
Abstract
To solve the problem of shaping nonspecialized polymers, new generation micro- and nanoelectronic technologies are used, for example, nanoimprint lithography. A special case of nanoimprint lithography is soft lithography, which involves the formation of a topology using a soft master mold fabricated by a hard mold imprint. Therefore, the study of hard molds self-manufacturing possibility is an urgent task to fabricate a new generation printed circuit boards with optoelectronic buses made of nonspecialized polymer materials. In order to rationalize the cost of purchasing an expensive soft lithography hard mold, an original technological process for hard mold fabrication based on an SU-8 photoresist is developed and implemented. During the development of the proposed technological process, the reason for the formation of a negative slope (T-topping) of the walls of the soft lithography hard mold is determined. In order to eliminate the negative slope, a series of UV cutoff filters for optical radiation wavelengths less than 350 nm is developed and manufactured. According to the experimental measurements data of the i-line mercury lamp UV radiation intensity of the EVG620 NIL automated alignment and exposure unit, the dependences of the UV radiation intensity attenuation on the developed UV light filter functional layer thickness are plotted for 365 and 400 nm optical wavelengths. The effectiveness of the use of the developed UV filters is proved by eliminating the negative slope during the technological process of manufacturing a test topology of the soft lithography hard mold. Soft lithography will make it possible in the future to create printed circuit boards with a built-in optoelectronic data bus in the form of an array of polymer planar optical waveguides and optical input-output elements.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
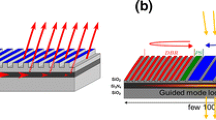
The growth of data volumes transmitted in high-performance computing systems has created conditions for the development of new data transmission systems, for example, new generation printed circuit boards with embedded optoelectronic data transmission buses [1]. It is assumed that the basic components of such an optoelectronic bus will be an array of polymer planar optical waveguides and input-output elements [2].
One of the main tasks in creating a new generation switching environment is the development of an embedded optical components fabrication technology, taking into account compliance with the conditions for the production of traditional printed circuit boards. Polymeric materials [3–6], which are characterized by high optical transparency at wavelengths of 850, 1330, and 1500 nm, can replace traditional semiconductor or dielectric materials [2, 3] in the manufacture of optical waveguides of an optoelectronic bus. Of particular interest is the use of nonspecialized polymers of general application in the formation of an optoelectronic bus of a printed circuit board, since they have a relatively low cost. The main disadvantage of nonspecialized polymers is the lack of a UV curing capability.
The solution to the problem of shaping nonspecialized polymers is the use of new generation micro- and nanoelectronic technologies, such as nanoimprint lithography. A special case of nanoimprint lithography is soft lithography [7], which includes the formation of a topology using a soft stamp made by imprinting a hard mold. However, the cost of hold molds is high; thus, studying the possibility of manufacturing them for the formation of optoelectronic bus for printed circuit boards from nonspecialized polymeric materials for general use is relevant.
FEATURES OF MAKING A HARD MOLD OF SOFT LITHOGRAPHY
The scheme of the developed technological process for manufacturing a hard mold is shown in Fig. 1. To create the topology of a rigid hard mold, the SU-8 photoresist is widely used, taking into account the subsequent stages of the formation of polymer planar optical waveguides from a polydimethylsiloxane polymer [8, 9].

Scheme for preparing a hard mold.
During the development of the technological process of forming a hard mold, the appearance of a photoresistive mask vertical walls negative slope was noted at the stage of UV explosure. This negative effect is called T-topping in accordance with the form of the formation of “outgrowths” in the surface layer of the photoresist (Fig. 2) [10]. Figure 2 contains a photoacid generator (PAG) of photoresist SU-8 (salt of triarylsulfonium hexafluoroantimonate) [11, 12].

Scheme of the occurrence of a negative slope of the walls of a photoresistive mask.
The negative slope is due to the excessive absorption of broadband UV radiation with a wavelength of less than 350 nm when the hard mold topology is exposed [11]. Due to the photochemical reactions that occur with the excessive absorption of optical radiation in the near-surface layer, local overexposure of the photoresist occurs [10, 12]. According to the technological documentation for the SU-8 photoresist, in order to exclude the conditions for the occurrence of a negative slope, it is recommended to expose the photoresist through UV cutoff filters [11, 12]. The principle of the operation of UV filters is based on the selective filtering of the spectrum of a mercury lamp and the exclusion of wavelengths less than 350 nm. Note that such UV cutoff filters are expensive.
DEVELOPMENT OF A LIGHT FILTER OF AN ORIGINAL DESIGN
In order to minimize costs during the study, a original UV light filter was developed that cuts off wavelengths less than 350 nm of the i-line mercury lamp UV spectrum, which is used when exposing the SU-8 photoresist [13]. The design of the developed UV light filter includes a glass base made of quartz glass coated with a functional layer of an SU-8 photoresist of a certain thickness.
To experimentally evaluate the attenuation dependence of the UV radiation intensity on the functional layer thickness of the original cutoff UV light filter, light filters with different thicknesses of the functional layer of the SU-8 photoresist were created. Then, using a two-channel intensity meter, ABM Model 150, the UV lamp radiation intensities of the automated alignment and exposure unit, EVG620 NIL, were determined at wavelengths of 365 and 400 nm without a filter, through original UV filters, as well as through a UV filter glass blank without an SU-8 photoresist layer. The measurement results are presented in Table 1.
It follows from Table 1 that for each wavelength, the highest intensity of UV radiation is detected in the absence of a light filter, and then, with an increase in the thickness of the functional layer of the UV light filter, the intensity decreases.
Assume the UV radiation intensity attenuation dependence on the developed UV light filter functional layer thickness has the form of the function \(f\left( {x,\lambda } \right)\), where x is the functional layer thickness of the UV light filter and λ is the wavelength of UV light. Then
where \({{I}_{{cf}}}\left( {x,\lambda } \right)\) is the measured intensity of UV radiation, mW/cm2, with wavelength λ that passes through a UV filter with thickness x of the functional layer; and \({{I}_{{cf}}}\left( {0,\lambda } \right)\) is the measured intensity of UV radiation, mW/cm2 with wavelength λ, which passes through the glass blank of a UV light filter without a functional layer.
Further, for wavelengths of 365 and 400 nm, separate point dependences \(f\left( {x,\lambda } \right)\) are plotted according to the previously measured data from Table 1 (Fig. 3). These dependences are approximated by a logarithmic function of the form
where \({{C}_{1}}\left( \lambda \right)\) and \({{C}_{2}}\left( \lambda \right)\) are coefficients depending on the wavelength of UV radiation.

Dependence of the attenuation of the intensity of UV radiation on the thickness of the functional layer of the UV light filter.
It follows from the plotted logarithmic approximation dependences that for a wavelength of 365 nm the coefficients C1 (λ) and C2 (λ) are 0.2501 and 0.6099, and for 400 nm, they are 0.0491 and 0.9716, respectively. Thus, for a wavelength of 365 nm and a UV cutoff filter with a functional layer thickness of 25 μm, the attenuation of the UV radiation intensity will be 1.4149.
CHECKING THE EFFECTIVENESS OF THE UV CUTOFF FILTER
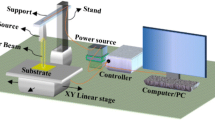
To test the efficiency of using a UV cutoff light filter of an original design, a test sample of a hard mold was made from an SU-8 photoresist. In order to work out various conditions at the stage of UV exposure, the hard mold plate was divided into four sectors, two of which were exposed through an original design UV light filter at different values of UV radiation intensity, and the other two were exposed without using a UV light filter at the previously experimentally selected optimal radiation intensity. Figure 4 shows the automated recording process prior to exposing the hard mold through a UV filter using a 1/4-wafer sector shutter on an EVG 620 NIL automated alignment and exposure device. As a result of subsequent operations, test topologies of the hard mode were made, enlarged images of which are shown in Fig. 5.

The process of exposing the sector of the hard mold using a UV light filter.

Top view and cross-sectional SEM images of hard mold test topologies formed at a previously determined optimal exposure power (a) and using a UV light filter (b).
The test topology of the hard mold in Fig. 5a, in contrast to the topology in Fig. 5b, was formed when exposed to broadband UV radiation without using a UV cutoff filter of the original design, which led to the appearance of a negative slope in the form of “growths” in the surface layer of the photoresist. At the same time, in Fig. 5b there is no negative slope in the test topology of the hard mold exposed through a UV light filter, which confirms the effectiveness of the developed light filter. In addition, the radiation intensity for the one shown in Fig. 5b of the sector of the topology of the hard mold is 1.4 times larger than the previously determined optimal radiation intensity. Therefore, for the developed UV light filter with a functional layer 25 μm thick, the validity of a certain approximation dependence was confirmed.
CONCLUSIONS
As a result of the studies, it was found that when manufacturing a soft lithography hard mold from an SU-8 photoresist to form polymer planar optical waveguides, it is necessary to exclude the factors that cause a negative slope of the photoresistive mask walls. The main reason for the appearance of a negative slope has been established: the SU-8 photoresist explosure using the broadband UV radiation of the i‑line mercury lamp. The UV spectrum of such a mercury lamp includes wavelengths below 350 nm, which cause a negative slope of the photoresistive mask walls.
The developed original UV cutoff light filter proved its effectiveness. When using this light filter, the negative slope is excluded in individual sectors of the hard mold test sample, which are exposed to the broadband UV radiation of the i-line mercury lamp. In addition, the theoretically calculated value of the UV radiation attenuation passing through a UV light filter with a functional layer thickness of 25 μm was experimentally confirmed.
The results obtained are of decisive importance for the rationalization of the polymer planar optical waveguides fabrication process with a reduced losses level for optoelectronic buses of a new generation printed circuit boards. The cost of their manufacture is minimized through the use of nonspecialized polymeric materials and soft lithography technology with the independent production of hard molds.
REFERENCES
Akhmanov, A.S., Nanii, O.E., and Panchenko, V.Ya., Optical transmission of information in supercomputers and microprocessor systems, Part 1, Lightwave, Russ. Ed., 2008, no. 3, pp. 46–53.
Miller, S.E., Integrated optics: An introduction, Bell Syst. Tech. J., 1969, vol. 48, no. 7, pp. 2059–2069. https://doi.org/10.1002/j.1538-7305.1969.tb01165.x
Cai, D., Optical and mechanical aspects on polysiloxane based electrical-optical-circuits-board, Doctoral Sci. Dissertation, Dortmund, 2008. https://doi.org/10.17877/DE290R-8242
Cai, D. and Neyer, A., Polydimethylsiloxane (PDMS) based optical interconnect with copper-clad FR4 substrates, Sens. Actuators, B, 2011, vol. 160, no. 1, pp. 777–783. https://doi.org/10.1016/j.snb.2011.08.062
Prajzler, V., Neruda, M., Nekvindova, P., and Mikulik, P., Properties of multimode optical epoxy polymer waveguides deposited on silicon and TOPAS substrate, Radioengineering, 2017, vol. 26, no. 1, pp. 10–15. https://doi.org/10.13164/re.2017.0010
Immonen, M., Karppinen, M., and Kivilahti, J.K., Fabrication and characterization of polymer optical waveguides with integrated micromirrors for three-dimensional board-level optical interconnects, IEEE Trans. Electron. Packag. Manuf., 2005, vol. 28, no. 4, pp. 304–311. https://doi.org/10.1109/TEPM.2005.856538
Zhou, W., Nanoimprint Lithography: An Enabling Process for Nanofabrication, Berlin: Springer, 2013. https://doi.org/10.1007/978-3-642-34428-2
Cai, Z., Qiu, W., Shao, G., and Wang, W., A new fabrication method for all-PDMS wave-guides, Sens. Actuators, A, 2013, vol. 204, pp. 44–47. https://doi.org/10.1016/j.sna.2013.09.019
Manvelova, T.A., Tarasov, S.A., and Ivanov, N.N., Polymer optoelectronic bus for high-speed data transmission systems, J. Phys.: Conf. Ser., 2019, vol. 1400, no. 6, p. 066051. https://doi.org/10.1088/1742-6596/1400/6/066051
Radzievskaya, T.A., Lamkin, I.A., Tarasov, S.A., and Ivanov, N.N., Technological methods for reducing the growth factors of surface defects in polymer planar optical waveguides, Izv. Vyssh. Uchebn. Zaved., Priborostr., 2021, vol. 64, no. 6, pp. 469–476. https://doi.org/10.17586/0021-3454-2021-64-6-469-476
Madou, M.J., Fundamentals of Microfabrication and Nanotechnology, Boca Raton, FL: CRC, 2011, 3rd ed. https://doi.org/10.1201/9781315274164
Microfluidics and Nanofluidics Handbook: Fabrication, Implementation, and Applications, Mitra, S.K. and Chakraborty, S., Eds., Boca Raton, FL: CRC, 2011. https://doi.org/10.1201/b11188
Radzievskaya, T.A., Ivanov, N.N., and Tarasov, S.A., The reducing approaches of scattering losses in polymer planar optical waveguides, Tr. Uchebn. Zaved. Svyazi, 2021, vol. 7, no. 1, pp. 31–40. https://doi.org/10.31854/1813-324X-2021-7-1-31-40
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Radzievskaya, T.A., Ivanov, N.N. & Tarasov, S.A. Cut-Off UV Light Filter to Prevent the Negative Slope of the Soft Lithography Hard Mold Walls. Russ Microelectron 51, 539–544 (2022). https://doi.org/10.1134/S1063739722070174
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1063739722070174