhibited the highest hardness, which is confirmed by the results of the hardness and microhardness tests. The highest nanohardness (up to 1.94 GPa) can be caused by both an increase in the manganese content to 35 at % for the Сo20Cr20Fe5Mn35Ni20 alloy and the presence of strengthening intermetallic phases (see the XRD data in Fig. 2f) for the Сo20Cr20Fe35Mn5Ni20 alloy.

Micro- and nanohardness data for Co–Cr–Fe–Mn–Ni alloys.
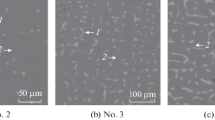
To evaluate the structure of the alloy, Fig. 4 shows SEM images obtained with a detector that provides information about the composition of the examined area of the Сo25Cr25Fe10Mn30Ni20 alloy with a high sensitivity. It can be noted that this alloy represents a single-phase solid solution with an fcc lattice (Fig. 2e) and a heterogeneous structure in the form of dendrite branches (Figs. 4a‒4d). The first- and second-order dendrites can be seen, which are enriched with cobalt, chromium, and iron in the bulk of a grain and with manganese and nickel in the border areas (Figs. 4c, 4d).

Electron microscopy images of Сo20Cr20Fe10Mn30Ni20 alloy obtained at different magnifications with a backscattered electron detector.
The Сo20Cr20Fe25Mn15Ni20 alloy (Figs. 5, 6; Table 3) also has a simple single-phase structure (Fig. 2) consisting of simple disordered substitutional solid solutions with an fcc lattice. When studying the microstructure of this alloy, it is worth noting its dendritic segregation (Fig. 4), a high content of refractory elements in the dendritic regions (Table 3), and release of low-melting Ni and Mn elements in the interdendritic layers (Fig. 5). The average grain size was 200‒300 µm; black globules 5‒10 µm in size are nonmetallic inclusions of the Mn2O3 oxide.

Microstructure of Сo20Cr20Fe25Mn15Ni20 alloy visualized using secondary electron and backscattered electron detectors, elemental mapping, and energy spectra.

SEM image of Сo20Cr20Fe25Mn10Ni20 alloy obtained with secondary electron and backscattered electron detector, elemental mapping, and energy spectra of the alloy region containing the interdendritic spacer.
CONCLUSIONS
(i) In this study, the presence of intermetallic phases in the Сo20Cr20Fe5Mn35Ni20 alloy positively affecting the mechanical properties was established, which is related to a high (up to 35 at %) Mn content. The remaining alloys are single-phase solid solutions with a fcc lattice parameter of 3.6 ± 0.003 Å.
(ii) The highest nanohardness among the investigated alloys was exhibited by the Сo20Cr20Fe5Mn35Ni20 and Сo20Cr20Fe35Mn5Ni20 samples: 1.88 ± 0.06 and 1.94 ± 0.12 GPa, respectively.
(iii) Using scanning electron microscopy, the structure of the materials was found to be dendritic segregation with a grain size of 200‒300 μm and the presence of nonmetallic Mn2O3 inclusions was observed.
REFERENCES
B. S. Murty, J. W. Yeh, and S. Ranganathan, High-Entropy Alloys (Butterworth-Heinemann, 2014).
J.-W. Yeh, S.-K. Chen, S.-J. Lin, J.-Y. Gan, Ts.-Sh. Chin, T.-Ts. Shun, Ch.-H. Tsau, and Sh.-Y. Chang, Adv. Eng. Mater. 6 (8), 299 (2004).
J. W. Yeh, S. Y. Chang, Y. D. Hong, S. K. Chen, and S. J. Lin, Mater. Chem. Phys. 103, 41 (2007).
K. Y. Tsai, M. H. Tsai, and J. W. Yeh, Acta Mater. 61 (13), 4887 (2013).
A. Gali and E. P. George, Intermetallics 39, 74 (2013).
Z. Wang, I. Baker, W. Guo, and J. D. Poplawsky, Acta Mater. 126, 346 (2017).https://doi.org/10.1016/j.actamat.2016.12.074
Z. Li, Acta Mater. 164, 400 (2019). https://doi.org/10.1016/j.actamat.2018.10.050
P. Stutzman, Cem. Concr. Compos. 26 (8), 957 (2004). https://doi.org/10.1016/j.cemconcomp.2004.02.043
M. A. F. Eres, F. M. Valle-Algarra, J. V. G. Adelantado, et al., Microchim. Acta 162 (3-4), 341 (2008). https://doi.org/10.1007/s00604-007-0926-5
Liu Yu, Liu Wei, Zhou Qiong, Liu Chao, Fan Tou-Wen, Wu Yuanqi, Wang Zhipeng, and Tang Ping, J. Mater. Res. Technol. 17, 498 (2022). https://doi.org/10.1016/j.jmrt.2022.01.013
Funding
This study was supported by the Russian Science Foundation, project no. 23-49-00015 (https://rscf.ru/project/23-49-00015/).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Translated by E. Bondareva
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Panchenko, I.A., Drobyshev, V.K., Konovalov, S.V. et al. Structural Change in Co–Cr–Fe–Mn–Ni Alloys upon Variation in Mn and Fe Concentrations. Tech. Phys. Lett. (2024). https://doi.org/10.1134/S1063785024700391
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1134/S1063785024700391