
Abstract
We presented the results of experimental study of the synthesis of zirconium ceramic coatings partially stabilized with yttrium oxide using the electron-beam method in the forevacuum pressure range (1–100 Pa). The experiments were carried out with a forevacuum plasma-cathode electron source operating in the elevated (forevacuum) pressure range. In a high vacuum, at the initial stage of electron-beam heating and evaporation, the dielectric target can be charged to almost the full accelerating potential. This, in turn, negatively affects the efficiency of energy transfer from the electron beam to the irradiated target. The currently developed forevacuum plasma-cathode electron sources operate at a pressure of several to hundreds of Pascals, which is an order of magnitude higher than the operating pressure of hot-cathode or common plasma electron sources. The beam plasma generated in this range of pressure eliminates the charging effect of the dielectric target. Thereby practically all power of the electron beam is transferred to heating, facilitating evaporation of any refractory dielectric materials. The synthesized coatings with a thickness of over 100 µm were studied, and their mechanical and thermal conductive properties were measured.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Oxide ZrO2–Y2O3 ceramics is one of the most promising materials for creating heat-protective coatings [1]. Zirconium dioxide coatings are used in gas turbines, engines, oil and gas equipment, aerospace, and other fields to protect surfaces against high temperature, corrosion, wear, and other factors [2–5]. The most effective techniques of fabricating such coatings include electron-beam physical vapor deposition (EB-PVD) [6], atmospheric plasma spray (APS) [7], and plasma spray physical vapor deposition (PS-PVD) [8]. The coatings synthesized by electron-beam deposition (EB-PVD) have a columnar structure [9, 10], which ensures the removal of the shear stress on the metal-ceramic interface, and which favorably distinguishes this technique from APS method in terms of parameters, operating properties and service life. However, as known [11, 12], the interaction of an accelerated electron beam with the surface of a dielectric target results in accumulation of the surface potential which significantly reduces the process performance by diminishing the efficiency of energy transfer from the beam to the irradiated target. The forevacuum plasma-cathode electron sources [13, 14] operate at a pressure of several to hundreds of Pascals, which is 1–2 orders of magnitude higher than the operating pressure of hot-cathode [15, 16] or common plasma electron sources [17]. The beam plasma that forms in this range of pressure eliminates the charging effect on the dielectric target. Thereby practically all electron beam power is transferred to heating, thus facilitating evaporation of any refractory dielectric materials [18, 19]. In the present paper, we present the results of our experimental investigations on the synthesis of ceramic coatings based on zirconium oxide (ZrO2–Y2O3) using electron-beam evaporation of a solid target by a forevacuum plasma-cathode electron source.
EXPERIMENTAL
The coatings were deposited using a forevacuum hollow-cathode glow discharge plasma-cathode electron source, which was installed in a 0.04 m3 vacuum chamber equipped with the necessary diagnostic and auxiliary equipment (Fig. 1) [20]. The electron beam, focused to a dimeter of 3 mm, was transported at a pressure of 2.5 Pa in a helium atmosphere to a ceramic target, gradually heating and evaporating it. The evaporated targets were fabricated of zirconium ceramic powder stabilized with yttrium (5.2%), with about 1% addition of hafnium. To give the target a cylindrical shape, the powder was uniaxially pressed, and then additionally subjected to isostatic pressing at 200 MPa. Next, these samples were sintered in a Nabertherm muffle furnace at a temperature of 1450°C for 2 h. The temperature of evaporated target was remotely monitored by a pyrometer and was 2450°C; the substrate temperature was 600°C. During the coating deposition, the plasma mass-to-charge composition was monitored by a modernized quadrupole mass-spectrometer [21]. The substrates, onto which the coatings were deposited, were made of titanium, stainless steel, 20 mm in diameter and 3 mm thick, and a heat-resistant alloy, 10 × 25 mm and 4 mm thick. There was an additional option to heat the samples by defocusing the electron beam to a diameter of over 10 mm. Prior to performing the coating, a negative potential of ‒1000 V fed from a separate power supply unit was applied to the substrate. The ion etching in an argon atmosphere lasted 5 min.

(a) Experimental setup for coating deposition, (b) samples of obtained coatings on substrates of heat-resistant steel and (c) stainless steel.
Thermal diffusivity and thermal conductivity of the ZrO2–Y2O3 coatings were determined using a Laser Flash DLF-1 analyzer from Discovery (United States), the operating principle of which is based on the laser flash method. The essence of this method lies in heating the front surface of a plane-parallel sample by a short pulse (300–400 µs) of a solid-state Nb:YAG laser with a radiation wavelength of 1064 nm. The heat absorbed by the sample propagates through the body and causes an increase in the temperature on its backside. This temperature perturbation (temperature-time dependence) is registered by a solid-state optical sensor with an ultra-fast response. Based on the obtained thermogram, thermal diffusivity, and subsequently thermal conductivity, were determined. To study the coating by the laser flash method, a copper disk substrate, 10 mm in diameter and 5 mm thick, was used. A similar disk of the same material was used as a comparison sample. To account for heat and radiation losses, the front surfaces of the comparison and coated samples were treated with graphite. The thickness of ZrO2–Y2O3 coatings, considering the requirements of this technique, was 8 µm. The radiation absorption coefficient of zirconium ceramics differs by an order of magnitude from that of copper. Accounting for the laser radiation wavelength, the absorption depth of the laser radiation exceeded 10 µm. As a result, the coating layer is transparent for this type of radiation. So, to satisfy the requirements of the laser flash method for measuring thermal diffusivity, the coated side was set to face the detector.
Adhesion was determined using a Micro-Scratch Tester MST-S-AX-0000.
RESULTS AND DISCUSSION
Figure 2 shows photographs of the synthesized coatings with a thickness over 100 µm at different magnifications and their elemental composition. It is seen that the coatings are rather uniform without visible defects. The coating roughness was ranging from 0.07 to 0.8 µm.

Elemental composition and photographs of synthesized coatings.
Figure 3 shows a chip of the obtained coating that exhibits a characteristic columnar structure with inter- and intra-crystalline porosity, which is known [22] to reduce thermal conductivity of coating. The formation of such structures may depend on the coating elemental composition, its thickness, parameters of deposition, and in many ways is determined by the temperature of the substrate onto which the coating is synthesized [23].

Chipped coating at different magnification.
Figure 4 shows thermal diffusivity and thermal conductivity of the test (copper) sample, and the copper sample coated with zirconium oxide. The temperature dependences of the copper thermal diffusivity and thermal conductivity match the classical curves for this material. The formation of the ZrO2–Y2O3 coating of a relatively small thickness (8 µm) on the surface of the sample results in a considerable decrease in both thermal diffusivity and conductivity. This fact, as demonstrated by the SEM results (Fig. 3), is due to the presence of numerous intra-crystalline small pores, which impede heat transfer. The shape of the curves remains unchanged.

Thermal diffusivity and thermal conductivity of the comparison sample (black plots) and the ZrO2–Y2O3 coated sample (red plots).
Figure 5 shows microphotographs of the coated surfaces at different loads on the diamond indenter when measuring adhesive properties by the scratch-test method. At a load of 16 N exerted on the coating, one can observe the beginning of the local peeling of the film; there appear the first fluctuations of the coefficient of friction, indicative of irreversible changes in the surface structure. A further increase in the indenter load up to 30 N leads to an increase in the fluctuations of the coefficient of friction and, as a consequence, to onset of irreversible deformation to the coating itself. In the photograph corresponding to a load of 30 N, one can see a series of ring-shaped bulges resulting from the action of lateral compressive stress produced by the penetrating conical indenter, which is indicative of the loss of stability and the film peeling off the substrate.

Adhesion of the synthesized coatings under the test loads of 1, 8, 16, and 32 N.
CONCLUSIONS
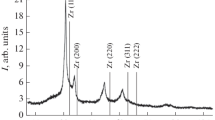
Using the electron-beam method in the forevacuum pressure range, we synthesized ZrO2–Y2O3 coatings, with a thickness of 120 µm at a deposition rate of 3 µm/min. Scanning electron microscopy and X-ray diffractometry showed that the coatings had columnar structure with a tetragonal phase. Using the laser flash technique, it was found that an 8-µm coating allows the thermal diffusivity and thermal conductivity of a copper sample to be reduced from 1.12 to 1.03 cm2/s and from 360 to 320 W/(m K), respectively. The investigations carried out showed that the synthesis of such coatings with the help of forevacuum plasma-cathode electron sources is a promising method for depositing thick (over 100 µm) protective coatings.
REFERENCES
Miheev, S.V., Stroganov, G.B., and Romashin, A.G., Keramicheskie i kompozitsionnye materialy v aviatsionnoi tekhnike (Ceramic and Composite Materials in Aviation Technology), Moscow: Alteks, 2002.
Ma, Y., Martynková, G.S., Valášková, M., Matějka, V., and Lu, Y., Tribol. Int., 2008, vol. 41, no. 3, p. 166. https://doi.org/10.1016/j.triboint.2007.07.004
Garvie, R.C., Hannink, R., H.J., and Pascoe, R.T., Nature, 1975, vol. 258, no. 5537, p. 703. https://doi.org/10.1038/258703a0
Wu, J., Wei, X., Padture, N.P., Klemens, P.G., Gell, M., García, E., Miranzo, P., and Osendi, M.I., J. Am. Ceram. Soc., 2002, vol. 85, no. 12, p. 3031. https://doi.org/10.1111/j.1151-2916.2002.tb00574
Schulz, U., Leyens, C., Fritscher, K., Peters, M., B. Saruhan-Brings, Lavigne, O., J.-Dorvaux, M., Poulain, M., Mévrel, R., and Caliez, M., Aerosp. Sci. Technol., 2003, vol. 7, no. 1, p. 73. https://doi.org/10.1016/s1270-9638(02)00003-2
Shen, Z., Liu, Z., Mu, R., He, L., Liu, G., and Huang, Z., Chem. Eng. J. Adv., 2021, vol. 5, p. 100073. https://doi.org/10.1016/j.ceja.2020.100073
Song, X., Meng, F., Kong, M., Liu, Z., Huang, L., Zheng, X., and Zeng, Y., Mater. Charact., 2017, vol. 131, p. 277. https://doi.org/10.1016/j.matchar.2017.07.008
Góral, M., Kubaszek, T., Poręba, M., and Wierzbińska, M., Solid State Phenom., 2021, vol. 320, no. 7, p. 2. https://doi.org/10.4028/www.scientific.net/ssp.320.72
Kumar, V. and Kandasubramanian, B., Particuology, 2016, vol. 27, p. 1. https://doi.org/10.1016/j.partic.2016.01.007
Chubarov, D.A. and Matveev, P.V., Aviat. Mater. Tekhnol., 2013, no. 4, p. 43.
Zolotukhin, D.B., Tyunkov, A.V., and Yushkov, Yu.G., Appl. Phys., 2017, vol. 6, p. 39.
Burdovitsin, V.A., Medovnik, A.V., Oks, E.M., Scrobov, E.V., and Yushkov, Yu.G., Tech. Phys., 2012, vol. 82, no. 10, p. 103.
Yushkov, Y.G., Oks, E.M., Tyunkov, A.V., Corbella, C., and Zolotukhin, D.B., Ceram. Int., 2020, vol. 46, no. 4, p. 4519. https://doi.org/10.1016/j.ceramint.2019.10.179
Burdovitsin, V.A., Klimov, A.S., Medovnik, A.V., Oks, E.M., and Yushkov, Yu.G., Forvakuumnye plazmennye istochniki elektronov (Forevacuum Plasma Electron Sources), Tomsk: Tomsk. Gos. Univ., 2014.
Osipov, I. and Rempe, N., Rev. Sci. Instrum., 2000, vol. 71, no. 4, p. 1638. https://doi.org/10.1063/1.1150510
Rau, A.G., Osipov, I.V., Tyunkov, A.V., Yushkov, Yu.G., Zolotukhin, D.B., and Zenin, A.A., Dokl. Tomsk. Gos. Univ. Sust. Upr. Radioelectron., 2017, vol. 20, no. 2, p. 129.
Schultz, H., Electron Beam Welding, London: Woodhead, 1993.
Yushkov, Y.G., Zolotukhin, D.B., Oks, E.M., and Tyunkov, A.V., J. Appl. Phys. 2020, vol. 127, no. 11, p. 113303. https://doi.org/10.1063/1.5142420
Zolotukhin, D.B., Kazakov, A.V., Oks, E.M., Tyunkov, A.V., and Yushkov, Yu.G., Ceram. Int., 2022, vol. 48, no. 10, p. 13890. https://doi.org/10.1016/j.ceramint.2022.01.273
Tyunkov, A.V., Burdovitsin, V.A., Oks, E.M., Yushkov, Yu.G., and Zolotukhin, D.B., Vacuum, 2019, vol. 163, p. 31. https://doi.org/10.1016/j.vacuum.2019.02.010
Tyunkov, A.V., Oks, E.M., Yushkov, Y.G., and Zolotukhin, D.B., Catalysts, 2022, vol. 12, no. 5, p. 574. https://doi.org/10.3390/catal12050574
A. Flores Renteria, Saruhan, B., Schulz, U., H.‑J. Raetzer-Scheibe, Haug, J., and Wiedenmann, A., Surf. Coat. Technol., 2006), 201, p. 2611. https://doi.org/10.1016/j.surfcoat.2006.05.003
Yakovchuk, K.Yu., Sovrem. Elektrometall., 2014, no. 4, p. 25.
Funding
The research was supported by the Russian Science Foundation (grant no. 21-79-10035), https://rscf.ru/project/21-79-10035/.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
About this article

Cite this article
Zolotukhin, D.B., Nazarov, A.Y., Oks, E.M. et al. Electron-Beam Synthesis of Ceramic-Based Coatings in the Forevacuum Pressure Range. Bull. Russ. Acad. Sci. Phys. 88, 671–675 (2024). https://doi.org/10.1134/S1062873823706359
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1062873823706359