
Abstract
After hot rolling and multipass cold rolling experiment, the hot rolled sheet and the sheets with reduction ratios of 20% and 40% of 301L stainless steel were obtained. The effect of cold rolling reduction ratio on microstructure of 301L stainless steel was investigated by metallographic analysis, XRD analysis and TEM analysis. The research shows that carbides precipitate along the austenite phase interface in the hot rolled specimen. Crystalline grains are refined by cold rolling: their average grain size decreases from 91.9 to 17.3 nm as the reduction ratio increases, which is accompanied by the blocking of dislocations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1. INTRODUCTION
301L stainless steel has extensive use for its excellent performance including nonmagnetism, good plasticity, toughness, weldability, and corrosion resistance. Martensitic phase transformation and piling up of dislocations caused by stress often lead to microstructure and mechanical properties change of the material [1–5]. Therefore, in order to improve the strength of austenitic stainless steel in actual industrial production, cold rolling deformation can be used. At present, there are still some shortages in the study of 301L stainless steel cold rolling process, especially in the effect of deformation on microstructure of the material [6–8]. In view of the high requirements on microstructure, forming performance plate type and thickness accuracy imposed during cold rolling, the processing parameters of 301L stainless steel sheet is not easy to control. Therefore, it is necessary to further study the relationship between deformation rate and cold-rolled microstructure in 301L stainless steel.
2. EXPERIMENTAL DETAILS
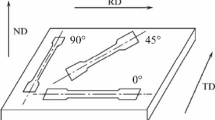
Raw materials were melted in a medium frequency induction furnace, then cast into steel ingots and forged. The chemical composition of 301L stainless steel is shown in Table 1. The forged specimens were hot rolled at 1150°C for 20 min to the thickness of 1.5 mm. The hot rolled specimens were then cold rolled to sheets with a reduction rate of 20 and 40%. The microstructure of 301L stainless steel was examined by optical microscopy, XRD analysis, and TEM.
3. RESULTS AND DISCUSSION
3.1. Microstructure of 301L Stainless Steel with Different Reduction Rate
The variation of microstructure can be traced by observing optical micrographs. Figure 1 clearly shows differences in the microstructure of 301L stainless steel in different states. Figure 1a demonstrates an abnormal growth of grains and twins in the hot rolled specimen due to high temperature during the hot rolling process, which leads to the rapid growth of grains. Figures 1b and 1c illustrate the microstructure of 301L stainless steel at a reduction rate of 20 and 40%, respectively. The grains in the specimens are deformed along the rolling direction; shear bands and twins can also be found in part of the grains. In previous works, strain-induced α′ martensite nucleated at the shear bands [1, 9, 10]. Observations show that the grain size decreases with increasing reduction rate, which is clearly seen in Fig. 1.

Optical micrographs of 301L stainless steel: solid solution state (a), reduction ratio of 20% (b), reduction ratio of 40% (c).
3.2. Crystalline Phases of 301L Stainless Steel with Different Reduction Rate
Cold rolling promoted strain-induced martensitic transformation in 301L stainless steel. As can be seen from the XRD pattern of 301L stainless steel in Fig. 2, there are only austenite peaks in the hot rolled specimen. When the reduction rate increases to 20%, α martensite is formed in the specimen, and the austenite peaks decrease as the reduction rate increases to 40%: the γ(111) peak decreases significantly, the γ(200) peak almost disappears, but the α martensite peak is significantly enhanced. The reason for the above phenomenon is a step-by-step transformation of austenite to martensite with increasing amount of deformation. It was found using JADE software that the average grain size of the solid solution specimen is 91.9 nm and that of the specimen with a 40% reduction ratio is 17.3 nm, which is indicative of grain refinement during cold rolling.

XRD profile of 301L stainless steel.
3.3. TEM Analysis
Figure 3a is the microstructure of the hot rolled specimen observed from the near beam direction. As can be seen, carbides precipitate along the austenite phase interface. The diffraction patterns obtained from the γ matrix are given in Fig. 3b. Martensite and austenite are observed when the reduction rate of the material is 20%, as shown in Figs. 4a and 4c. The diffraction patterns obtained from the α matrix and the γ matrix are presented in Figs. 4b and 4d. For 301L stainless steel in reduction ratio of 40%, which show the result of grain refinement, the shape of its diffraction pattern is rings, the microstructure observed from near beam direction is shown in Fig. 5b. As is seen from Fig. 5a, due to the strain-induced martensitic transformation during cold rolling, there are well-defined interfacial fringes in the form of thick stripes caused by the interface between austenite and martensite. Comparison of the diffraction patterns at different reduction rates indicates that the martensite diffraction pattern of the 40% reduction ratio specimen is ring-shaped, while the martensite and austenite diffraction patterns of the 20% reduction ratio specimen do not have this phenomenon. According to Fig. 4a, there are a large number dislocations in grains after cold rolling, the grains are divided into subgrains, and the dislocation martensite grows up. This means that the austenite grains are first broken and then the martensite grains grow with increasing thickness reduction.

TEM micrograph and diffraction pattern of 301L stainless steel in the hot rolled state. Specimen microstructure in the hot rolled state (a), diffraction pattern of γ matrix (b).

TEM micrograph and diffraction pattern of 301L stainless steel with a 20% reduction ratio. Microstructure of martensite (a), diffraction pattern of α matrix (b), microstructure of austenite (c), diffraction pattern of γ matrix (d).

TEM micrograph and diffraction pattern of 301L stainless steel with a 40% reduction ratio. Specimen microstructure at a reduction ratio of 40% (a), diffraction pattern of α matrix (b).
4. CONCLUSIONS
By comparing the microstructures of 301L stainless steel specimens in the hot rolled state and the specimens with different reduction rates, the following conclusions can be drawn in this study.
Carbides precipitate along the austenite phase interface in the hot rolled specimen. Cold rolling causes grain refinement in 301L stainless steel: the average grain size decreases from 91.9 to 17.3 nm as the reduction ratio increases.
The austenite grains are first broken during cold rolling and then the martensitic phase transformation occurs with increasing reduction in thickness.
REFERENCES
Liu, D.G., Huang, J.X., and Ye, X.N., Effect of Cold Deformation Process on Microstructure Property of Stainless Steel SUS301L, World Iron Steel, 2012, no. 3, pp. 66–69.
Wang, S.T., Yang, K., Shan, Y.Y., and Li, F., Effects of Cold Deformation on Microstructure and Mechanical Behavior of a High Nitrogen Austenitic Stainless Steel, Acta Metall. Sinica, 2007, vol. 43, no. 7, pp. 713–718.
Liu, W., Li, Z.B., Wang, X., Zou, H., and Wang, L.X., Effect of Strain Rate on Strain Induced α'-Martensite Transformation and Mechanical Response of Austenitic Stainless Steels, Acta Metall. Sinica, 2009, vol. 45, no. 3, pp. 285–291.
Huang, J.X., Xiao-Ning, Y.E., and Zhou, X.U., Effect of Cold Rolling on Microstructure and Mechanical Properties of AISI 301LN Metastable Austenitic Stainless Steels, J. Iron Steel Res., 2012, vol. 19, no. 10, pp. 59–63.
Milad, M., Zreiba, N., Elhalouani, F., and Baradai, C., The Effect of Cold Work on Structure and Properties of AISI 304 Stainless Steel, J. Mater. Processing Technol., 2008, vol. 203, no. 1, pp. 80–85.
Wang, G.Q., Researching the Properties of Material on the Stainless Vehicle Body, Beijing: Jiaotong University, 2008.
Han, Y., Chen, X.D., Liu, Q.K., Qian, L., and Chen, C., Study and Application on Mechanical Behavior of Austenitic Stainless Steels Based on Cold Stretching Technology, J. Mech. Eng., 2012, vol. 48, no. 2, pp. 87–92.
Karimi, M.B., Arabi, H., Khosravani, A., and Samei, J., Effect of Rolling Strain on Transformation Induced Plasticity of Austenite to Martensite in a High-Alloy Austenitic Steel, J. Mater. Processing Technol., 2008, vol. 203, no. 1, pp. 349–354.
Hedayati, A., Najafizadeh, A., Kermanpur, A., and Forouzan, F., The Effect of Cold Rolling Regime on Microstructure and Mechanical Properties of AISI 304L Stainless Steel, J. Mater. Processing Technol., 2010, vol. 210, no. 8, pp. 1017–1022.
Nie, Z.S., Tian, X.Q., Zhou, H.F., and Zhou, C.L., Relationship between Tensile Strength and Cold-Rolled Hardness of 301 Austenitic Stainless Steel Sheet, J. Iron Steel Res., 2012, vol. 24, no. 4, pp. 22–27.
Funding
This work was supported by Chun Hui Project of the PRC Ministry of Education (Award Number Z2016126), Sichuan Province Foundation for Returnes and the Open Research Fund of Xihua University Key Laboratory of Green Building (Award Number szjj2016-055).
Author information
Authors and Affiliations
Corresponding author
Additional information
Russian Text © The Author(s), 2020, published in Fizicheskaya Mezomekhanika, 2020, Vol. 23, No. 4, pp. 27–30.
Rights and permissions
About this article

Cite this article
Li, J.X., Luan, D.C., Li, Y. et al. Effect of Deformation on Microstructure of 301L Stainless Steel. Phys Mesomech 24, 61–64 (2021). https://doi.org/10.1134/S1029959921010094
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1029959921010094