
Abstract
The fatigue properties of a submicrocrystalline titanium are shown to be substantially higher than those of a coarse-grained state. A deposition of an oxide coating leads to insignificant increase in these properties for titanium with a submicrocrystalline and coarse-grained structures. Some peculiarities of the fatigue fracture of submicrocrystalline and coarse-grained titanium are analyzed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Titanium is the main structural material in medicine due to the peculiarities of its properties (low density, corrosion resistance, and good biocompatibility) [1, 2]. Taking into account this fact, the production of high-strength titanium and the study of the influence of long-term cyclic loading on the evolution and stability of its strength characteristics are very relevant. No less important is the assessment of the effect on the titanium strength of deposition of an oxide coating, which improves the biocompatibility of titanium implants with a human body [1]. At present high-strength titanium with a submicrocrystalline (SMC) structure is commonly produced by the severe plastic deformation (SPD) method [3–5]. However, the structure formed by SPD is instable [5, 6] and its evolution during long-term loading can lead to a decrease in the strength properties [7, 8]. The estimation of the contribution of a surface coating in these properties is also important.
Considering all of the above, the main goal of this work is the study of the influence of a complex cyclic loading on the value and the mechanostability of strength properties of titanium with SMC and coarse-grained (CG) structures and the estimation of the contribution of an oxide coating to the evolution of these properties. The peculiarities of the fatigue fracture are analyzed, taking into account the results obtained before [9–13].
EXPERIMENTAL
In this work, we studied a commercial-purity titanium (VT1-0 alloy) in SMC and CG states. The SMC state was obtained using the thermomechanical treatment regime developed in [2] by a longitudinal and transverse–screw rollings, which enable one to manufacture SMC titanium rods 4–10 mm in diameter. In this work, we used the VT1-0 titanium alloy rods 8 mm in diameter, which were subjected to finish annealing at a temperature of 623 K for 3 h to remove the first-kind internal stresses. After the above treatment, the alloy is characterized by a homogeneous grain–subgrain structure with the mean size of structural elements of 190 nm. The homogeneous recrystallized structure of VT1-0 (CG state) was obtained from the SMC structure by holding at T = 823 K for one hour. The mean grain size in the CG state is 2.35 μm. To study the fatigue properties, the specimens with the gage part 1 mm in thickness and 3 mm in width were prepared from the rods. The 8–10-μm-thick coatings consisting of silicon oxide (no less than 30 mol %), calcium oxide (no less than 2.5 mol %), phosphorus oxide (no more than 6 mol %), sodium oxide (from 0.5 to 3.0 mol %), and also titanium oxide (no less than 20 mol %) were deposited on surfaces of the specimens in both SMC and CG states by the microarc oxidation (MAO). Recently such coatings having high macroporosity and high wear resistance have been successfully used in prosthesis and stomatology [1]. The protheses made of titanium with biocompatible coating can be in human body for many years. Throughout this period, they undergo cyclic loads. Thus the study of the fatigue life of titanium, including titanium with coating is one of topical problems in biomedicine.
The fatigue characteristics of VT1-0 titanium alloy specimens were studied with a tensile load using an Instron Electropulse E3000 testing machine equipped with an electromagnetic drive in the loading mode with a frequency of 50 Hz at room temperature. The tests were carried out by the scheme of tensile loading in a symmetric saw-tooth cycle in the loading range 0.9σmax – 0.2σmax. The limiting number of the cycles for the specimens under study was 2 × 106, and the load at which the specimens did not fractured at this number of the cycles was a characteristic of the conventional endurance strength.
A factor of the SMC titanium instability that favors a decrease in its strength properties during long-term loading can be related to the formation of nanoporosity upon SPD. Actually, it was shown in [9–16] that various SPD methods leads to the formation of pores with sizes ~10–100 nm in metals and alloys. Such nanopores only slightly influence the strength characteristics upon a “short-time” loading (the ultimate strength, the yield strength, and the microhardness), but these nanopores can be “nuclei” of developing a microfracture, which decrease high mechanical properties and the mechanostability of titanium, under conditions of the long-term loading in the creep and fatigue modes [7].
Taking into account this circumstance, we determined the nanopore parameters and estimated their volume by the small-angle X-ray scattering (SAXRS) method modernized in [9, 10, 17]. In addition, the titanium density before and after SPD was measured using the precision method of tree-time hydrostatic weighting (the error was no higher than 10–4). The density and its changes (density defect) enable us to estimate the summary volume of damageability introduced by SPD. The comparison of the density defect and the volume of nanopores revealed by the SAXRS method enabled us to calculate the contribution of nanopores to the total damageability due to SPD.
The data on the fracture surface of the SMC and CG titanium specimens after their fatigue test at 2 × 106 cycles and final fracture were obtained by scanning electron microscopy and analyzed.
RESULTS AND DISCUSSION
First, we consider and analyze the results of cyclic tests for the SMC and CG titanium specimens. Figure 1 shows the dependence of the applied loads (in the range 0.9σmax–0.2σmax) on the number of cycles (Weller curves). The conventional endurance strength (CES) was determined by the curve, the equation of which was chosen by the experimental points using the least square technique. As a result, it was found that the conventional endurance strength was 611 ± 8 MPa for the SMC titanium and 450 ± 8 MPa for the CG titanium. Thus, at 2 × 106 cycles of loading, CES of the titanium with the SMC structure is higher than that of the CG titanium by a factor of ~1.4.

Weller curves for VTI-0 titanium in various states: (1) CG state, (2) CG state + MAO coating, (3) SMC state, (4) SMC state + MAO coating.
It should be noted that the fatigue curves for the SMC titanium are substantially higher than those for the CG titanium over entire range of loadings.
However, as is seen from Fig. 1, the fatigue curve for the SMC titanium slopes down more sharply with the number of cycles than that for the CG titanium. The latter leads to the fact that, during cyclic loading, the “efficiency” of the SMC state decreases: at 2 × 105 cycles, CES of the SMC titanium was higher than that of the CG titanium by a factor of 1.6; at 2 × 106 cycles, this factor became 1.4.
The decrease in the “efficiency” of the SMC structure can be related to the development of the damageability (mainly, nanoporosity) that formed in the SMC titanium after SPD.
Actually, the results of the SAXRS studies of the SMC and CG titanium specimens before their fatigue tests showed that SPD causes the formation of ~20‑nm nanopores in the SMC titanium.
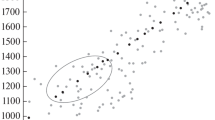
Figure 2 demonstrates another version of the X-ray scattering before and after action of a hydrostatic pressure of 1 GPa on a specimen. As shown in [9, 10, 17], the action of such a pressure leads to the “healing” of discontinuities.

Curves of the second invariants of X-ray scattering for VT1-0: (1) SMC state, (2) SMC after applying hydrostatic pressure.
This fact enables us to reveal the fraction of small-angle scattering due to the existence of discontinuities. Assuming that the nanopores are spherical, we es-timated their mean sizes, according to [17, 18], and also their volume fraction. It turned out that the v-olume fraction of nanopores in the SMC titanium is ~4 × 10–4.
Similar studies carried out for the CG titanium did not almost reveal nanoporosity in it. It is evident that the high-temperature annealing that was used to obtain the CG titanium led to a substantial healing of nanopores.
We also measured the densities of the CG and SMC titanium before their tests under condition of cyclic loading. It turned out that the CG titanium density is 4.4983 g/cm3 and the SMC titanium density is 4.4963 g/cm3, i.e., markedly lower. The comparison of the SMC titanium containing pores and the pore-free CG titanium shows that the density defect between them is 4.4 × 10–4. This value agrees quite well with the volume of nanopores revealed in the SMC titanium by the SAXRS method. The latter demonstrates that the decrease in the density observed in the SMC titanium produced by SPD is mainly due to the formation of the nanoporosity.
Thus, the insignificant decrease in the convenient endurance strength during the fatigue loading is likely to be due to the evolution of the nanoporosity which forms still during preparation of the high-strength SMC structure. Nevertheless, the mechanostability of the SMC titanium is retained quite high, and its conventional endurance limit after 2 × 106 cycles is substantially higher than that for the CS state.
The effect of the nanoporosity formed in the SMC titanium during SPD on the convenient endurance strength is also demonstrated by the data obtained in [12]. In the range of 104–107 cycles, the Weller curves were obtained for two batches (“A” and “B”) of the SMC titanium prepared under the same conditions, which were used in this work. The structural studies showed that the grain size (~190 nm) and their misorientations in batches “A” and “B” are the same. However, the conventional endurance strength of specimens “A” is 252 MPa and that of specimens “B” is 212 MPa. In this case, the nanoporosity level formed after SPD in batch “B” was higher than that in batch “A”.
Note that the higher nanoporosity of the SMC titanium of batch “B” is likely to be due to a higher content of nonmetallic carbide-type inclusions than that in batch “A”. During large SPD, these inclusions favor the formation of an increased vacancy concentration, the coagulation of which leads to the formation of nanopores [10] and a decrease in the conventional endurance limit and in the life upon cyclic loading.
In this connection, it is important to note that it is the evolution of “initial” nanopores during a long-term loading and at conditions of high-temperature creep of a number of SMC metals and alloys that leads to a decrease in their life (mechanostability). The thermobaric healing of the nanoporosity formed during SPD makes it possible to increase the life (service resource) of high-strength SMC metals and alloys [7, 8].
A set of the data obtained and considered above allows us to assume that the mechanostability of implants manufactured of an SMC titanium can be also increased due to the development of optimum conditions of healing of damages such as nanopores formed in them during SPD.
Now we consider and analyze the data on the fatigue characteristics of the SMC and CG titanium with oxide coatings deposited on their surfaces (Fig. 1). These coatings have branched porous surfaces (Fig. 3), which, as was noted, favor to an increase in the biocompatibility of implants with a human body. In addition, as follows from the obtained data (Fig. 1), the oxide coatings also lead to insignificant increase in the fatigue properties (the Weller curves) over entire range of cyclic loadings. This hardened effect of coatings takes place as for the SMC so for the CG titanium. Similar effect is observed also for the SMC and CG titanium without the coatings, but it even stronger in the case of coatings. For example, at 2 × 105 cycles, the ratio of the stress in the SMC titanium to the stress in the CG titanium is 1.8. At 2 × 106 cycles, this ratio is 1.4. In other words, in the case of cyclic tests of the SMC titanium with coatings, the tendency of decreasing the conventional endurance limit with the increase in the number of cycling loading is even slightly higher than that for uncoated SMC titanium.

Morphology of MAO coating surface on VT1-0 alloy. SEM at magnification 10 000 at an angle of 45°.
It is assumed that the main factor of decreasing the “efficiency” of the SMC titanium with the coatings and without them is the evolution of the “initial” nanoporosity upon cyclic loading. In the case of the coated SMC titanium, there is likely to be one more factor which influences the character of changing the Weller curve. Such a factor can be the surface morphology of the SMC and CG titanium, on which an oxide coating is deposited. It is known that the role of surface defects [19–21] and peculiarities of the dislocation–disclination structure of thin (~10–30 μm) near-surface layers [22–24]. It is possible that a quite high annealing which was carried out to change the SMC structure to the CG state led to less defect near-surface structure of the CG titanium as compared to the SMC analog. This circumstance increases the ratio of the conventional endurance limits at 105 cycles of loading of the coated SMC and CG titanium as compared to these specimens without coatings.
Now, we consider some results of the electron-microscopy studies, which were carried out when studying the rupture surfaces of the specimens after their cyclic loading and bringing to the rupture at active loading.
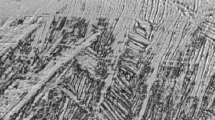
In these studies, the main attention was given to the influence of the coatings and their relation to the fatigue fracture. We note, first, that the data obtained on the fracture surface demonstrate the absence of flaking of the coatings during specimen fracture (Fig. 4). The flaking is only observed in the fracture region due to a large local deformation of the specimen upon its final fracture (Fig. 5). This fact shows a good adhesion bond of the coatings with the titanium specimen surfaces. The coatings have a hardening effect in the near-surface titanium specimens and counteract to plastic deformations in them. This fact is demonstrated by a change in the directionality of the pit shape during the fatigue fracture in the near-surface layers: the pits are extended in the direction perpendicular to the coating surface rather than along the loading direction (Fig. 6). (As is known, the fits are extended along the maximum load.)

Fracture surface of the VT1-0 specimen with MAO coating in the fatigue failure region: A is the MAO coating; B is metal–coating interface.

Fracture surface of the VT1-0 specimen with MAO coating in the fatigue failure region after final fracture: A is MAO coating is not flaked; B is the region of flaking off of the MAO coating.

Fracture surface in the near-surface region of the coated VT1-0 specimen after fatigue tests in the final fraction region.
It is probable that higher fatigue strength for the coated specimens is related to the influence of the coating on the healing of the surface and near-surface defects, which are “nuclei” of developing fracture upon cyclic loading. It cannot be also ruled out that the oxide coatings can have higher mechanical properties as compared to the SMC and CG titanium, and their deposition favors an increase in the fatigue characteristics.
CONCLUSION
It is found that the conventional endurance strengths (CES) at 2 × 106 loading cycles of the SMC titanium with the coatings and without them are higher by a factor of 1.4 than that of similar CG titanium. The oxide coatings lead to insignificant (~8%) increase in the fatigue properties of the SMC and CG titanium over entire range of the cyclic loading.
We revealed the tendency toward a decrease in CES of the SMC titanium with the increase in the number of loading cycles. For example, at ~2 × 105 cycles, CES of the uncoated SMC titanium is higher by a factor of 1.6 as compared to that of the CG titanium. The structural studies showed that the observed effect (the decrease in CES from 1.6 to 1.4) can be due to the evolution of damages (in particular, nanoporosity) formed during SPD when preparing the SMC state.
For the coated SMC titanium, this effect at 2 × 105 loading cycles is 1.8, i.e., it is still higher. The nature of the hardening effect of oxide coatings on the life and CES upon cyclic loading of SMC and CG titanium is analyzed.
REFERENCES
N. Huang, P. Yang, Y. X. Leng, J. Y. Chen, H. Sun, J. Wang, G. J. Wang, P. D. Ding, T. F. Xi, and Y. Leng, Biomaterials 24, 2177 (2003).
Yu. Kolobov, Nanotechnol. Russ. 4, 758 (2009).
H. Gleiter, Progr. Mater. Sci. 33, 233 (1986).
R. Z. Valiev and G. V. Aleksandrov, Nanostructured Metals Produced by Severe Plastic Deformation Methods (Logos, Moscow, 2002) [in Russian].
R. A. Andrievskii and A. M. Glezer, Phys. Usp. 52, 315 (2009).
R. A. Andrievski, Russ. Chem. Rev. 83, 365 (2014).
V. I. Betekhtin, A. G. Kadomtsev, and M. V. Narykova, Phys. Solid State 62, 318 (2020).
J. Dvorak, V. Sklenicka, V. I. Betekhtin, A. G. Kadomtsev, P. Kral, and M. Svoboda, Mater. Sci. Eng. A 584, 103 (2013).
V. I. Betekhtin, A. G. Kadomtsev, V. Sklenicka, and I. Saxl, Phys. Solid State 49, 1874 (2007).
V. I. Betekhtin, V. Sklenicka, B. K. Kardashev, I. Saxl, A. G. Kadomtsev, and M. V. Narykova, Phys. Solid State 52, 1629 (2010).
B. K. Kardashev, V. I. Betekhtin, M. V. Narykova, A. G. Kadomtsev, and O. V. Amosova, Tech. Phys. 64, 1372 (2019).
V. I. Betekhtin, Yu. R. Kolobov, V. Sklenicka, A. G. Kadomtsev, M. V. Narykova, J. Dvorak, E. V. Golosov, B. K. Kardashev, and I. N. Kuz’menko, Tech. Phys. 60, 66 (2015).
R. Lapovok, D. Tomus, J. Mang, Y. Estrin, and T. C. Lowe, Acta Mater. 57, 2909 (2009).
J. Ribbe, G. Schmitz, D. Gunderov, Y. Estrin, Y. Amouyal, and S. V. Divinski, Acta Mater. 61, 5477 (2013).
S. V. Divinski, G. Reglitz, I. S. Golovin, M. Peterlechner, R. Lapovok, Y. Estrin, and G. Wilde, Acta Mater. 82, 11 (2015).
X. Sauvage and R. Pippan, Mater. Sci. Eng. A 410–411, 345 (2005).
V. I. Betekhtin and A. G. Kadomtsev, Phys. Solid State 47, 825 (2005).
A. Guinier and G. Fournet, Small-Angle Scattering of X‑Rays (Wiley, New York, 1955).
I. R. Krammer, Fundamental Phenomena in the Materials Science 4 (Plenum, New York, 1967).
V. F. Terentyev, S. V. Dobatkin, S. A. Nikulin, V. I. Kopylov, D. V. Prosvirnin, S. O. Rogachev, and I. O. Bannykh, Kovove Mater. 49, 65 (2011).
A. Yu. Vinogradov and S. Hashimoto, Russ. Metall. 2004, 42 (2004).
V. I. Betekhtin, V. I. Vladimirov, A. I. Petrov, and A. G. Kadomtsev, Poverkhnost’: Fiz., Khim., Mekh. 7, 144 (1986).
V. I. Vladimirov, The Physical Nature of the Destruction of Metals (Metallurgiya, Moscow, 1984) [in Russian].
V. I. Vladimirov and A. E. Romanov, Disclinations in Crystals (Nauka, Leningrad, 1986) [in Russian].
ACKNOWLEDGMENTS
We are grateful to Cand. Sci. (Phys.–Math.) I.V. Nelasov (Belgorod State National Research University, Russia) for his valuable contribution to the microscopic studies.
Funding
This work was supported by the Russian Foundation for Basic Research and the Private Scientific Foundation, project no. 19-58-26005.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
We declare that we have no conflicts ofinterest.
Additional information
Translated by Yu. Ryzhkov
Rights and permissions
About this article

Cite this article
Betekhtin, V.I., Kadomtsev, A.G., Narykova, M.V. et al. Effect of the Structural State and Oxide Coating on the Mechanostability of VT1-0 Titanium upon Its Cyclic Loading. Phys. Solid State 64, 27–32 (2022). https://doi.org/10.1134/S1063783422010036
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1063783422010036