
Abstract
The effect of polymerization conditions (temperature, polymerization time, monomer and hydrogen concentrations) on propylene polymerization in the liquid monomer in the presence of a TiCl4/DBP/MgCl2 + TEA/cyclohexylmethyldimethoxysilane catalyst system is studied . It is shown that the variation of the propylene polymerization conditions in the studied ranges leads to a change in the characteristics of the resulting polypropylene. The kinetic parameters of propylene polymerization in the liquid monomer for the studied catalyst system are determined. Polymerization conditions providing the formation of polypropylene with high polymer yield, isotacticity, and bulk density values are found. The process parameters that make it possible to effectively control the molecular and rheological characteristics of polypropylene are identified.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
The leading position in the plastics industry is held by polypropylene (PP); the world production of PP exceeds 60 million tons per year [1]. The overall production of PP is ever increasing, while the range of PP grades is ever expanding. Today, there are hundreds of commercial grades of PP with a variety of properties, and their number continues to increase. A correct choice of the catalyst system and the polymerization reaction conditions provides the formation of materials for use in various applications [2].
Most of the catalyst systems currently used in the commercial production of PP are Ziegler–Natta catalysts of the latest generations, for example, the 4th-generation catalysts with dimethoxysilane external electron donors and the 5th-generation catalysts with diether donors [2]. It was earlier shown [3, 4] that the technology for synthesizing supported titanium–magnesium catalysts (TMCs) developed at Boreskov Institute of Catalysis of the Siberian Branch of the Russian Academy of Sciences provides the formation of a catalyst with a required activity, isotacticity, and morphology, i.e., with properties similar to those of foreign commercial samples, which are imported because they are not produced in Russia [5, 6]. Therefore, to continue the studies on the synthesis of modern domestic catalyst systems for liquid propylene polymerization, works on synthesizing TMCs and studying kinetics of the propylene polymerization in the presence of TMCs are being conducted.
It is known that more than 50% of the PP production capacities in the world are based on liquid-monomer polymerization processes (bulk polymerization). Owing to a high monomer concentration, propylene polymerization in a liquid monomer is characterized by a higher reaction rate than that of slurry polymerization in hexane or heptane [7, 8]; this is a significant advantage in terms of equipment effectiveness. In addition, it is important to determine optimum conditions for propylene polymerization in a liquid monomer in the presence of a TMC in order to control the process and obtain the product with desired characteristics.
This study is focused on the effect of polymerization conditions on the activity and stereospecificity of a TMC and the morphology and rheological and molecular characteristics of the PP powder synthesized in a liquid monomer medium.
EXPERIMENTAL
TMC (IK-8-21 grade) with an average particles size of 47 μm and titanium and magnesium contents of 2.5 and 17.7 wt %, respectively, was synthesized as described in [9]. The catalyst had the following composition: TiCl4/D1/MgCl2, where D1 is an internal donor, namely, dibutyl phthalate (DBP).
The particles size distribution of the catalyst was determined by laser diffraction on a Malvern Mastersizer 2000 instrument.
Propylene polymerization was run in a 5-dm3 steel autoclave in a liquid monomer medium at a temperature of 40–90°C (typically, 70°C, 30 bar) for 5–120 min (typically, 120 min). Polymerization-grade propylene (PAO Nizhnekamskneftekhim) with a volume fraction of the basic substance of 99.8% was used for polymerization. The following standard conditions were assumed: a propylene weight of \({{m}_{{{{{\text{C}}}_{3}}{{{\text{H}}}_{6}}}}}\) = 1300 g, a catalyst weight of mcat = 0.015 g, molar ratio Al/Ti = 1500, and molar ratio Al/D2 = 20 (D2 is cyclohexylmethyldimethoxysilane used as the external donor). The catalytic complex was prepared by mixing a calculated amount of triethylaluminum (TEA), cyclohexylmethyldimethoxysilane, and the TMC in n-hexane in a glass flask. After stirring for 5 min, the catalytic complex was loaded into the reactor at 20°C. After that, propylene and hydrogen (typically, 0.15 mol) were introduced. The temperature was further increased to the main polymerization temperature.
Polypropylene isotacticity (XI) was determined by dissolving a PP sample in o-xylene, slowly cooling the solution to 25°C under controlled conditions, separating the solid phase by filtration, evaporating o-xylene from the solution, and determining the amount of the atactic PP fraction soluble in xylene (XS, wt %); PP isotacticity (XI) was determined as XI = 100 – XS (wt %).
The particles size of the PP powder was determined by granulometric analysis on an Octagon Digital sieve shaker in accordance with ASTM D 1921; the bulk density of the PP powder was determined in accordance with GOST 11035.1-93.
The melt flow index (MFI) of the polymer was determined on a Ray-Ran extrusion rheometer in accordance with ASTM 1238 at a temperature of 230°C and a constant load of 2.16 kg.
The molecular characteristics of the PP samples were determined on a Polymer Labs (now Agilent) PL-GPC 220 high-temperature gel-permeation liquid chromatograph at a temperature of 160°C in a 1,2,4-trichlorobenzene eluent at a solvent flow rate of 1 cm3/min.
RESULTS AND DISCUSSION
The effect of the following polymerization conditions was studied: temperature, polymerization time, and hydrogen and monomer concentrations.
Effect of Polymerization Temperature
Temperature is the most important characteristic of the olefin polymerization process. A variation in temperature has a significant effect not only on the process rate, but also on the micro- and macrostructure of the resulting polyolefins.
The effect of temperature (TPM) on propylene polymerization in the presence of the TiCl4/DBP/MgCl2 + TEA/cyclohexylmethyldimethoxysilane catalyst system was studied in a range of 40–90°C (Table 1, Fig. 1). The highest catalyst activity, all other polymerization conditions being equal, is achieved in a temperature range of 70–90°C. Thus, at a polymerization temperature of 40°C, the polymer yield is 10 kgPP/gcat, whereas at TPM = 70–90°C, it is at a level of 60 kgPP/gcat. With an increase in TPM, the isotacticity curve exhibits a behavior similar to that of variation in activity; the highest stereospecificity of the catalyst system is achieved at 70 and 80°C. Note that the polymer has a high XI value (97.6%) even at 90°C.

Dependence of the yield and isotacticity of PP on the polymerization temperature.
The morphology of the PP powder depends on the polymerization temperature as follows (Table 1): the average particles size of PP increases with increasing TPM, i.e., simultaneously with an increase in the PP yield; the largest particles size (more than 1700 μm) is achieved at temperatures of 70–90°C. With an increase in TPM, the content of PP particles with a size of less than 500 μm decreases. Throughout the entire variation in the polymerization temperature, the PP powders synthesized in the presence of the IK-8-21 catalyst are characterized by a narrow particles size distribution and the absence of a dust fraction of PP (with a size of less than 75 μm); under variation in other polymerization conditions, this fraction is not present either. The bulk density of PP powders synthesized at different polymerization temperatures remains at a high level (0.45–0.47 g/cm3). This fact is also confirmed by the data obtained earlier by the authors of [8], who studied the effect of temperature of prepolymerization and main polymerization on the morphology of the PP powder.
Studies of the molecular and viscosity characteristics of PP revealed that their temperature dependence exhibits a complex behavior: in the case of weight average molecular mass (Mw) and MFI, the curves have a maximum and a minimum in a temperature range of 60–80°С, respectively. In general, with a decrease in temperature from 90 to 60°C, an increase in Mw and, accordingly, a decrease in MFI are observed. This finding is consistent with many data on an increase in Mw with a decrease in TPM during the slurry polymerization of olefins in the presence of various catalysts. However, with a further decrease in TPM to 40°C, against expectations, a decrease in Mw and an increase in MFI are observed (Table 1). The cause of this behavior of the system is unclear and requires additional studies. Parallel tests of this catalyst system in slurry polymerization of propylene in heptane at 70 and 40°C showed MFI values of 8.8 and 4.4 g/10 min, respectively, i.e., a conventional decrease in MFI with decreasing TPM. Despite significant changes in Mw and MFI as a function of TPM, the polydispersity index (Mw/Mn, where Mn is the number average molecular mass) varies only slightly: Mw/Mn is 4.3–4.7 at 70–90°С and slightly increases—from 5.2 to 5.9—with a decrease in TPM from 60 to 40°С. The data on the effect of TPM make it possible to determine the Arrhenius dependence of the average polymerization rate Wpol on temperature (Table 1). Note that, with a variation in TPM, the monomer concentration Cm also changes and thereby additionally affects Wpol. This additional effect of temperature on the polymerization rate can be excluded by relating the average polymerization rate Wpol to monomer concentration Cm and assuming the first order of the polymerization rate with respect to the monomer concentration (see the respective section below). The densities of liquid propylene at 40–80°C were taken from [7] to use as Cm; the density value at 90°C was calculated by a similar procedure.
The average polymerization rate related to monomer concentration Wpol/Cm significantly increases in a range of 40–70°C and slightly increases above 70°C. For the range of 40–70°C, the activation energy Ea for the chain propagation reaction was determined (Fig. 2). It is 59.6 kJ/mol, or 14.2 kcal/mol. This value is close to the published data. For instance, the authors of [7], according to data on variation in the initial polymerization rate in liquid propylene as a function of temperature in a range of 40–80°C, found the Ea values of 52.2–77.7 kJ/mol depending on the amount of hydrogen in the reactor. Note that the cited authors observed a slight increase in the polymerization rate with an increase in temperature from 70 to 80°C.

Temperature dependence of Wpol/Cm in Arrhenius coordinates in a range of 40–70°C.
Effect of Hydrogen Concentration
To determine the effect of hydrogen on the polymerization process and the properties of the synthesized polymer, a set of tests in the presence of hydrogen in the reaction medium in an amount of 0.15, 0.21, and 0.31 mol and without hydrogen was conducted. The data (Table 1) show that, in the absence of hydrogen in the polymerization system, the TMC exhibits a low activity; in the presence of hydrogen, the activity significantly increases. Thus, in the absence of hydrogen, the polymer yield is 36 kgPP/gcat, whereas after the introduction of 0.15 mol of H2 into the polymerization medium, the activity increases by ~40% (to 57 kgPP/gcat). With a further increase in the hydrogen content in the system to 0.21 mol, the activity achieves a maximum value (60 kgPP/gcat), while an increase in the amount of hydrogen to 0.31 mol leads to a slight decrease in the catalyst activity. No change in the isotacticity of PP with a variation in the amount of hydrogen is observed. This dependence of activity on СH2 is confirmed by published data [7, 10] for on the bulk polymerization of propylene.
The experimental data show that the introduction of hydrogen provides an increase in activity by ~40%. Most probably, this increase in activity is a result of the activation of the sites deactivated by the regioirregular 2,1-insertion with hydrogen :

After the regular 1,2-insertion of propylene into the Ti–C bond, the sites remain in the active state, whereas in the case of the 2,1-insertion, the active sites pass into the inactive “dormant” state owing to the steric hindrances between the propylene and the methyl group of the growing chain end at the titanium atom. After the transfer of the chain of these sites, hydrogen forms Ti–H bonds, which form active Ti–C bonds upon the subsequent insertion of propylene. As a consequence, in the presence of hydrogen, the site passes from the dormant to active state.
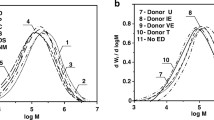
An increase in the hydrogen concentration in the system leads to the expected decrease in the molecular mass of the PP and, accordingly, an increase in the MFI values owing to the occurrence of chain transfer with hydrogen (Table 1). Thus, in the absence of hydrogen in the polymerization medium, the Mw and Mw/Mn values are 660 kg/mol and 5.3, respectively, whereas after the introduction of 0.15 mol of hydrogen, the Mw and Mw/Mn values become lower, namely, 390 kg/mol and 4.3, respectively; an increase in the amount of H2 to 0.31 mol leads to a further decrease in Mw (to 345 kg/mol), while the polydispersity index does not change significantly and remains at a level of 4.5. In the absence of hydrogen in the system, the MFI of the polymer is 0.4 g/10 min; at a hydrogen content in the reactor of 0.31 mol, the MFI is 8.2 g/10 min.
Analysis of the morphology of the PP powder formed at different hydrogen concentrations showed that the average particles size of the PP powder in the absence of hydrogen in the reaction system is 15% lower (1470 μm) than that of the PP samples synthesized in the presence of hydrogen (more than 1700 μm). At a hydrogen content of 0.15 mol, the amount of small-size fractions of the PP powder (less than 500 μm) in the polymerization system is the lowest.
The dependence of the Mn values on hydrogen concentration can be used to determine the order of the chain transfer reaction with respect to hydrogen concentration (n) and the rate constant of chain transfer with hydrogen  using the well-known equation
using the well-known equation

where Mn0 is the molecular mass of PP in the test without hydrogen; kp is the chain propagation rate constant; and Cm and  are the monomer and hydrogen concentrations in the equation, respectively.
are the monomer and hydrogen concentrations in the equation, respectively.
Figure 3 shows the dependence of the determined Mn values on hydrogen concentration according to the above equation in logarithmic coordinates, which gives a fractional value of the reaction order of n = 0.7.

Dependence of 42/Mn – 42/Mn0 on  in logarithmic coordinates.
in logarithmic coordinates.
A fractional order of the chain transfer reaction with respect to hydrogen concentration was previously observed for polymerization in heptane and discussed in detail earlier in [11]. To determine the  values in this case, it is correct to use the dependence of 42/Mn – 42/Mn0 on hydrogen concentration in reciprocal coordinates according to the following equation:
values in this case, it is correct to use the dependence of 42/Mn – 42/Mn0 on hydrogen concentration in reciprocal coordinates according to the following equation:

where Mn and Mn0 is the number average molecular mass of PP in the presence and absence of hydrogen, respectively; kp is the chain propagation rate constant; kmigr is the rate constant of migration of the growing chain end; and  is the rate constant of the chain transfer with hydrogen.
is the rate constant of the chain transfer with hydrogen.
Figure 4 shows the dependence of (42/Mn – 42/Mn0)–1 on  and provides the determination of the
and provides the determination of the  and kmigr constants.
and kmigr constants.

Dependence of (42/Mn – 42/Mn0)–1 on 
According to Fig. 5 and the above equation, we obtain

Dependence of the PP yield and isotacticity on the polymerization time.
(i) kpCm = 147; in this case, assuming that kp = 2500 L/(mol s) [11] and Cm = 9.6 mol/L, we obtain
= 147; in this case, assuming that kp = 2500 L/(mol s) [11] and Cm = 9.6 mol/L, we obtain  = (2500 × 9.6)/147 = 163 L/(mol s), which is significantly lower than kp, and
= (2500 × 9.6)/147 = 163 L/(mol s), which is significantly lower than kp, and
(ii) kpCm(kmigr)–1 = 1790; in this case, kmigr = (2500 × 9.6)/1790 = 13.4 s–1 (versus about 4 s–1 in the case of polymerization in heptane).
Effect of Monomer Concentration
In tests with a low monomer concentration, the volume of the liquid phase in the reactor was maintained constant by adding propane (Table 1). With an increase in the propylene concentration, the catalyst productivity increases and exhibits a plateau. Thus, at an average monomer concentration of 61 g/L, the yield is 14 kgPP/gcat, whereas at Cm = 172 g/L, the yield is 39 kgPP/gcat;; at Cm = 403 g/L, the yield increases to 57 kgPP/gcat. It is evident that, up to the average monomer concentration of 172 g/L, the PP yield increases linearly with an increase in Cm; i.e., the first order of polymerization rate with respect to monomer concentration is observed. With a further increase in Cm, the increase in the PP yield slows down. At the same time, the XI value of PP remains at a high level (98.0–98.2%) regardless of the propylene concentration in the reactor. With an increase in the monomer concentration, the average particles size increases from 1130 to 1720 μm (Table 1), while the amount of the PP fraction smaller than 500 μm, conversely, decreases. With a decrease in the monomer concentration, the Mw value decreases (from 390 to 185 kg/mol), while the MFI value increases (from 3.9 to 57 g/10 min). This finding is attributed to an increase in the  concentration ratio, because
concentration ratio, because  is constant and Cm decreases. In this case, the Mw/Mn values vary insignificantly (from 4.3 to 5.2).
is constant and Cm decreases. In this case, the Mw/Mn values vary insignificantly (from 4.3 to 5.2).
Effect of Polymerization Time
Table 1 shows results of tests with varying polymerization time. An increase of polymerization duration from 5 to 120 min leads to an increase in the polymer yield from 10 to 57 kg/g cat , the XI value from 97.3 to 98.0%, the bulk density from 0.43 to 0.45 g/cm3, and the particles size of the PP powder from 940 to 1720 μm and to a decrease in the fraction of particles smaller than 500 μm from 2.8 to 0%.
The dependence of the polymer yield and the PP isotacticity on the polymerization time (tPM) is shown in Fig. 5. It can be seen from Fig. 5 that the PP yield linearly increases with increasing tPM. This fact suggests that the catalyst activity is stable throughout the polymerization time. Simultaneously with an increase in the PP yield, the average particles size of the PP powder increases and the amount of the small-size fraction of the PP powder decreases (Table 1).
With an increase in tPM, the Mw value slightly increases (from 370 to 390 kg/mol), the MFI value of PP slightly decreases (from 4.3 to 3.9 g/10 min), and the molecular mass distribution slightly narrows (Table 1).
CONCLUSIONS
The effect of polymerization conditions (temperature, polymerization time, and monomer and hydrogen concentrations) on propylene polymerization in a liquid monomer in the presence of a TiCl4/DBP/MgCl2 + TEA/cyclohexylmethyldimethoxysilane catalyst system has been studied. It has been shown that the variation of the propylene polymerization process conditions in the studied ranges leads to a change in the activity of the TMC and the characteristics of the resulting PP. The kinetic parameters of propylene polymerization in a liquid monomer for the studied catalyst system have been determined.
The highest activity of the catalyst system is observed at temperatures of 70–90°C and a monomer concentration of 403 g/L in the presence of hydrogen (0.15 mol under the studied conditions). Under these polymerization conditions, the PP powder has optimum characteristics in terms of bulk density and morphology, i.e., a high average particles size and the absence of a fine fraction. The PP isotacticity slightly increases with an increase in temperature, hydrogen concentration, and polymerization time. Concerning the molecular characteristics of the synthesized PP, it has been found that a decrease in the process temperature and the hydrogen content and an increase in the polymerization time and the monomer concentration lead to an increase in the average molecular mass; in this case, the MFI value, conversely, decreases. With an increase in temperature, process time, and hydrogen concentration, the molecular mass distribution of the PP samples slightly narrows.
The results of this study make it possible to select optimum conditions for synthesizing PP in a liquid monomer in the presence of the studied catalyst system; the determined process parameters provide an efficient control of the molecular and rheological characteristics of the PP.
REFERENCES
C. Lee, in Proceedings of the 6th Sinopec International Conference on Catalysis Technology, Dalian, 2016.
J. T. M. Pater, in Proceedings of IX International Scientific-and-Practical Conference on Current State and Prospects of Innovative Development of Petroleum Chemistry, Nizhnekamsk (2016).
I. I. Salakhov, A. Z. Batyrshin, S. A. Sergeev, et al., Catal. Ind. 6, 198 (2014).
I. I. Salakhov, A. Z. Batyrshin, S. A. Sergeev, et al., Catal. Ind. 8, 213 (2016).
A. Salvatore, in Proceedings of Maack PP World Congress, September 13–15, 2004 (Zurich, 2004), Session 6/2-10, 2-26.
http://plastinfo.ru/information/news/13337_18.07. 2011. Accessed October 20, 2013.
J. T. M. Pater, G. Weickert, and W. P. M. van Swaaij, Chem. Eng. Sci. 57, 3461 (2002).
J. T. M. Pater, G. Weickert, and W. P. M. van Swaaij, J. Appl. Polym. Sci. 87, 1421 (2003).
S. A. Sergeev, G. D. Bukatov, and V. A. Zakharov, RU Patent No. 2191196 (2002).
J. J. C. Samson, P. J. Bosman, G. Weickert, and K. R. Westerterp, J. Polym. Sci., Part A: Polym. Chem. 37, 219 (1999).
G. D. Bukatov, S. A. Sergeev, V. A. Zakharov, L. G. Echevskaya, M. A. Mats’ko, Catal. Ind. 3, 103 (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by M. Timoshinina
Rights and permissions
About this article

Cite this article
Batyrshin, A.Z., Bukatov, G.D., Salakhov, I.I. et al. Effect of Polymerization Conditions on Polypropylene Synthesis in Liquid Monomer. Pet. Chem. 59, 167–173 (2019). https://doi.org/10.1134/S0965544119020038
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0965544119020038