
Abstract
The effect of the bias voltage Ub and the deposition rate \({v}\) on the structure, grain size D, and coercivity Hc of NiFe films with a thickness d from 30 to 980 nm, grown on Si/SiO2 substrates by DC magnetron sputtering, has been studied. In the case of Ub = 0, a decrease in \({v}\) from values \({v}\) ≈ 27 to ≈7 nm/min is accompanied by an increase in the values of the critical film thickness dcr from dcr ≈ 220 nm to dcr ≈ 270 nm. In this case, Hc in films with d < dcr is characterized by the dependence Hc ~ D6 and varies from ~1 to ~20 Oe. For Ub = –100 V, the effect of the deposition rate on the coercivity is much more noticeable. At \({v}\) = 7 and 14 nm/min, the films exhibit soft magnetic properties (Hc ≈ 0.15–1.4 Oe) and the absence of dcr for the entire range of studied thicknesses. The films obtained at \({v}\) = 21 and 27 nm/min pass into the “supercritical” state at d ≥ dcr ≈ 520 nm, and in the range d < dcr they are characterized by the dependence Hc ~ D3 and an increase in the coercivity from ~0.35 to ~10 Oe.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 INTRODUCTION
Magnetically soft NiFe films, possessing a low magnitude of coercivity, high magnetic susceptibility, low magnetostriction and high magnetoresistance, are widely used as magnetically sensitive material in sensor devices, in devices for storing and recording information [1–3]. However, with an increase in the thickness of the NiFe film, they lose their soft magnetic properties, which manifests itself in an increase in the value of the coercivity Hc to its maximum value at a film thickness d equal to a certain “critical” dcr. The existence of a “critical” thickness leads not only to an increase in the coercivity, but also to the appearance of a stripe domain structure [4], rotating [5] and perpendicular [6] magnetic anisotropy. The existence of a “critical” thickness and perpendicular magnetic anisotropy is of interest as a way to increase the information recording density, but it limits the use of NiFe films as a magnetically sensitive layer. The dependence of the Hc value on the film thickness can be used in the design of various spintronic devices in which the use of ferromagnetic layers with different coercivity is a necessary condition. The listed properties of NiFe films stimulate the search for ways to control the dcr value.
The reasons leading to the appearance of dcr include magnetic crystallographic anisotropy, magnetostriction, anisotropy of the film microstructure shape, and an increase in the grain size D [4, 7–10]. Moreover, the microstructural texture of the films is largely determined by the technological parameters of film deposition and the properties of the substrate. For this reason, the study of the mechanisms of formation of the microstructural texture of permalloy films providing an increase in dcr values is given some attention. Thus, in [11, 12], it was shown that an improvement in the texture of films due to the deposition of an additional layer of nonmagnetic material leads to a decrease in Hc. In [13], it is described how an improvement in the texture of FeNi films due to a decrease in the working gas pressure from 1.8 × 10–2 to 2.8 × 10–3 mbar leads to a decrease in Hc and an increase in dcr from 50 to 220 nm. An increase in the substrate temperature from room temperature to 100°C leads to an increase in the critical thickness from ~83 to ~166 nm [4], which is explained by a decrease in the anisotropy constant. Considerably less attention has been paid to the joint effect of the substrate bias potential Ub and the film deposition rate \({v}\). The possibility of obtaining magnetically soft FeNi films with a thickness of 1 μm using an RF bias voltage Ub from –120 to –160 V with high-rate deposition (>150 nm/min) in a setup with two magnetrons was shown in [14]. The results obtained are associated with a decrease in internal stresses and an improvement in the uniformity of the films. In [15], the effect of the deposition rate on the properties of permalloy films with a thickness of d = 100 nm, grown in the absence of a bias potential (Ub = 0), was studied. At \({v}\) = 10, 18, and 28 nm/min, the Hc value was 1.3, 1.1, and 1.4 Oe, respectively. It is of interest to study the mechanism of formation of soft magnetic films under conditions of simultaneous changes in the parameters of Ub and \({v}\).
It should also be noted that the study of the nature of the dependence of Hc of films of subcritical thicknesses (d < dcr) on the grain size D allows one to associate the mechanism of formation of coercivity [6, 16, 17] either with the dominance of magnetocrystalline anisotropy of crystallites (Hc ∝ D6), or with a predominance of coherent uniaxial anisotropy over random magnetocrystalline (Hc ∝ D3). Earlier, only the (Hc ∝ D6) dependence was observed for permalloy films [10]. It is of interest to search for the deposition conditions under which the Hc(D) dependence in permalloy films can change according to the D3 law.
With this in mind, the aim of this work was to study the effect of the parameters of Ub and \({v}\) on the microstructural texture, coercivity, and the character of the dependence of Hc on the grain size for permalloy films with a thickness from 30 to 980 nm grown by DC magnetron sputtering on Si/SiO2 substrates.
2 EXPERIMENT
The deposition of NiFe films was carried out at an ambient temperature in a VUP-5M vacuum setup with a base pressure of 6 × 10–4 Pa using a planar DC magnetron sputtering system. Targets Ni81Fe19 with a purity of 99.95% (K. Lesker) and argon of extra clean grade (99.998%) were used for deposition. The pressure of working argon gas during sputtering was ~0.2 Pa. The substrate was placed over the center of the target at a distance of ~75 mm. Silicon wafers Si(100) of 100KDB12(100) grade with a thermally oxidized SiO2 layer of 300 nm in thickness and root mean square surface roughness σ ≈ 0.3 nm were used as substrates. The substrates were subjected to preliminary ultrasonic cleaning in acetone at a temperature of T ≈ 315 K and thermally annealed in vacuum at T ≈ 650 K for 30 min. The thickness of the films was estimated from the time of deposition and the pre-determined deposition rate.
The crystal structure of the films was studied by X‑ray diffraction on a DRON-4 diffractometer with focusing on a plane sample in the Bragg–Brentano geometry (scheme θ–2θ Cu–Kα radiation, λ = 0.15418 nm). The microstructure of the films was studied by scanning electron microscopy (SEM) (Auriga, Carl Zeiss). The thickness of the films was determined by profilometry (Dectak 150, Veeco). The coercivity was evaluated from the hysteresis loops obtained by vibromagnetometry in the magnetization geometry tangential to the film surface at room temperature. Several series of samples obtained at Ub = 0 and –100 V and deposition rates \({v}\) = 7, 14, 21, and 27 nm/min were under study. The deposition rate was increased by increasing the discharge current from 85 to 200 mA, with a corresponding change in the discharge voltage from 345 to 380 V.
3 REZULTS AND DISCUSSION
Figure 1 shows the dependence of the coercivity field Hc on the thickness d for films grown at different deposition rates and Ub = 0 and –100 V. It can be seen that for films grown at Ub = 0, a change in the deposition rate from 7 to 14 nm/min results in a decrease in the “critical” thickness from ~270 to ~220 nm, with a corresponding change in the maximum value of Hc from 20.2 to 21.6 Oe. The minimum value Hc ≈ 1 Oe is observed in both cases. The results obtained agree with the results of [4], where the decrease in dcr is associated with the deformation caused by magnetostriction and the columnar microstructure of the films. A further increase in the deposition rate up to 27 nm/min does not lead to a noticeable change in the “critical” film thickness. Applying a negative bias voltage Ub = ‒100 V to the substrate during deposition leads to the disappearance of the “critical” thickness in films grown at \({v}\) = 7 and 14 nm/min with thicknesses up to 980 nm. In this case, the value of Hc varies in the range of 0.55–0.80 Oe for \({v}\) = 7 nm/min and 0.15–1.4 Oe for \({v}\) = 14 nm/min. A further increase in the deposition rate to 21 nm/min leads to the appearance of a “critical” thickness dcr ≈ 520 nm, which increases to ∼540 nm with an increase in \({v}\) up to 27 nm/min. At \({v}\) = 21 nm/min, the maximum value of Hc is equal to 10.2 Oe and decreases to 0.35 Oe. At \({v}\) = 27 nm/min, Hc varies from 9.3 to 1.3 Oe.

Dependence of the coercivity Hc on the thickness d of films grown at different Ub and growth rates \({v}\). \({v}\) = (1) 7, (2) 14, (3) 21, and (4) 27 nm/min.
Before proceeding to a discussion of the results, it should be noted that NiFe films deposited at Ub = 0 have a polycrystalline structure with a weakly pronounced NiFe (111) texture. To characterize the dependence of the texture of the films on the deposition parameters, let us turn to Fig. 2, which shows the dependences of the texture coefficient Thkl on the parameters \({v}\) and U, determined by the formula [18]:
where Ihkl is the measured intensity of the diffraction line hkl, \(I_{{hkl}}^{0}\) is the line intensity for NiFe powder from JCPDS file, and n is the number of reflexes used. In this case, the increase in Thkl values reflects the enhancement of the (hkl) texture.

Dependence of the texture coefficient T111 on the deposition rate \({v}\) and bias voltage Ub.
Figure 2 shows that, at a bias voltage Ub =–100 V, an enhancement of the NiFe (111) texture is observed as compared to the case of films grown on a “grounded” substrate (Ub = 0). An increase in the deposition rate leads to an increase in the texture of the films grown at U = –100 V and to a non-monotonous decrease in the case of Ub = 0 [19, 20].
The choice of Ub = –100 V in the studies performed is explained by the fact that a further increase in Ub with an insignificant improvement in the texture of the films leads to a noticeable decrease in the growth rate of the film due to its sputtering by positive argon ions. An increase in the substrate temperature observed in this case does not lead to a noticeable change in the structure of the films [20].
Figure 3 shows the images of the cross-section of the films deposited at different \({v}\) and Ub.

Cross sections of films of (a) “supercritical” and (b) “subcritical” thicknesses d grown at bias voltages (a) Ub = 0 and (b) ‒100 V and different deposition rates \({v}\).
An increase in the deposition rate leads to an increase in the number of atoms of the sputtered target and their energy. At the used working gas pressure of ∼0.2 Pa, the mean free path of the sputtered target particles exceeded the distance between the target and the substrate and, therefore, the energy of particles reaching the substrate did not change when passing from the target to the substrate. Thus, an increase in the deposition rate was accompanied by an increase in the migration ability of adatoms and the formation of a more uniform microstructure of the films. At the same time, bombardment of the growing film with positive Ar ions prevented the formation of the columnar microstructure (Fig. 3b).
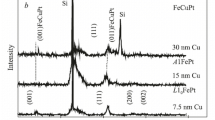
Figure 4 shows the results of X-ray structural analysis of the films obtained at \({v}\) = 14 and 27 nm/min. The interplanar distance a[hkl] along the crystallographic axis [hkl] was determined by the Bragg–Wolfe formula 2a[hkl] sin θ = nλ, where θ is the diffraction angle, λ = 0.15418 nm, and n = 1. The grain size was determined by the Scherrer formula L = λ/β cos θ, where β is the broadening of the diffraction line. Figure 4a shows the dependence of the internal deformations ε = Δa/a of the samples under study on the thickness.

Dependences of (a) deformation ε and (b) grain size D on the thickness of films d grown at Ub = 0 and –100 V and rates: (1) \({v}\) = 14 and (2) 27 nm/min.
First of all, it is necessary to note the difference in the deformations of the films grown at Ub = 0 and ‒100 V. It can be seen that the films grown at Ub = 0 are characterized by compressive deformation (ε < 0), while the films grown at Ub = –100 V experience tensile deformation (ε > 0).
Soft magnetic films grown at Ub = 0 and \({v}\) = 14 nm/min in the “subcritical” state (dcr ≤ 220 nm) have ε ≈ –5 × 10–4, the value of which increases to ε ≈ –10 × 10–4 upon transition to the “supercritical” state. For soft magnetic films grown at Ub = –100 V and \({v}\) = 27 nm/min, ε decreases from 86 × 10–4 to 35 × 10‒4 units with an increase in the film thickness to the “critical” one, dcr ≈ 520 nm. A further increase in the film thickness up to 810 nm leads to a decrease in ε to 12 × 10–4 units. For films grown at \({v}\) = 14 nm/min and Ub = –100 V, the value of ε decreases from 156 × 10–4 to 20 × 10–4 with an increase in the film thickness from 30 to 980 nm. In this case, no transition to the “supercritical” state is observed.
Thus, it can be argued that for films grown at Ub = –100 V and v from 7 to 27 nm/min, internal deformations do not have a noticeable effect on the transition of the film to the “supercritical” state. The results obtained agree with [14], in which for films with a thickness of 1 μm deposited at Ub = –100 V, the disappearance of the “supercritical” state is associated with the absence of deformations and the transition of the columnar microstructure to a homogeneous one.
Since the grain size has a significant effect on the value of the coercivity [6], let us consider how the grain size changes with increasing film thickness (Fig. 4b). Regardless of Ub and \({v}\), the grain size grows with the increase in the film thickness; however, the grain size of films grown at Ub = –100 V increases more slowly and, in accordance with the chaotic anisotropy model [7], leads to a shift of dcr into the region of greater thicknesses. It can be seen that the films grown at Ub = 0 pass into the “supercritical” state at a film thickness of 220–270 nm and a grain size Dcr ≈ 7 nm. For films deposited at Ub = –100 V and \({v}\) = 21 and 27 nm/min, the “critical” thickness is ∼520 nm and Dc ≈ 11 nm.
Figure 5 shows the dependences of the coercivity Hc on the grain size D for films obtained at deposition rates 14 and 27 nm/min at Ub = 0 and –100 V. The calculated dependences Hc ∝ D6 and Hc ∝ D3 (dashed line) are also shown there.

Dependences of the coercivity Hc on the grain size D for films obtained at Ub = 0 and –100 V and rates (a) \({v}\) = 14 and (b) 27 nm/min.
It can be seen that at \({v}\) = 14 nm/min and Ub = 0 (Fig. 5a), the dependence of the coercivity on the grain size is Hc ∝ D6 at D ≤ 7.5 nm, and Hc ∝ 1/D at D ≥ 7.5 nm, which corresponds to nanocrystalline materials [8]. Applying a negative bias voltage Ub = ‒100 V leads to an enhancement of the film texture (Fig. 2) and a change in the dependence of Hc on D. At Ub = –100 V, Hc varies from 0.15 to 1.4 Oe over the entire range of grain sizes.
An increase in the film growth rate to 27 nm/min at Ub = 0 does not change the nanocrystalline structure of the film, and the Hc ∝ D6 dependence is retained (Fig. 5b). At Ub = –100 V, the power-law dependence Hc(D) changes from Hc ∝ D6 to Hc ∝ D3, which does not contradict the known data [16, 17] and is associated with an insignificant improvement in the texture of the nanocrystalline film, which leads to the appearance of uniform magnetic anisotropy.
4 CONCLUSIONS
The possibility of obtaining magnetically soft NiFe films up to 980 nm in thickness by applying a negative voltage to the substrate and selecting the deposition rate is experimentally shown. In the absence of a bias voltage, the coercivity Hc changes ∝ D6, the “critical” thickness is dcr ≈ 230 nm and the maximum value of Hc changes from 17 to 25 Oe depending on the deposition rate. The application of a negative bias voltage leads to bombardment of the growing film with argon ions, which improves the texture of the films, reduces the grain size, complicates the formation of a columnar microstructure and leads to a change in the dependence of Hc on D. At Ub = –100 V and \({v}\) = 21 and 27 nm/min, Hc changes ∝ D3, the maximum value of Hc decreases to ~8 Oe, and dcr increases to ~520 nm. A decrease in \({v}\) to 7 and 14 nm/min leads to a further decrease in the dependence of Hc on D. With an increase in the film thickness up to 980 nm, the grain size increases from 7 to 14 nm, Hc changes from 0.15 to 1.4 Oe, and “critical” thickness is absent. It should be noted that the Hc ∝ D3 dependence in NiFe films is observed for the first time.
REFERENCES
Electrochemical Nanotechnologies, Ed. by T. Osaka, M. Datta, and Y. Shacham-Diamand (Springer, Berlin, 2009).
B. G. Livshits, V. S. Kraposhin, and Ya. L. Linetskii, Physical Properties of Metals and Alloys (Metallurgiya, Moscow, 1980) [in Russian].
E. Klokholm and J. A. Aboaf, J. Appl. Phys. 52, 2474 (1981).
N. Amos, R. Fernandez, R. Ikkawi, B. Lee, A. Lavrenov, A. Krichevsky, D. Litvinov, and S. Khizroev, J. Appl. Phys. 103, 07E732 (2008).
W. T. Soh, N. N. Phuoc, C. Y. Tan, and C. K. Ong, J. Appl. Phys. 114, 053908 (2013).
G. Herzer, IEEE Trans. Magn. 26, 1397 (1990).
G. Wang, C. Dong, W. Wang, Z. Wang, G. Chai, C. Jiang, and D. Xue, J. Appl. Phys. 112, 093907 (2012).
M. A. Akhter, D. J. Mapps, Y. Q. Ma Tan, Amanda Petford-Long, and R. Doole, J. Appl. Phys. 81, 4122 (1997).
Y. Sugita, H. Fujiwara, and T. Sato, Appl. Phys. Lett. 10, 229 (1967).
G. Herzer, Acta Mater. 61, 718 (2013).
V. Svalov, G. V. Kurlyandskaya, B. González Asensio, J. M. Collantes, and A. Larrañaga, Mater. Lett. 52, 159 (2015).
X. Li, X. Sun, J. Wang, and Q. Liu, J. Magn. Magn. Mater. 377, 142 (2015).
A. V. Svalov, I. R. Aseguinolaza, A. Garcia-Arribas, I. Orue, J. M. Barandiaran, J. Alonso, M. L. Fernández-Gubieda, and G. V. Kurlyandskaya, IEEE Trans. Magn. 46, 333 (2010).
Y. Hoshi, M. Kojima, M. Naoe, and S. Yamanaka, IEEE Trans. Magn. 18, 1433 (1982).
A. V. Svalov, B. Gonzalez Asensio, A. A. Chlenova, P. A. Savin, A. Larranaga, J. M. Gonzalez, and G. V. Kurlyandskaya, Vacuum 119, 245 (2015).
K. Suzuki, G. Herzer, and J. M. Cadogan, J. Magn. Magn. Mater. 177–181, 949 (1998).
K. Suzuki, R. Parsons, B. Zang, K. Onodera, H. Ki-shimoto, T. Shoji, and A. Kato, AIP Adv. 9, 035311 (2019).
H. Cheng and M. Hon, J. Appl. Phys. 79, 8047 (1996).
A. S. Dzhumaliev, Yu. Nikulin, and Yu. Filimonov, in Proceedings of the 7th Moscow International Symposium on Magnetism MISM, 2017, p. 778.
A. S. Dzhumaliev, Yu. V. Nikulin, and Yu. A. Filimonov, Phys. Solid State 58, 1053 (2016).
Funding
The work was performed on the state assignment no. 0030-2019-0013 “Spintronics.”
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest.
Additional information
Translated by S. Rostovtseva
Rights and permissions
About this article

Cite this article
Dzhumaliev, A.S., Vysotskii, S.L. & Sakharov, V.K. Effect of Bias Voltage and Deposition Rate on the Structure and Coercivity of NiFe Films. Phys. Solid State 62, 2439–2444 (2020). https://doi.org/10.1134/S1063783420120094
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1063783420120094