
Abstract
Automation is a topical issue in the development of methods and equipment for ultrasonic nondestructive testing. The conditions of modern industrial production require the development of ultrasonic testing equipment that would be sufficiently flexible for a wide and changing range of manufactured products, which, as a rule, have a complex shape. This paper proposes a technology for ultrasonic flaw detection of complex shaped objects. Within the framework of this technology, it is proposed to use six-axis robotic manipulators to ensure the required angle of input of ultrasonic waves into the test object at each measuring position. The correct trajectory of robot’s movement during scanning is ensured by reconstructing the surface profile of the test object using optical profilometry and determining the location of the test object relative to the robotic manipulator using an electric probe. The effectiveness of the developed technology is verified experimentally within the framework of this work.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 INTRODUCTION
Ultrasonic testing methods are widely used in flaw detection of various materials and products [1–6]. Today, the development of automated equipment of ultrasonic flaw detection is an urgent task aimed at increasing the productivity of this type of inspection. Obviously, the development of such tools should not reduce the likelihood of detecting defects in comparison with manual inspection techniques.
The probability of detecting defects depends on their type, size, shape, and orientation in the test object. In addition, this probability can also be influenced by such factors as the shape of the surface of the tested product, its condition (roughness and presence of damages), the condition of ensuring acoustic contact, as well as the angle of input of ultrasonic waves into the test object. Modern industrial production includes a wide range of products, which, as a rule, have a complex shape. Thus, an urgent issue of increasing the productivity of ultrasonic testing is the development of automated control systems that are flexible to the changing geometry of the test objects.
Within the framework of automated testing of spatially complex objects, the required angle of input of ultrasonic waves can be ensured, firstly, by using manipulators that provide not only linear but also angular displacement of the transducer during the scanning process, and secondly, by accurately taking into account the surface of the test object. On this basis, of great interest are industrial six-axis robotic manipulators, which today are increasingly used in new-generation automated ultrasonic testing systems [7–11]. Obtaining the surface profile of the test object ensures precise positioning of the transducer at each point of the scanning path. This problem can be solved by creating hybrid systems that include methods of acoustic testing and optical profilometry [12, 13].
In addition, in order to ensure stable acoustic contact, the placement of the test object in an immersion bath has become widespread within the framework of the development and application of automated acoustic inspection systems. This approach cannot be applied, for example, when monitoring large-sized products and materials that lose their properties under the influence of water; this makes the task of finding alternative ways to ensure stable acoustic contact urgent.
Thus, the purpose of this work is to develop a technology for automated ultrasonic testing of spatially complex metal products. This technology implies the use of optical profilometry methods to accurately determine the surface profile of the tested product, the use of six-axis robotic manipulators for precise positioning of the ultrasonic transducer at all points of the scanning path, as well as the use of devices for providing local immersion, eliminating the need to place the test object in an immersion bath.
2 RESEARCH TECHNIQUE
2.1 Technology of Automated Ultrasonic Testing of Spatially Complex Metal Products
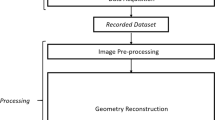
The technology proposed in this work consists of the following stages:
(1) Determination of the location of the test object in the basic coordinate system of the robotic manipulator using an electric calibration probe;
(2) Obtaining a profile of the surface of the test object and building a scanning trajectory of the product;
(3) Scanning the test object and obtaining and analyzing the results.
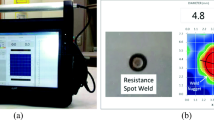
A KUKA KR 10 R1100 sixx WP six-axis industrial manipulator was used for experimental verification of the developed technology. As part of approbation of the technology, an electrical calibration probe SPU-40 (TORMACH), an optical scanner HP 3D STRUCTURED LIGHT SCANNER PRO S2, as well as a device for local immersion, inside which an ultrasonic transducer OLYMPUS A306S-SU (operating frequency 2.25 MHz, piezoelectric plate diameter 13 mm), was located were sequentially installed on the manipulator.
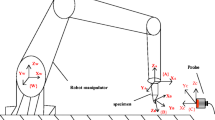
Within the framework of experimental verification, a cylindrical steel casting made of 20 GL steel, containing artificial defects in the form of side drilled holes 4 mm in diameter, was used as a test object. The location of the defects is shown in Fig. 1. To carry out experimental verification, a testing zone was determined on the lateral surface of the cylindrical sample, and characteristic points necessary to determine the location of the test object in the basic coordinate system of the robotic manipulator were identified on the edges (Fig. 2). The electric probe was installed on the manipulator and moved until it touched the characteristic points; this made it possible to determine their coordinates in the basic coordinate system of the robotic manipulator (see Fig. 2).

Location of defects in test objects.

Appearance of product (1) with test area (2) and with three characteristic points (3, 4, 5) applied to the test area.
To obtain the profile of the test object, the optical scanner was installed on the robotic manipulator and a regular grid was projected onto the test object (Fig. 3). By distorting the scanner’s regular grid, all possible distortions of the shape of the surface of the product were determined and recorded. The result of multiple projection of the regular grid onto the test object and subsequent processing of the obtained data is a 3D model of the surface of the test item.

Regular grid of the product obtained from optical 3D scanner.
After that, it seemed possible to generate a scan path of the product with the required step of ultrasonic transducer’s movement. Based on all the data on the geometry of the test object and its calibration obtained from the electric probe and the optical scanner, a scanning trajectory was formed with a given step of movement of the manipulator with a device for providing local immersion over the surface of the item.
2.2 Local Immersion System
A device for providing local immersion was developed to ensure acoustic contact between the ultrasonic transducer and the test object without the need for a bath with water. The schematic diagram of this device includes:
(1) the device holder;
(2) the ultrasonic transducer;
(3) the immersion layer;
(4) the matching layer.
For the immersion material we used PTB 12 12-ABCH-RE-S (ABRO Industries) silicone rubber with the specific acoustic resistance of \({{Z}_{1}} = 1.1~\,\,{\text{MPa}}\,\,{\text{s/m}}\) and with the velocity of longitudinal acoustic waves of 1100 m/s. The immersion layer thickness \({{r}_{{{\text{im}}}}}\) was determined by the formula
where \({{c}_{{{\text{im}}}}}\) is the speed of sound in the immersion layer, \({{r}_{{{\text{to}}}}}\) is the thickness of the test object, and \({{c}_{{{\text{to}}}}}\) is the speed of sound in the test object [1, 14].
By applying (1) and proceeding from the fact that the test object was a steel casting made of 20GL steel (the longitudinal wave velocity is 5850 m/s) with a thickness of 104 mm, the thickness of the immersion layer turned out to be 19.55 mm.
For acoustic matching of the immersion layer and the test object, the material of the matching layer should be selected on the basis of the formula [14, 15]
where \({{Z}_{1}}\) is the specific acoustic resistance of the immersion layer and \({{Z}_{2}}\) is the specific acoustic resistance of the product.
Thus, by using the acoustic resistances of silicone and steel grade 20GL (1.1 and 45.6 MPa s/m, respectively) in (2), the required acoustic resistance of the matching layer is 7.1 MPa s/m. The F-4 K 20 fluoroplastic has a similar acoustic resistance and has been used as a matching layer. The thickness of the matching layer was chosen based on the relation
where \({{\lambda }_{l}}\) is the wavelength in the matching layer.
Thus, at the operating frequency of the transducer, equal to 2.25 MHz, and with the velocity of longitudinal ultrasonic waves in the fluoroplastic equal to 1350 m/s, the thickness of the matching layer should be 150 μm.
3 RESULTS AND DISCUSSION
To present the results in the form of images, one needs a set of echo signals obtained at each point of the scanning trajectory, the coordinates of these points, the velocity of ultrasonic waves in the test object, and the transit time of ultrasonic waves in the device for providing local immersion. To improve the quality of the results obtained, spatio-temporal processing of the recorded signals was carried out using algorithms based on the Synthetic Aperture Focusing Technique. Figure 4 shows the result of testing in the form of C-scans for various product depth ranges, and in Fig. 5 the results are presented in the form of a B-scan.

Inspection results in the form of C-scans: (a) depth 22.5–27.5 mm, (b) depth 47.5–52.5 mm, (c) depth 72.5–77.5 mm.

Inspection results in the form of a B-scan.
In the B- and C-scans, the amplitude is designated by color in accordance with the selected colormap. The coordinates of the points of the test object are given along the two axes of the C-scans, with the points corresponding to the length and width of the scanning area. The length of the scanning area and the depth of inspection are set along the two axes of the B-scan. Thus, on the basis of the results obtained, it can be concluded that using the developed technology it was possible to reveal all defects in the tested sample.
The results obtained can serve as a basis for further research and development. First of all, this research should be aimed at increasing the information content of the testing results. For example, an important issue is the development of approaches that ensure the high efficiency in the problem of comparing the real product with the results of its testing in order to localize the discontinuities identified in it. Another direction in the framework of the problem of increasing the information content of inspection results is the introduction of advanced coherent signal processing methods, which will allow obtaining high-resolution images of defects in test objects.
4 CONCLUSIONS
This paper proposes a technology for ultrasonic testing of spatially complex products. This technology is flexible and can adapt to the changing shape and dimensions of the test object, which is achieved via the operation of a six-axis industrial robot as the manipulator, via the use of optical profilometry methods, and via the use of a device for providing local immersion. The developed ultrasonic testing technology includes determining the location of the test object in the basic coordinate system of the robotic manipulator, reconstructing the surface profile of the test object using optical profilometry and automated ultrasonic testing of the product. The device for providing local immersion creates a stable acoustic contact between the transducer and the test object. The experimental results obtained demonstrate the ability of the developed technology to solve the problems of ultrasonic flaw detection.
REFERENCES
Ermolov, I.N., Teoriya i praktika ul’trazvukovogo kontrolya (Theory and Practice of Ultrasonic Testing), Moscow: Mashinostroenie, 1981.
Ermolov, I.N. and Lange, Yu.V., Nerazrushayushchii control’. Spravochnik v 7 tomakh (Nondestructive Testing. A Handbook in 7 volumes), Moscow: Mashinostroenie, 2004, vol. 3.
Vatul’yan, A.O. and Belyak, O.A., Inverse problem of identifying a small defect based on an asymptotic method, Russ. J. Nondes. Test., 2020, vol. 56, no. 7, pp. 549–555. https://doi.org/10.1134/S1061830920070074
Marusina, M.Ya., Fedorov, A.V., Prokhorovich, V.E., Berkutov, I.V., Bychenok, V.A., Tkacheva, N.V., and Maerov, A.L., Development of acoustic methods for monitoring the stress-strain state of threaded connections, Izmer. Tekh., 2018, no. 3, pp. 60–64. https://doi.org/10.1007/s11018-018-1424-3
Aleshin, N.P., Mogilner, L.Yu., and Krysko, N.V., On Interaction of elastic waves with “semitransparent” defects, Russ. J. Nondestr. Test., 2020, vol. 56, no. 6, pp. 469–478.https://doi.org/10.1134/S1061830920060030
Dolmatov, D.O. and Abramets, V., Application of frequency-domain algorithms in ultrasound imaging of composite materials, IV Russ. Forum Young Sci. Int. Participation “Space Eng.”, Tomsk, 2016, vol. 48, article ID 3004. https://doi.org/10.1051/matecconf/20164803004
Xiao, Z., Xu, C., Xiao, D., Liu, F., and Yin, M., An optimized robotic scanning scheme for ultrasonic NDT of complex structures, Exp. Tech., 2017, vol. 41, no. 4, pp. 389–398. https://doi.org/10.1007/s40799-017-0182-5
Mineo, C., Herbert, D., Morozov, M., and Pierce, S.G., Robotic non-destructive inspection, 51st Annu. Conf. Br. Inst. NDT, (Northhampton, 2012), pp. 345–352.
Zhen, X., Yong, Y., Guang, X.C., Guo, X.D., Fang, L.F., and Liang, L.X., Profile tracking with ultrasonic alignment for automatic non-destructive testing of complex structures, Rob. Comp.-Integr. Manuf., 2018, vol. 49, pp. 134–142. https://doi.org/10.1016/j.rcim.2017.06.007
Hu, H., Ye, C., Wang, X., and Xu, N., Multi-angle spatial compound imaging in ultrasonic immersion testing using a single transducer, J. Instrum., 2018, vol. 13, no. 7, article ID P07004. https://doi.org/10.1088/1748-0221/13/07/P07004
Stetson, J.T. and de Odorico, W., Robotic inspection of fiber reinforced composites using phased array UT, Am. Inst. Phys., Conf. Proc., 2014, vol. 1581, no. 1, pp. 1889–1895. https://doi.org/10.1063/1.4865054
Dolmatov, D., Zhvyrblya, V., Filippov, G., Salchak, Y., and Sedanova, E., Advanced ultrasonic testing of complex shaped composite structures, IOP Conf. Ser.: Mater. Sci. Eng., 2016, vol. 135, article no. 012010. https://doi.org/10.1088/1757-899X/135/1/012010
Zhvyrblya, V.Y., Filippov, G.A., Sedanova, E., and Salchak, Y.A., Ultrasonic tomography of complex shaped carbon fiber composites, IV Russ. Forum Young Sci. Int. Participation “Space Eng.,” Tomsk, 2016, vol. 48, article ID 3005. https://doi.org/10.1051/confmatec/20164803005
Truel, R., Elbaum, C., and Chick, B., Ultrasonic Methods in Solid State Physics, New York: Academic Press, 1969.
Kretov, E.F., Ul’trazvukovaya Defektoskopiya v Energomashinostroenii (Ultrasonic Flaw Detection in Power Engineering), St. Petersburg: SVEN, 2014.
Funding
The study was carried out using the scientific equipment of the TPU Shared Use Center and with the financial support of the State Assignment “Science,” project no. FSWW-2020-0014, as well as the Competitiveness Improvement Program of Tomsk Polytechnic University.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Larionov, V.V., Lider, A.M., Dolmatov, D.O. et al. Ultrasonic Testing for Defects in Complex Shaped Metal Products. Russ J Nondestruct Test 57, 369–374 (2021). https://doi.org/10.1134/S1061830921050090
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1061830921050090