
Abstract
This study reveals the impact of the formation mechanism of a two-phase (β + γ) structure during heat treatment on thermoelastic L21(B2)-10M/14M-L10 martensitic transformations and elastocaloric parameters of polycrystalline Ni54Fe19Ga27 alloy. It is experimentally shown that annealing of the as-cast Ni54Fe19Ga27 alloy in the temperature range 1173–1463 K for 0.5 h followed by water quenching leads to the precipitation of the γ phase at grain boundaries and inside grains. As the annealing temperature increases from 1173 to 1463 K, the thickness of the γ-phase layer at the grain boundaries doubles, particles inside the grains coarsen, and their volume distribution becomes nonuniform. Simultaneously, the martensitic transformation temperatures increase by 31–69 K. The nonuniform distribution of the γ-phase particles and the morphological features of martensite (refinement of its twinned structure) lead to a 5–6-fold widening of the martensitic transformation intervals in crystals annealed at 1448 K compared to the as-cast alloy. After cyclic superelastic tests with 20 to 100 loading/unloading cycles, two-phase (β + γ) polycrystals demonstrate the stable adiabatic cooling temperature ∆Tad (2.7–3.0 K) and do not crack along grain boundaries, unlike those in the as-cast state. Significant fatigue strength and a high coefficient of performance (up to 18.3) make (β + γ) Ni54Fe19Ga27 polycrystals promising for practical use in solid-state cooling.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1. INTRODUCTION
An urgent need to develop new materials for environmentally friendly and high performance solid-state cooling systems has arisen due to the adverse environmental impact of refrigerants used in vapor compression refrigeration systems. One of the most promising technologies is based on the elastocaloric effect [1]. This effect manifests itself in loading/unloading cycles of shape memory alloys, which, thanks to thermoelastic martensitic transformations and significant reversible strains, have already proven themselves to be effective functional materials used in actuators and sensors, medical tools and implants. Elastocaloric cooling is observed in the temperature range of superelasticity and is based on a decrease in the material temperature during reverse martensitic transformations under adiabatic conditions. Important requirements for elastocaloric materials are a high cooling capacity, a wide range of operating temperatures, and cyclic stability of superelastic and elastocaloric parameters [2]. This ensures the durability and high performance of solid-state cooling systems. Despite numerous studies on the elastocaloric effect of a number of alloys (CuZnAl, NiTi, CoNiGa, and CoNiAl) [2–4], the development of materials with the most favorable combination of these parameters is still relevant.
Ferromagnetic NiFeGa alloys, which undergo thermoelastic L21(B2)-10M/14M-L10 martensitic transformations, are considered high on the list of candidates for solid-state cooling. When the shape memory effect and superelasticity manifest themselves, these alloys experience significant reversible strains close to theoretical ones (+13.5% in tension and –6.2% in compression) [5, 6]. Unlike NiTi with a narrow temperature range of the elastocaloric effect (~50 K), NiFeGa single crystals are characterized by the stable adiabatic cooling temperature ∆Tad = 6–13 K [2, 7–9] in the entire temperature range of superelasticity, reaching 200 K under compression. Practical application of single crystals presents a problem because of the complexity and high cost of their production, while the production of polycrystalline materials is more cost-efficient. The main obstacle to their use is brittle fracture at grain boundaries on account of the incompatibility of strains in neighboring grains during transformation [1]. Different orientations of grains with respect to external loading and a strong orientation dependence of strain during stress-induced martensitic transformations are key factors in stress concentration and grain boundary cracking of the material. One of the ways to increase the plasticity is to eliminate triple junctions of grains by forming an oligocrystalline structure [10], which increases the reversibility of martensitic transformations and makes the superelastic characteristics closer to those of single crystals, as shown by an example of CuAlNi wires [11]. In [12, 13], grain boundary cracking of polycrystalline NiMnGa and CuZnAl alloys was reduced by grain refinement and strengthening of grain boundaries by such elements as Zr, Ti, B, V, Cr, and Gd. Finally, the resistance of polycrystals to fracture can be increased by forming a layer of the ductile γ phase along grain boundaries. It was shown that the two-phase (β + γ) structure significantly improved the plasticity and fatigue resistance of the material [1, 14, 15]. The distribution of second-phase particles along grain boundaries and inside grains, their size and volume fraction affect martensitic transformations and depend on the heat treatment mode required to obtain a two-phase (β + γ) structure of the alloy. However, the previous investigations of NiFeGa polycrystals were carried out after the only possible heat treatment mode, and no dependence of the functional properties on the resulting microstructural parameters was found. Therefore, this work is devoted to the formation of a two-phase (β + γ) structure during heat treatment and its influence on thermoelastic martensitic transformations and the elastocaloric effect in polycrystalline Ni54Fe19Ga27 alloy.
2. EXPERIMENTAL PROCEDURE
Polycrystals of ferromagnetic Ni54Fe19Ga27 alloy (at %) were obtained by arc melting in an argon atmosphere. A cylindrical ingot 9 cm long and 1.2 cm in diameter was obtained upon crystallization. Along the ingot edge, where the cooling rate was the highest, a narrow region with numerous fine grains was formed. The main volume consisted of long columnar grains directed towards the center, which formed parallel to the heat flow direction during cooling. Their length ranged from 0.3 to 4.0 mm, and the average transverse size was 100–170 µm. Compression specimens were spark cut out of the ingot, outside the edge area, in the shape of a rectangular parallelepiped with the dimensions 3 × 3 × 6 mm3. The loading axis of the specimens was chosen parallel to the longitudinal axis of the ingot, and consequently grains were elongated perpendicular to the loading axis of the specimen. Before testing, the specimens were ground and electrolytically polished. To study the influence of the heat treatment mode on martensitic transformations and the elastocaloric effect, we used as-cast polycrystals and those water quenched after high-temperature annealing for 0.5 h at different temperatures: 1173, 1273, 1423, 1448, and 1463 K. These annealing temperatures correspond to the two-phase (β + γ) field in the phase diagram of the Ni54Fe19Ga27 alloy [16].
The surface microstructure of the polycrystalline Ni54Fe19Ga27 alloy was studied by optical metallography using a Keyence VHX-2000 microscope. The volume fraction of the γ phase was determined using the software embedded in the Keyence VHX-2000 microscope. The elemental composition of the polycrystals was analyzed by energy-dispersive X-ray spectroscopy on a TESCAN VEGA 3 scanning electron microscope. The phase composition of the specimens was determined by X-ray diffraction analysis at room temperature on a Shimadzu XRD 6000 X-ray diffractometer (CuKα radiation). Diffraction patterns were interpreted using the PowderCell 2.4 program. Thermal characteristics and temperatures of martensitic transformations (start and finish temperatures of direct (Ms and Mf) and reverse (As and Af) transformations) were calculated during cooling/heating in a free state from the temperature dependence of heat flow by differential scanning calorimetry using a NETZSCH DSC 404 F1 calorimeter at the heating/cooling rate 10 K/min. The error for the characteristic martensitic transformation temperatures was 2 K. Superelastic tests were carried out on an Instron 5969 electromechanical testing machine with the stress error ±2 MPa. The microstructure of the polycrystals was studied using a Hitachi HT-7700 transmission electron microscope. Thin foils for microscopy were prepared by jet polishing using a Tenupol-5 installation.
The adiabatic cooling temperature ΔTad was determined under superelastic conditions by measuring the specimen temperature with a highly sensitive T-type thermocouple. To register the elastocaloric effect, the specimen was loaded at a low strain rate of 2.0 × 10–3 s–1 to the given stress and then held at this level for 6 s to equalize the specimen temperature with the test temperature. For a closer approximation to adiabatic conditions, unloading was carried out at a high strain rate of 6.7 × 10–1 s–1. The time dependence of the specimen temperature was recorded using a data acquisition module consistently in time with the σ(ε) curves. The error for ΔTad was 0.5 K.
3. RESULTS AND DISCUSSION
Figure 1 presents the results of optical metallography of the surface of polycrystalline Ni54Fe19Ga27 alloy in the as-cast state and after heat treatments. The results of X-ray diffraction and transmission electron microscopy of the polycrystalline Ni54Fe19Ga27 alloy in the as-cast state are shown in Figs. 2a and 3, respectively. It is shown that, after melting at room temperature, the polycrystals are in the high-temperature β phase (Figs. 1a, 2a). No γ-phase peaks are observed in the X-ray diffraction pattern (Fig. 2a). Superstructural {111} reflections detected in the SAED patterns point to the L21 structure of the high-temperature β phase with the lattice parameter 0.576 nm (Fig. 3a). It is known [17] that superstructural reflections for which, according to the extinction rules, the following condition is satisfied: h, k, l are odd, and h + k + l = 2n + 1 ({111}, {311} and {331} reflections), are absent in the B2 structure. As can be seen from Fig. 1a, there is a small volume fraction of fine oxide particles along grain boundaries and inside grains, which were formed during melting. It is assumed that these particles do not have a significant effect on the material properties [18].

Optical metallography of the surface of polycrystalline Ni54Fe19Ga27 alloy in the as-cast state (a) and after annealing for 0.5 h followed by quenching at 1173 (b), 1273 (c), 1423 (d), 1448 (e), and 1463 K (f) (color online).

X-ray diffraction patterns of polycrystalline Ni54Fe19Ga27 alloy in the as-cast state (a) and after annealing at T = 1448 K for 0.5 h followed by water quenching (b).

Microstructure of polycrystalline Ni54Fe19Ga27 alloy in the as-cast state: SAED pattern of L21 austenite, axis of the zone (a), and dark-field image in the superstructural {111} reflection demonstrating antiphase domains (b).
High-temperature heat treatments lead to the formation of a two-phase (β + γ) structure (Figs. 1b–1f). After annealing at T = 1173 and 1273 K followed by water quenching, the second phase is precipitated along grain boundaries in the form of a continuous thin layer 2–3 μm thick and numerous fine particles up to ~30 μm long inside grains (Figs. 1b, 1c). With treatment temperature (1423, 1448, and 1463 K), the structure changes. Instead of a continuous layer, individual elongated particles up to 6 μm in thickness are formed along grain boundaries, thus certain boundary sections are free of the γ phase. Grains smaller than 90–100 µm are free of particles. The maximum particle length reaches 60 μm, while their number inside grains decreases (Figs. 1d–1f).
Figure 2b shows an X-ray diffraction pattern of the polycrystal after high-temperature annealing at T = 1448 K for 0.5 h followed by water quenching. It is seen that the heat treatment results in the formation of γ-phase particles characterized by a face-centered cubic (fcc) lattice with the parameter 0.36 nm. Along with the γ-phase peaks, the X-ray diffraction pattern has peaks corresponding to a monoclinic structure with the parameters a = 0.4204 nm, b = 0.2697 nm, c = 2.8963 nm, and β = 85.27°, which, according to [19], corresponds to layered modulated 14M martensite. The presence of the 14M martensite peaks indicates an increase in the characteristic martensite start temperature in the annealed state. It is known [5] that 14M martensite is an intermediate structure, and, upon further cooling and/or under loading, the Ni54Fe19Ga27 alloy structure transforms into tetragonal L10 martensite.
The elemental analysis of the Ni54Fe19Ga27 polycrystals after high-temperature heat treatments shows that the composition of the matrix is close to the nominal one (Table 1).
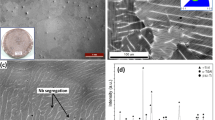
Figure 4 shows SEM images of the surface of Ni54Fe19Ga27 polycrystals annealed at T = 1273 and 1423 K and the results of elemental analysis when scanning along a line intersecting the grain boundary γ-phase interlayer. It can be seen that the γ-phase precipitate is enriched in Fe and depleted of Ga compared to the matrix, which is also consistent with the data from Table 1 for the alloy annealed at T = 1273 K for 0.5 h. Similar relations between the chemical compositions of the matrix and the γ phase of NiFeGa alloys were deduced in [6, 14, 16].

SEM image of the surface of Ni54Fe19Ga27 polycrystals after annealing at T = 1273 K for 0.5 h (a) and at T = 1423 K for 0.5 h (b) with elemental analysis of the surface along the line indicated in (b) through the grain boundary γ-phase interlayer (c) (color online).
The dependence of the martensitic transformation temperatures on the heat treatment temperature in Ni54Fe19Ga27 polycrystals is shown in Fig. 5. The as-cast polycrystals are characterized by the martensitic transformation temperatures Ms = 284 K and Af = 296 K. Annealing at T = 1173 K for 0.5 h leads to a decrease in the temperatures (Ms = 259 K and Af = 269 K) compared to the as-cast alloy.

Martensitic transformation temperatures (Ms, Af) depending on the annealing temperature for Ni54Fe19Ga27 polycrystals (color online).
Two intervals can be distinguished in the dependence of the start and finish temperatures of direct Ms and reverse martensitic transformations Af on the annealing temperature. In the first interval from 1173 to 1423 K, the martensitic transformation temperatures gradually increase, approaching the values of the as-cast alloy. With a further increase in the annealing temperature (the second interval from 1423 to 1463 K), the martensitic transformation temperatures sharply increase, so that they exceed the values of the as-cast alloy (Ms = 284 K, Af = 296 K, and Ms = 325 K, Af = 338 K after annealing at T = 1463 K).
Further investigation of thermal characteristics, superelastic and elastocaloric parameters was performed on polycrystals in the three structural states: after arc melting (state I) and after annealing at T = 1273 K (state II) and T = 1448 K (state III) for 0.5 h followed by water quenching. These treatment temperatures were chosen because they lie in the central part of each of the two temperature intervals (1173–1423 and 1423–1463 K). For states II and III, the volume fraction of the γ phase located both inside grains and along boundaries is 18 and 24%, respectively. Figure 6 shows calorimetric curves for direct and reverse martensitic transformations.

Differential scanning calorimetry curves obtained during cooling/heating for Ni54Fe19Ga27 polycrystals: in the as-cast state (state I), after annealing for 0.5 h at T = 1273 (state II) and 1448 K (state III) (color online).
State I is characterized by sharp and narrow peaks of heat release and absorption during martensitic transformations in the cooling/heating cycle. When cooled in a free state, martensite is twinned in the grain, so that large lamellae pass through the grain, inducing high internal stresses at its boundaries (Fig. 7).

Optical metallography of the surface of polycrystalline Ni54Fe19Ga27 alloy in the as-cast state at a temperature below Mf (color online).
As can be seen from Table 2, the second-phase precipitation in states II and III causes the temperature ranges of direct ∆1 = Ms – Mf and reverse ∆2 = As – Af martensitic transformations to widen (from 8 K in state I to 13 K in state II). In state III, ∆1 and ∆2 enlarge by 5–6 times compared to those in state I and amount to 38–50 K.
Thermodynamic analysis of martensitic transformations reveals that the temperature ranges of direct and reverse transformations Δ1 and Δ2 characterize the elastic and surface energy |∆Grev(1)| accumulated in the material during martensitic transformations [20, 21]:
where ∆S is the change in entropy during transformation.
Thus, widening of Δ1 and Δ2 in the two-phase polycrystals (states II and III) compared to the single-phase ones (state I) is associated with an increase in the elastic and surface energy due to the presence of particles that do not undergo martensitic transformations. Much wider temperature ranges of direct and reverse martensitic transformations in states II and III are also explained by the morphology of the resulting martensite. Upon cooling of the two-phase (β + γ) crystals, various types of finely dispersed martensite form in the same grain (Figs. 4a, 4b), in contrast to large martensite lamellae passing through the grain of the as-cast polycrystals (state I) (Fig. 7). This leads to an increase in the density of twin boundaries in martensite, provides a better elastic accommodation of deformation during transformation for misoriented grains, and increases the elastic and surface energy |∆Grev(1)| accumulated in the state II and III alloys during martensitic transformations.
The wide temperature ranges ∆1 and ∆2 in state III (38–50 K) can be also contributed by the inhomogeneous structure of the material: γ-phase particles are undetected both in fine grains and along boundaries of coarse grains at a distance of ~50 μm. This can lead to martensitic transformations in zones with different microstructures in different temperature ranges.
Despite the enlargement of the temperature intervals Δ1 and Δ2, the hysteresis value ∆T = Af – Ms remains almost unchanged for all three states (∆T = 12 K (state I), 11 K (state II), 10 K (state III)). It is known that the temperature hysteresis determines the energy dissipation in the cycle during martensitic transformations [20, 21]:
From the obtained data (Fig. 5, Table 2), it follows that, in crystals with a (β + γ) structure, energy dissipation during reversible martensitic transformations does not increase compared to the state I alloy, which should contribute to the cyclic stability of functional properties of the material, including elastocaloric cooling, regardless of the structural state.
The change in entropy during direct ∆SA–M and reverse ∆SM–A martensitic transformations was determined using differential scanning calorimetry (Table 3). Since not the entire volume of the material experiences martensitic transformations in the two-phase structure, ∆S during both direct and reverse martensitic transformations in the state II and III alloys decreases compared to the state I alloy. The specific heat capacity Cp for state I is Cp = 455 J/(kg K). In state II characterized by numerous fine particles in grains, Cp decreases by 11 J/(kg K). A similar decrease in the heat capacity is demonstrated by Ni54Fe19Ga27 single crystals annealed at 1373 K for 0.5 h, in which 5–35 μm particles precipitate, as shown in [7]. In state III, the heat capacity increases to 505 J/(kg K).
The experimental values for the entropy change during reverse martensitic transformations ∆SM–A and the specific heat capacity Cp can be used to find the theoretical resource of adiabatic cooling of the material [2]:
where T0 ≈ (Ms + Af)/2 is the temperature of chemical equilibrium of the austenitic and martensitic phases.
The theoretical temperature of adiabatic cooling ∆Tadt derived by this formula for state I is 10.1 K. For two-phase (β + γ) structures (state II and III), the theoretical temperature is lower: 7.2 and 7.1 K, respectively.
The investigation of superelasticity of Ni54Fe19Ga27 polycrystals in states I and II is carried out at the temperature 323 K. Since this temperature for state III is below Af = 327 K, and consequently the shape memory effect appears in the loading/unloading cycle, superelastic parameters in state III are studied at 348 K. All three states are characterized by low critical stresses of martensite formation σcr (150–200 MPa). In the first loading/unloading cycle, irreversible strain 0.5–0.9% accumulates (Fig. 8). This may be due to the fact that the main processes of stress relaxation and plastic deformation occur along the boundaries of grains with the greatest incompatibility of strains during martensitic transformations. In subsequent, quite stable and almost completely reversible, cycles of loading to the same strain, the critical stresses σcr decrease by 12 MPa in state I, by 10 MPa in state II, and by 53 MPa in state III from those in the first cycle. A strong decrease in σcr in state III may be due to significant plastic deformation of the thick γ-phase layer along grain boundaries, as well as due to coarse particles in grains.

Dependences σ(|ε|) and the corresponding time dependences of the specimen temperature (inset) when studying the superelastic and elastocaloric effects in polycrystalline Ni54Fe19Ga27 alloy in various structural states (color online).
The investigation of the elastocaloric effect in the fourth cycle shows that, in state I, the adiabatic cooling temperature is ∆Tad = 4.3 K, which is comparable to the literature data for single-phase Ni54Fe19Ga27 polycrystals [1]. For states II and III, ∆Tad = 3.5 K and 3.3 K, respectively. The decrease in the experimental values of ∆Tad in two-phase polycrystals corresponds to a decrease in the theoretical resource ∆Tadt (Table 3). This is due to the fact that γ-phase particles do not undergo martensitic transformations, i.e. not the entire volume of the material participates in the transformation, which reduces thermal effects. The experimental values of the elastocaloric effect are lower than the calculated ones due to the fact that the experimental conditions are not purely adiabatic due to the finite rate of unloading and heat exchange with the grips of the testing machine. In addition, the first cycles of superelasticity are characterized by significant irreversible strain, stabilization of stress-assisted martensite in deformed regions, and a reduced volume fraction of the material subjected to stress-assisted martensitic transformations in subsequent cycles.
The first requirement for materials that can be used in solid-state cooling is cyclic stability of their functional properties. The cyclic stability of superelastic and elastocaloric parameters of Ni54Fe19Ga27 polycrystals was studied in 100 loading/unloading cycles at 323 K in states I and II and at 348 K in state III (Fig. 9). The test load was set in such a way that the σ(|ε|) curve was completely reversible in the second (third) cycle.

Superelastic σ(ε) curves and the corresponding curves of the specimen temperature on the cycle number (inset) revealing the elastocaloric effect in polycrystalline Ni54Fe19Ga27 alloy (color online).
The second important requirement is high performance of elastocaloric cooling in the loading/unloading cycle, the most common measure for which is the coefficient of performance (COP). It is defined as the ratio of the useful energy absorbed by a specimen from the environment during an endothermic reaction to the amount of energy dissipated in the thermodynamic cycle [22]:
where ρ is the material density (ρ = 8450 kg/m3 for Ni54Fe19Ga27 [23]).
The σ(ε) dependence for the studied states becomes stable starting from the 20th cycle (Fig. 9). The shape of the curve for the as-cast polycrystals resembles typical superelastic curves for single crystals and is characterized by critical stresses of start of martensitic transformation σcr = 121 MPa and reversible strain ~1%. The value of the elastocaloric effect is ∆Tad = 4.4 K, and COP = 23.3. These values do not change throughout all 100 cycles.
In two-phase (β + γ) states, the behavior of the σ(ε) dependence changes: the strain hardening coefficient increases during stress-assisted martensitic transformation, the plateau of martensitic transformation disappears, and reversible strain decreases. In cyclic tests, the stable adiabatic cooling temperature is lower than those measured in the fourth cycle: by the 20th cycle, ∆Tad decreases to 2.9–3.0 and to 2.7 K in states II and III, respectively, after which it remains unchanged. This is due to stabilization of a part of the martensite in the first cycles, which makes no contribution to the thermal effect during subsequent loading/unloading cycles, i.e. the material volume subjected to martensitic transformation is further reduced. The COP is 18.3 for state II and 17.1 for state III. Due to the low energy dissipation in the loading/unloading cycle, the COPs in the two-phase states with better plasticity exceed the values previously obtained for polycrystalline and single-crystal NiFeGa(Co) alloys [7, 15, 24].
The structure of specimens tested in 100 cycles is shown in Fig. 10. Cyclic tests on the state I polycrystals with the highest adiabatic cooling temperatures (4.4 K) and COP (23.3) reveal multiple grain boundary cracking as well as traces of plastic deformation (Fig. 10a). This is explained by high internal stresses induced by the incompatibility of strains during stress-assisted transformation due to the growth of large martensite lamellae (Fig. 7). In states II and III, due to elastic and plastic deformation of the grain boundary γ-phase layer during loading/unloading, no fracture occurs along grain boundaries (Figs. 10b, 10c). In addition, the resistance of the two-phase polycrystals to fracture increases as a result of the growth of fine crystals of various martensite in the same grain.

Microstructure of polycrystalline Ni54Fe19Ga27 alloy in state I (a), II (b), and III (c) after cyclic superelastic and elastocaloric tests (color online).
4. CONCLUSIONS
The formation of a two-phase (β + γ) structure and its influence on thermoelastic martensitic transformations and the elastocaloric effect were studied on polycrystalline Ni54Fe19Ga27 alloy subjected to different heat treatments. The results obtained suggest the following conclusions.
Annealing of Ni54Fe19Ga27 polycrystals at 1173–1463 K for 0.5 h followed by water quenching caused the formation of a two-phase (β + γ) structure: particles of the plastic γ phase precipitated both along grain boundaries and inside grains. When the annealing temperature increased from 1173 to 1463 K, cracks appeared in the grain boundary γ-phase interlayer, and its thickness increased from 2 to 6 μm. Particles inside grains coarsened, and their distribution became nonuniform.
A rise in the annealing temperature from 1173 to 1463 K contributed to an increase in the characteristic martensitic transformation temperatures by 31–69 K. The formation of the γ phase increased the accumulated elastic and surface energy during martensitic transformations, which, along with changes in the martensite morphology, widened in the temperature ranges of martensitic transformations at a constant hysteresis ∆T in two-phase (β + γ) polycrystals of the Ni54Fe19Ga27 alloy.
The formation of a ductile γ-phase interlayer at grain boundaries improved the plasticity and fatigue strength of the material compared to the single-phase state due to compatibility of transformation strain at the boundary during martensitic transformations and reduced stress gradient. High fatigue strength and high COPs (17.1 and 18.3, respectively) make two-phase (β + γ) polycrystals of Ni54Fe19Ga27 alloy promising for use in solid-state cooling at the adiabatic cooling temperature ∆Tad up to 3 K in the operating cycle.
To optimize the two-phase state of NiFeGa alloys and to use a more complete theoretical resource of adiabatic cooling ∆Tadt, it is necessary to form a thin layer of the plastic γ phase along grain boundaries no thicker than 2–3 μm as well as to reduce the size and volume fraction of particles inside grains to increase the material volume undergoing martensitic transformations.
REFERENCES
Xu, Y., Lu, B., Sun, W., Yan, A., and Liu, J., Large and Reversible Elastocaloric Effect in Dual-Phase Ni54Fe19Ga27 Superelastic Alloys, Appl. Phys. Lett., 2015, vol. 106, p. 201903. https://doi.org/10.1063/1.4921531
Wu, Y., Ertekin, E., and Sehitoglu, H., Elastocaloric Cooling Capacity of Shape Memory Alloys. Role of Deformation Temperatures, Mechanical Cycling, Stress Hysteresis and Inhomogeneity of Transformation, Acta Mater., 2017, vol. 135, pp. 158–176. https://doi.org/10.1016/j.actamat.2017.06.012
Shen, A., Zhao, D., Sun, W., Liu, J., and Li, C., Elastocaloric Effect in Co50Ni20Ga30 Single Crystal, Scripta Mater., 2017, vol. 127, pp. 1–5. https://doi.org/10.1016/j.scriptamat.2016.08.030
Pataky, G., Ertekin, E., and Sehitoglu, H., Elastocaloric Cooling Potential of NiTi, Ni2FeGa, and CoNiAl, Acta Mater., 2015, vol. 96, pp. 420–427. https://doi.org/10.1016/j.actamat.2015.06.011
Sutou, Y., Kamiya, N., Omori, T., Kainuma, R., Ishida, K., and Oikawa, K., Stress-Strain Characteristics in Ni-Fe-Ga Ferromagnetic Shape Memory Alloys, Appl. Phys. Lett., 2004, vol. 84, no. 8, pp. 1275–1277. https://doi.org/10.1063/1.1642277
Hamilton, R.F., Sehitoglu, H., Efstathiou, C., and Maier, H.J., Mechanical Response of NiFeGa Alloys Containing Second-Phase Particles, Scripta Mater., 2007, vol. 57, pp. 497–499. https://doi.org/10.1016/j.scriptamat.2007.05.024
Panchenko, E.Y., Yanushonite, E.I., Eftifeeva, A.S., Tokhmetova, A.B., Kurlevskaya, I.D., Tagiltsev, A.I., Surikov, N.S., Timofeeva, E.E., and Chumlyakov, Y.I., Elastocaloric Effect in Aged Single Crystals of Ni54Fe19Ga27 Ferromagnetic Shape Memory Alloy, Metals, 2022, vol. 12, p. 1398. https://doi.org/10.3390/met12081398
Eftifeeva, A., Panchenko, E., Yanushonite, E., Kurlevskaya, I., Timofeeva, E., Tokhmetova, A., Surikov, N., Tagiltsev, A., and Chumlyakov, Y., Superelasticity and Elastocaloric Cooling Capacity in Stress-Induced Martensite Aged [001]А-Oriented Ni54Fe19Ga27 Single Crystals, Mater. Sci. Eng. A, 2022, vol. 855, p. 143855. https://doi.org/10.1016/j.msea.2022.143855
Surikov, N.Y., Panchenko, E.Y., and Chumlyakov, Y.I., The Elastocaloric Effect in [001]-Single Crystals of Titanium Nickelide Containing Nanosized Ti3Ni4 Particles, Russ. Phys. J., 2022, vol. 64, no. 9, pp. 1708–1714. https://doi.org/10.1007/s11182-022-02511-w
Dar, R.D., Yan, H., and Chen, Y., Grain Boundary Engineering of Co–Ni–Al, Cu–Zn–Al, and Cu–Al–Ni Shape Memory Alloys by Intergranular Precipitation of a Ductile Solid Solution Phase, Scripta Mater., 2016, vol. 115, pp. 113–117. https://doi.org/10.1016/j.scriptamat.2016.01.014
Ueland, S.M., Chen, Y., and Schuh, C.A., Oligocrystalline Shape Memory Alloys, Adv. Funct. Mater., 2012, vol. 22, pp. 2094–2099. https://doi.org/10.1002/adfm.201103019
Lee, J.S. and Wayman, C.M., Grain Refinement of Cu-Zn-Al Shape Memory Alloys, Metallography, 1986, vol. 19, pp. 401–419. https://doi.org/10.1016/0026-0800(86)90074-1
Zhang, X., Sui, J., Yu, Z., and Cai, W., Structure and Shape Memory Effect in a Ni54Mn25Ga20Gd1 Alloy with a High Transformation Temperature, J. Alloys Compds, 2011, vol. 509, pp. 8032–8037. https://doi.org/10.1016/j.jallcom.2011.04.144
Huang, X.-M., Zhao, Y., Yan, H.-L., Jia, N., Yang, B., Li, Z., Zhang, Y., Esling, C., Zhao, X., Ren, Q., Tong, X., and Zuo, L., Enhanced Cyclic Stability and Enlarged Working Temperature Window of NiFeGa Elastocaloric Refrigerant Via Introducing Strong Texture and Ductile Interfacial Precipitate, Scripta Mater., 2023, vol. 234, p. 115544. https://doi.org/10.1016/j.scriptamat.2023.115544
Imran, M., Zhang, X., Qian, M., and Geng, L., Enhanced Working Stability of Elastocaloric Effects in Polycrystalline Ni-Fe-Ga Dual Phase Alloy, Intermetallics, 2021, vol. 136, p. 107255. https://doi.org/10.1016/j.intermet.2021.107255
Oikawa, K., Omori, T., Sutou, Y., Morito, H., Kainuma, R., and Ishida, K., Phase Equilibria and Phase Transition of the Ni-Fe-Ga Ferromagnetic Shape Memory Alloy System, Metallurg. Mater. Trans. A, 2007, vol. 38, pp. 767–776. https://doi.org/10.1007/s11661-007-9095-8
Santamarta, R., Cesari, E., Font, J., Muntasell, J., Pons, J., and Dutkiewicz, J., Effect of Atomic Order on the Martensitic Transformation of Ni–Fe–Ga Alloys, Scripta Mater., 2006, vol. 54, no. 12, pp. 1985–1989. https://doi.org/10.1016/j.scriptamat.2006.03.018
Masdeu, F., Pons, J., Torrens-Serra, J., Chumlyakov, Y., and Cesari, E., Superelastic Behavior and Elastocaloric Effect in a Ni51.5Fe21.5Ga27.0 Ferromagnetic Shape Memory Single Crystal under Compression, Mater. Sci. Eng. A, 2022, vol. 833, p. 142362. https://doi.org/10.1016/j.msea.2021.142362
Zheng, H., Xia, M., Liu, J., Huang, Y., and Li, J., Martensitic Transformation of (Ni55.3Fe17.6Ga27.1)100–xCox Magnetic Shape Memory Alloys, Acta Mater., 2005, vol. 53, pp. 5125–5129. https://doi.org/10.1016/j.actamat.2005.07.023
Ortinh, J. and Planes, A., Thermodynamic Analysis of Thermal Measurements in Thermoelastic Martensitic Transformation, Acta Metall., 1988, vol. 36, pp. 1873–1889. https://doi.org/10.1016/0001-6160(88)90291-x
Beke, D.L., Darуczi, L., and Elrasasi, T.Y., Determination of Elastic and Dissipative Energy Contributions to Martensitic Phase Transformation in Shape Memory Alloys, in Shape Memory Alloys—Processing, Characterization and Applications, 2013, pp. 1–30. https://doi.org/10.5772/51511
Tusek, J., Engelbrecht, K., Mañosa, L., Vives, E., and Pryds, N., Understanding the Thermodynamic Properties of the Elastocaloric Effect through Experimentation and Modelling, Shap. Mem. Superelasticity, 2016, vol. 2, pp. 317–329. https://doi.org/10.1007/s40830-016-0094-8
Mañosa, L. and Planes, A., Materials with Giant Mechanocaloric Effects: Cooling by Strength, Adv. Mater., 2017, vol. 29, p. 1603607. https://doi.org/10.1002/adma.201603607
Xiao, F., Jin, M., Liu, J., and Jin, X., Elastocaloric Effect in Ni50Fe19Ga27Co4 Single Crystals, Acta Mater., 2015, vol. 96, pp. 292–300. http://dx.doi.org/10.1016/j.actamat.2015.05.054
ACKNOWLEDGMENTS
The microstructure of polycrystals was studied using a Hitachi HT-7700 transmission electron microscope at the Krasnoyarsk Regional Collective Use Center of the Federal Research Center KSC SB RAS.
Funding
The study was supported by Russian Science Foundation grant No. 23-19-00150, https://rscf.ru/project/23-19-00150/.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Publisher's Note. Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kurlevskaya, I.D., Panchenko, E.Y., Tokhmetova, A.B. et al. Influence of Heat Treatments on Martensitic Transformations and Elastocaloric Effect in Two-Phase (β + γ) NiFeGa Alloys. Phys Mesomech 27, 398–408 (2024). https://doi.org/10.1134/S1029959924040040
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1029959924040040