
Abstract
Flow assurance is one of the main challenges in the oil industry. Many factors can affect the oil fluidity, including the oil °API and the formation of water-in-oil (w/o) emulsions that increase the fluid viscosity. The demulsification process aims to decrease as much as possible the water content in the crude oil. Chemical products known as demulsifiers can be used to aid in this process. In laboratory, the chemicals can be evaluated under temperature and water content conditions similar to those in the oil field. In this work, the effect of demulsifier aging on its performance, simulating oil field storage, was evaluated using synthetic w/o emulsion prepared with a heavy crude oil and brine at 55 000 ppm. The crude oil was characterized and some demulsifier properties were measured along the time. The crude oil was identified as a heavy oil containing 11.6% of asphaltenes, contributing to the w/o emulsion stability. The demulsifier performance increased with aging time, and the results strongly suggested that a mere evaporation of the additive solvent occurs, concentrating its active matter.

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
One of the main challenges of the oil and gas industry is flow assurance to guarantee safe and profitable production of the fluids. The crude oil can be classified in function of their °API in: extralight (°API > 40), light (40 > °API >33), intermediate (33 >°API >27), heavy (27 > °API >19), extraheavy (19 > °API >15), and asphaltic (°API < 15). Therefore, the lower the °API, the greater the difficulty of oil flow. Heavy and extraheavy oils require more efficient pumping systems to guarantee production [1–3]. In this context, the viscosity of the fluid is an important factor which depends not only on the fluid characteristics but can also be affected by the formation of the water-in-oil (w/o) emulsions [1, 2]. The emulsion stability depends on several factors, such as type and concentration of emulsifiers, w/o composition, size and size distribution of water phase droplets, viscosity of dispersed and dispersing phases, and emulsion aging [4–9].
Emulsions are formed during the production of crude oil and brine, under shearing and at the presence of naturals surfactants from the crude oil. Surfactants adsorb at the interface, reducing the interfacial tension and increasing the stability of the emulsions. Asphaltenes are considered one of the main responsible components for the w/o emulsions stability and their presence in heavy oil is responsible for the high viscosity [10–14]. Asphaltenes in the dispersed state, close to the flocculation point, have the greatest stabilization capacity [9, 15]. When the produced fluid arrives at the topside, the first step of the treatment process is phase separation into gas, oil and water. In this step, the oil is submitted to a demulsification process to remove as much water as possible. This process minimizes the corrosiveness of the oil and reduces its viscosity, facilitating transportation, which is particularly important for heavy, extraheavy and asphaltic oils [1, 2, 15–16].
The demulsification process can be assisted by the addition of chemical additives called demulsifiers. Different types of surfactant molecules and formulations are available, which present different mechanisms and performances in crude oil emulsions, depending also on the oil characteristics. In the laboratory, the demulsifiers performance can be verified following a procedure that reproduces as closely as possible the oil field conditions: the crude oil and brine can be heated at a specific temperature before preparing the synthetic emulsion; the brine can be prepared with different types and concentrations of salts; the test temperature can be varied; besides many other possibilities [17–22].
Nevertheless, the influence of the aging of the demulsifier storage in industrial tanks was not found in the literature, which is particularly important for emulsions of crude oils presenting high viscosity. Therefore, the aim of this work is to evaluate the influence of aging of a demulsifier used in oil fields on its performance on water separation from synthetic emulsions prepared with an extraheavy crude oil and brine at 55 000 ppm, using bottle test.
EXPERIMENTAL DEVELOPMENT
Materials. Crude oil and commercial demulsifier samples were used. Sodium chloride grade ACS and Calcium chloride grade PA were acquired from Isofar and Labsynth, Rio de Janeiro, respectively. Except for the oil, all materials were used as received. Due to the large amount of free water observed, the crude oil was transferred to a container and kept under resting to drain the maximum amount of water before characterizing it.
Characterization of the crude oil and demulsifier samples. The oil sample was characterized in terms of water content by Karl Fischer, viscosity, asphaltenes content, asphaltenes precipitation onset, wax appearance temperature (WAT), pour point, density/°API and total acid number (TAN). The demulsifier sample was characterized in terms of viscosity, density and pH.
Water content by Karl Fischer. The water content of the crude oil was determined following a procedure based on the ASTM D4377 [23]. Karl Fischer reagent and a titrator 803 TI Stand, Metrohm were used. The analyses were performed at least in duplicate and to be accepted must present a standard deviation ≤ 1.0% (according to the validation documents that accompany the equipment).
Viscosity. The viscosity of the crude oil was determined using a Mars-II rheometer Haake, cone-plate C60. About 1 mL of the oil was placed in the rheometer and the shear rate was set up from 0.1 to 400 s–1. The viscosity was measured at a constant temperature of 25°C. The viscosity of the demulsifier was measured at the same conditions, excepting by the shear rate range (100 to 400 s–1).
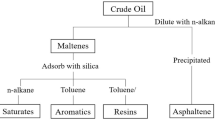
Asphaltenes content. The approximate amount of asphaltenes insoluble in n-heptane was determined by adding n-heptane to the oil, getting the precipitate, solubilizing it in toluene and evaporating the solvent. A proportion of 30 g oil and 1 L n-heptane was used. A Soxhlet extractor was used with n-heptane to extract the products soluble in it. Then, the solvent was changed to toluene in the Soxhlet extractor and the asphaltenes were solubilized in it. Finally, the solvent was evaporated and the asphaltenes were dried and weighted [24].
Asphaltenes precipitation onset. The crude oil was weighted (7 g) in the analysis vessel. The near infrared (NIR) external probe was placed into the sample. By using a chromatographic pump, n-heptane was pumped to the vessel at 0.1 mL/min, keeping the system under magnetic stirring. At the end of the analysis, a plot of absorption intensity against volume of n-heptane was obtained. The volume at the minimum absorption was taken and divided by 7, providing the asphaltenes precipitation onset expressed in terms of volume of n-heptane (mL) per gram of oil [25].
Wax appearance temperature (WAT) by microcalorimetry (µDSC). The wax appearance temperature was determined by using a Setaram µDSC VII-D3830 microcalorimeter. Before starting the analysis, the oil sample was heated in an oven at 80°C for 30 min. Then, 400 mg of the sample was placed into the µDSC sample cell. Undecane (400 mg) was placed into the reference cell [26, 27]. The analysis was programmed as following: the temperature was increased from ambient to 80°C at 1°C/min; the sample was kept for 15 min at 80°C; the temperature was decreased from 80 to –10°C at 0.48°C/min and kept as an isotherm for 15 min. At the end of the test, the temperature was increased to 30°C at 1°C/min. A graph of heat flow versus temperature was plotted, and the WAT was determined at the onset of the exothermic peak upon cooling. The analyses were performed in duplicate, and the error of analysis was ± 0.05°C.
Pour point analysis (ASTM D97/12). To determine the pour point following the ASTM D97/12 standard [28], ~ 40 mL of oil was poured into a cylindrical glass tube, which was heated until the internal temperature of the sample reaches ~45°C. Subsequently, the tube was placed in the thermostatic bath at 24°C. By using the thermometer inserted directly into the sample, the decrease in temperature was monitored and, at each temperature reduction of 3°C, the tube was removed from bath and tilted at 45°C for 5 s, observing the flow. When the sample reached 27°C, the tube was transfer to another thermostatic bath at 0°C. The procedure of observing the flow at each reduction of 3°C was repeated until the sample stopped flowing. The pour point was assigned as the temperature read in the thermometer plus 3°C [29]. The analysis was performed in duplicate.
Density/°API. The density and °API of the crude oil was determined by using Anton Paar DMA 4500 densimeter [30]. Before the analysis, the oil sample was heated in an oven at 60°C for 30 min and placed into a syringe. As the crude oil was very viscous, the temperature in the equipment was initially adjusted to 60°C. The method “Crude oil (°API)” was selected and, automatically, the equipment decreased the temperature to 15°C and kept it constant throughout the analysis. Density and °API are correlated by a mathematic expression [2] and appears on the visor at the end of the analysis. The density of the demulsifier was determined following the same procedure to the crude oil except by the sample heating because the demulsifier does not need to be heated, and the analysis was performed at 25°C.
Acid number of petroleum products. The total acid number (TAN) of the crude oil was determined by using the 905 Titrando potentiometric titration equipment and 804 magnetic stirrer, both manufactured by Metrohm. The TAN measurement consisted of the potentiometric titration of 2 g of the oil sample with a solution of 0.1 mol/L KOH in isopropanol [31].
pH Determination. The pH of the demulsifier was determined by using pHmetro 827 pH Lab, Metrohm. The equipment was calibrated with suitable buffer solutions and the probe was inserted in the sample additive. The pH is read in the equipment visor.
Demulsifier aging. The demulsifier was aged under room temperature (~30°C), exposed to the air, in an open glass flask, protected from dirt. For the control, the same amount of demulsifier was kept under the same temperature in a closed glass flask. Both samples were characterized in the beginning of the test and after 30, 55, and 90 days. The sample in the open glass flask, reproducing the field storage condition, was used in bottle tests of the synthetic 60/40 w/o emulsions, described below.
Preparation of the synthetic water in oil emulsion. The synthetic 60/40 w/o emulsions were prepared by adding brine into the oil. Therefore, first the brine was prepared as following: distilled water and salts (55 000 ppm of NaCl : CaCl2 10 : 1) were mixed under magnetic stirring for 30 min at room temperature. This concentration of salts was chosen because it is near the salinity of the water typically found in oil fields in Brazil. The oil was homogenized by shaking it manually at room temperature. The desired amount of oil and brine were individually put into the oven at 80°C for 30 min. After taking them from the oven, brine was slowly poured onto the oil under stirring with glass stick at room temperature, followed by mechanical stirring at 15000 rpm for 6 min [32]. When measuring the volume of brine to produce a 60/40 w/o emulsion, the water content in the oil was discounted.
Evaluation of emulsion stability by bottle test. The performance of aged and not aged demulsifier was evaluated by bottle test at 60°C. The previously prepared emulsion was transferred to 100 mL graduated conic glass flasks which were placed into the circulation bath, at 60°C, remaining there for 30 min. After that time, the flasks were removed from the bath and were identified as (1) emulsion without demulsifier and (2) emulsion with demulsifier. In the flask (2), 50 ppm of the demulsifier were added using a micropipette. Both systems were capped and shaken manually for 1 min, then put back into the bath, starting the timer immediately. The volume of separated water was read at 5 min intervals, in the first 30 min of test. In the last 30 min, the water volume was read at 10 min intervals, totalizing 60 min of test. It is important to mention that the flasks are shaken in circular movements before every reading [32].
RESULTS
Characterization of the crude oil. Table 1 shows the characterization results obtained for the crude oil. This sample can be classified as an extra heavy crude oil (°API = 17.45) [1], presenting a relatively high viscosity (~7 Pa s) at 25°C. The first wax crystals were formed at 53°C, but two exothermic peaks were observed, being the first smaller than the second one. Therefore, most crystals are formed and grow in the range from 20 to 5°C. The pour point was relatively high (7.5°C), considering offshore production. Although the asphaltenes content was relatively high (11.6 wt %), the oil did not present a significant asphaltenes precipitation potential, because its precipitation onset was 2.07 mL n-heptane/g oil. The characteristics of the crude oil evidenced that some precautions must be taken during the preparation of the emulsion, mainly related to the oil preheating to assure the fluidity. Moreover, the water content determined (~4.5 wt %/vol %) was considered when preparing the synthetic emulsion at the specific w/o proportion.
Performance of demulsifier in function of its aging. Figure 1 shows the volume of separated water in function of bottle test time for different samples. Four curves are exhibited; one for the emulsion without demulsifier and three for the emulsion containing 50 ppm of: fresh demulsifier (aging time = zero), demulsifier aged by 55 days, and demulsifier aged by 90 days. The results show that the 60/40 w/o emulsion was very stable at 60°C, because only 1.5 ± 0.3 mL of water was separated at the end of the test (60 min), corresponding to 2.5±0.5% of the total amount of water in the emulsion. By adding 50 ppm of the fresh demulsifier, 14.0±1.0% of water was separated, evidencing the action of the additive. The same results were obtained when using the demulsifier stocked in the capped flask, evidencing that no changes in the performance occur by stocking the product closed near 30°C. On the other hand, when using the product stocked under air exposure, the demulsifier performance increased as increasing its aging time. Nevertheless, no great difference was observed for the final amount of separated water by using the demulsifier aged by 55 and 90 days (28 and 32 %, respectively). To understand such behavior, some analyses were perfomed for the desmulsifier aged and non-aged, and for the sample open and closed.

Separated water volume versus time for 60/40 (w/o) emulsion without and with 50 ppm of phasetreat and aged phasetreat (over 55 and 90 days) by bottle test (at 60°C).
Table 2 shows the pH, density and viscosity of all demulsifier samples. After aging time, the measurements were done with the sample that was kept closed and the sample exposed to air on the laboratory bench (called in Table 2 as open sample). No variation was observed in the pH in function of aging time or air exposure, being the value constant as 10.6. The densities did not vary for the closed samples along the time when compared with the fresh one (~0.88 g/cm3). For both open samples (over 55 or 90 days), the density increased from ~0.88 to ~1.04 g/cm3. The viscosity behaviour agrees with the density results: the viscosity of the closed sample was kept practically constant in function of time (~10 mPa s). On the other hand, the viscosity of the open sample increased significantly in function of aging time. No significant difference in viscosity was observed for the samples aged by 55 and 90 days. This agrees with the bottle test results, suggesting that percentages of separated water obtained are related to the changes in the demulsifier viscosity and density. Moreover, a decrease in the volume of demulsifier over aging time was observed.
Considering the following three factors: open sample was protected from dirty, its volume was decreased, and its viscosity was increased; it can be strongly suggested that only a solvent evaporation process occurred. This justifies the increase in the demulsifier performance as increasing its aging, because the additive was being concentrated in active matter. When adding 50 ppm of aged demulsifier, in fact, a higher concentration of active matter was added. An analysis using 350 ppm of non-aged demulsifier showed that 25% of water was separated, confirming that the performance increased as increasing demulsifier concentration for the emulsion used at the additive concentration tested.
CONCLUSIONS
Water in oil emulsions of extra heavy crude oil with high asphaltenes content present high stability, even when containing water proportion as high as 60 vol %. Low concentration of demulsifier is not enough to separate a large amount of water in w/o emulsion of extra heavy crude oil.
The storage of demulsifier in an open tank just provokes the evaporation of the solvent, concentrating the active matter, and therefore increasing the efficiency of the additive. Therefore, the choice of ideal concentration of the demulsifier, when using the product stocked in an open tank, cannot be based on the results obtained previously using the product stocked in a closed container, under the risk of using an overdosage.
REFERENCES
Farah, M.A., Petróleo e seus derivados: definição, constituição, aplicação, especificações, caracterização, Rio de Janeiro: LTC, 2012.
Gauto, M., Petróleo e Gás – Princípios de exploração, produção e refino, Porto Alegre: Bookman, 2016.
Díaz-Prada, C.A., Guarin-Arenas, F., GonzalezBarbosa, J.-E., Garcia-Chinchilla, C.-A., de Jesus Cotes-Leon, E., and Rodriguez-Walteros, C., CTF – Cienc. Tecn. Fut., 2010, vol. 4, no. 1, pp. 63–73. https://doi.org/10.29047/01225383.439
Boyd, J., Parkinson, C., and Sherman, P., J. Colloid and Interface Sci., 1972, vol. 41, no. 2, pp. 359–370. https://doi.org/10.1016/0021-9797(72)90122-1
Friberg, S.E., Emulsions – A Fundamental and Practical Approach, Sjöblom, J., Ed., NATO ASI Series, Dordrecht: Springer, 1992, vol. 363. https://doi.org/10.1007/978-94-011-2460-7_1
Maia Filho, D.C., Ramalho, J.B.V.S., Spinelli, L., and Lucas, E.F., Colloids Surf. A: Physicochem. Eng. Asp., 2012, vol. 396, pp. 208–212. https://doi.org/10.1016/j.colsurfa.2011.12.076
Maia Filho, D.C., Ramalho, J.B.V.S., Lucas, G.M.S., and Lucas, E.F., Colloids Surf. A: Physicochem. Eng. Asp., 2012, vol. 405, pp. 73–78. https://doi.org/10.1016/j.colsurfa.2012.04.041
Goodarzi, F. and Zendehboudi, S., Can. J. Chem. Eng., 2018, vol. 97, no. 1, pp. 281–309. https://doi.org/10.1002/cjce.23336
Yudina, N.V., Loskutova, Y.V., and Nebogina, N.A., Petrol. Chem., 2022, vol. 62, no. 2, pp. 183–190. https://doi.org/10.1134/S0965544122060068
Gafonova, O.V. and Yarranton, H.W., J. Colloid Interface Sci., 2001, vol. 241, no. 2, pp. 469–478. https://doi.org/10.1006/jcis.2001.7731
Nebogina, N.A., Prozorova, I.V., Savinykh, Yu.V., and Yudina, N.V., Petrol. Chem., 2010, vol. 50, no. 2, pp. 158–163. https://doi.org/10.1134/S0965544110020131
Petrov, S.M., Ibragimova, D.A., Abdelsalam, Ya.I.I., and Kayukova, G.P., Petrol. Chem., 2016, vol. 56, no. 1, pp. 21–26. https://doi.org/10.1134/S0965544116010059
Orrego-Ruíz, J.A. and Ruiz, F., CTF – Cienc. Tecn. Fut., 2018, vol. 8, no. 1, pp. 45–52. https://doi.org/10.29047/01225383.90
Gorbacheva, S.N. and Ilyin, S.O., Colloids Surf. A: Physicochem. Eng. Asp., 2021, vol. 618, p. 126442. https://doi.org/10.1016/j.colsurfa.2021.126442
Yudina, N.V., Nebogina, N.A., and Prozorova, I.V., Petrol. Chem., 2021, vol. 61, no. 5, pp. 568–575. https://doi.org/10.1134/S0965544121060050
Glagoleva, O.F. and Kapustin, V.M., Petrol. Chem., 2020, vol. 60, no. 11, pp. 1207–1215. https://doi.org/10.1134/S0965544120110092
Ramalho, J.B.V.S., Lechuga, F.C., and Lucas, E.F., Quim. Nova, 2010, vol. 33, no. 8, pp. 1664–1670. https://doi.org/10.1590/S0100-40422010000800009
Ferreira, B.M.S., Ramalho, J.B.V.S., and Lucas, E.F., Energy Fuels, 2013, vol. 27, no. 2, pp. 615–621. https://doi.org/10.1021/ef301110m
Pacheco, V.F., Ferreira, L.S., Lucas, E.F., and Mansur, C.R.E., Energy Fuels, 2015, vol. 5, pp. 1659–1666. https://doi.org/10.1021/ef101769e
Hajivand, P. and Vaziri, A., Braz. J. Chem. Eng., 2015, vol. 32, pp. 107–118. https://doi.org/10.1590/0104-6632.20150321s00002755
Kang, W., Yin, X., Yang, H., Zhao, Y., Huang, Z., Hou, X., Sarsenbekuly, B., Zhu, Z., Wang, P., Zhang, X., Geng, J., and Aidarova, S., Colloids Surf. A: Physicochem. Eng. Asp., 2018, vol. 545, pp. 197–204. https://doi.org/10.1016/j.colsurfa.2018.02.055
Saad, M.A., Kamil, M., Abdurahman, N.H., Yunus, R.M., and Awad, O.I., Processes, 2019, vol. 7, p. 470. https://doi.org/10.3390/pr7070470
Society for Testing and Materials, ASTM D4377-00, Standard Test Method for Water in Crude Oils by Potentiometric Karl Fischer Titration. West Conshohocken, 2011.
Silva, J.C., Maravilha, T.S.L., Nunes, R.C.P., and Lucas, E.F., J. Mater. Educ., 2019, vol. 41, nos. 5–6, p. 149.
Garreto, M.S.E., Gonzalez, G., Ramos, A.C., and Lucas, E.F., Chem. Chem. Technol., 2010, vol. 4, no. 4, pp. 317–323. https://doi.org/10.23939/chcht04.04.317
Vieira, L.C., Buchuid, M.B., and Lucas, E.F., Energy Fuels, 2010, vol. 24, no. 4, pp. 2213–2220. https://doi.org/10.1021/ef900761t
Oliveira, L.M.S.L., Nunes, R.C.P., Ribeiro, Y.L.L., Ribeiro, D.M., Coutinho, D.A., Azevedo, J.C.M., and Lucas, E.F., J. Braz. Chem. Soc., 2018, vol. 29, no. 10, pp. 2158–2168. https://doi.org/10.21577/0103-5053.20180092
American Society for Testing and Materials, ASTM D97-17b, Standard Test Method for Pour Point of Petroleum Products. West Conshohocken, 2017.
Oliveira, L.M.S.L., Nunes, R.C.P., Pessoa, L.M.B., Reis, L.G., Spinelli, L.S., and Lucas, E.F., J. Appl. Polym. Sci., 2020, vol. 137, p. 48969. https://doi.org/10.1002/app.48969
American Society for Testing and Materials, ASTM D4052, Standard Test Method for Density, Relative Density, and API Gravity of Liquids by Digital Density Meter. West Conshohocken, 2018.
American Society for Testing and Materials, ASTM D664-18e2, Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration. West Conshohocken, 2018.
Silva, J.C., et al., Tratamento de óleo – desemulsificação, in Procedimentos experimentais de avaliação de aditivos poliméricos para a indústria do petróleo, Lucas, E.F., Ferreira, L.S., Alves, B.F., Eds., Rio de Janeiro: Editora UFRJ, 2022 (on press).
Funding
The work was financed by Equinor Brazil and ANP (Brazil’s National Oil, Natural Gas and Biofuels Agency) through the R&D levy regulation. Elizabete F. Lucas thanks FAPERJ (E-26/200.974/2021), CNPq (303.583/2019-3) and Petrobras.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare no conflict of interest requiring disclosure in this article. This statement is to certify that all authors have seen and approved the manuscript being submitted. We warrant that the article is the authors’ original work. We warrant that the article has not received prior publication and is not under consideration for publication elsewhere. On behalf of all co-authors, the corresponding author shall bear full responsibility for the submission. We attest to the fact that all authors listed on the title page have contributed significantly to the work, have read the manuscript, attest to the validity and legitimacy of the data and its interpretation, and agree to its submission to the Journal of Petroleum Chemistry.
Rights and permissions
About this article

Cite this article
Nunes, R.d.C.P., Silva, C.M.F., Rocha, P.C.S. et al. Influence of Demulsifier Aging on Its Performance in Heavy Oil Synthetic Emulsions. Pet. Chem. 63, 925–930 (2023). https://doi.org/10.1134/S0965544123030076
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0965544123030076