
Abstract
The design of water-lubricated journal bearings and the results of bench tests of a turbine generator rotor that ended in bearing damage are described. A program module has been developed for mathematical modeling of rotor oscillation with rubbing against the bearing. This process was modeled for different values of the flexibility and damping in the supports and of the sliding friction coefficient at rubbing points. Considerable attention was given to the potential risk of an accident developing into a catastrophic failure, determined by the development of asynchronous rolling of rotor over the stator elements (stator). The risk of rotor rubbing against the stator is the development of the forces of contact interaction of the rotor with the stator causing the self-excited vibrations of the rotor–supports system. The nature of these forces is related to the appearance of sliding friction at the rotating rotor-to-stator contact point. The contact interaction forces caused by the rotor-stator rubbing are governing ones as compared to other vibration excitation forces. A short time interval for development of the asynchronous rolling determines its explosive nature. It has been demonstrated that an increase in flexibility and damping of the supports does not facilitate the development of a pattern of the rotor contact interaction with a bearing—asynchronous rolling, which is dangerous to the construction integrity. With flexible supports and energy losses in the dampers, the vibrations with rubbing give rise to synchronous rolling generation with pressure forces acting on the bearings, which will not be dangerous to the construction until the machinery protection system operates in response to excessive peak-to-peak vibrations. ADP-2400 shock absorbers, whose dynamic impact properties had been determined in a shock-testing machine, were selected as dampers for the supports. With more rigid bearings and no damping, the rubbing induces the asynchronous rotor rolling over the bearing with pressure forces acting on the bearings that are dangerous for their integrity.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
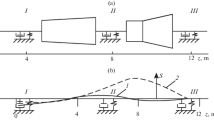
Improving the design of bearings and checking their performance under loading conditions close to actual ones do not always ensure their normal operation in a specific installation, especially in the case of possible rubbing of the rotor against the bearing. Figure 1 represents a schematic of a turbine generator rotor installed in water-lubricated bearings. Theoretical justification of this design is given in [1]. This paper presents the results of bench tests carried out to find the causes of bearing damage.

Scheme of turbine unit rotor in bearings.
DESIGN OF WATER-LUBRICATED BEARINGS
The tests were performed with bearings of three design options.
The option 1 bearing had the rotor sleeve made of cylindrical rods coupled by a metal casing (Fig. 2), the liner was made cylindrical (Fig. 3), and the friction pair was made of silicicated graphite.

Double bushing of journal bearing (option 1) with rods made of silicitated graphite.

Journal bearing (option 1).
The option 2 bearing had a smooth cylindrical sleeve on the rotor, the stator was made of cylindrical rods inserted into a metal casing, and the friction pair was made of a hard alloy. The liner design is shown in Fig. 4.

Liner of the bearing (option 2) with hard alloy rods.
To increase the thickness of the load bearing layer of oil in the option 3 bearing, the principle of hydrostatic weighing was used. The “survivability” of the bearing with decreasing oil pressure was provided by design features that maintain excellent hydrodynamic properties in it.
To increase the equipment reliability, special combined bearings are used in which the hydrostatic and hydrodynamic principles of operation are implemented. Oil is fed into them through orifices into special channels on the sliding surface as it is done in hydrostatic bearings. There are developed surfaces between the channels creating a hydrodynamic lifting force, which, in combination with the antifriction properties of rubbing materials, ensures the “survivability” of the bearing upon a decrease in the oil pressure. The liner is made of individual tilting pads. The bearing design is shown in Fig. 5. The rotor sleeve in the friction pair is made of hardened stainless steel, and the working surface of the pads has 1-mm-thick antifriction coating.

Bearing (option 3).
RESULTS OF RIG TESTS
Mechanical run test of the option 1 bearing was made at the test rig for 1000 h at a specific load of 0.95 MPa and a sliding speed of 67.5 m/s. In the test, the friction surface wear did not exceed the measurement error.
Since the bearing vibration spectrum contains components at frequencies that are multiples of the rotor speed, the bearing option 2 was checked. The rotor critical speed was approximately 4000 min–1 (Fig. 6). When testing the bearing as part of the product at a speed of 1895 min–1, an increase in the water temperature at the bearing outlet by 8°C for 90 s was recorded, while the vibration velocity increased to 5 mm/s (Fig. 7). The inspection revealed damages to the friction pair and discoloration (Fig. 8).

Amplitude A of option 2 bearing vibration as a function of the rotor n. 1, 2—Vertical direction in bearing nos. 1 and 2; 3, 4—transverse direction in bearing nos. 1 and 2.

Bearing speed and vibration vs. time during an accident. 1—Rotor speed; 2, 3—vertical and transverse vibration.

Appearance of the option 2 bearing liner working surface after the accident. 1, 3—Retaining split rings; 2—hard alloy rod; 4—liner.
In the tests of other products with the option 2 bearings at a speed of 1000 min-1, the vibration was 0.5 mm/s. At a frequency of 3300 min–1, the vibration increased to 3–4 mm/s, then the speed drops inadvertently to 2880 min–1, despite the action of the control system to increase the speed. The short coast down time of the rotor was approximately 17 seconds. The rotor has seized, and the bushings and liners bushings of both bearings have been damaged.
Rig tests of the option 2 bearings ended with their damage due to contact interaction of the rotating rotor with the bearing with the release of frictional heat during rubbing. Large vibration amplitudes and rubbing were initiated by an imbalanced disc of the coupling used in the rotor speed control system. Rolling over with the rotor journal sliding against the bearing liner surface was accompanied by the release of heat, which led to a failure of the integrity of the liner and the rotor journal jacket.
The results of rig tests of the option 3 bearing did not cause any comments. The rotor with the coupling disc was balanced before the tests, which eliminated the cause of vibrations with amplitudes exceeding the allowable values in the rotor-support system. For comparison, Fig. 9 shows the dependences of vibration on the bearing housing of options 1 and 3 as part of the product on the rotational speed.

Vibration of option 1 (1) and option 3 (2) bearings as a function of speed.
MODELING OF VIBRATIONS OF THE ROTOR WITH OPTION 2 BEARINGS
The turbine rotor was installed in two identical water-lubricated journal bearings. The clearance in the bearing was 0.3 × 10–3 m. The rotor speed at which the bearings were damaged was 3300 min–1 with the resonant (critical) frequency of nr = 4000 min–1. A resonant peak in the amplitude-frequency response characteristic indicates significant damping in the rotor-support system. The rotor rubbing the bearings was not accompanied by the rotor-to-housing contact in the flow path (between the supports) since the clearance between them had been increased in advance.
Numerical modeling of rotor vibrations with rubbing against the bearings was carried out to study the rotor-to-stator contact interaction of the rotor with the stator and to determine the risk of more dangerous development of an accident, when the forces of contact interaction at the rubbing point induce self-excited vibrations of the rotor and the asynchronous rotor-over-stator rolling, which can lead to catastrophic consequences for the overall installation. The asynchronous rolling is a self-excited process of rotor movement (rotor precession) in the direction opposite to its own rotation, when sliding friction arises at the rubbing point [2]. On the loss of contact, the frictional force disappears, the rolling-exciting forces cease to affect the rotor until the next contact. There can be several such contacts and contact losses, after which the rotor is damped with sufficient damping in the system and a slight imbalance or goes into continuous motion (rolling) over the stator [2, 3].
If the rotor imbalance ε exceeds the allowable value εall, which depends on many factors (detuning from resonance, damping in the system, stiffness of the casing or supports, friction at the contact point, etc.), asynchronous rotor-over-stator element rolling develops. If ε < εall, the friction force and the force pressing the rotor to the stator turn out to be insufficient, and a process with synchronous precession develops, when the rotating rotor slips moving in the direction of its own rotation. This precession is supported by the forces of rotor imbalance, the inertial component of the rotor sudden imbalance, nonconservative forces of stiffness and damping in the sliding film in the bearings, and nonconservative components of aerodynamic and electrodynamic forces in the rotor-support system.
As a first approximation, the damage to the bearings can be explained precisely by rubbing, slipping of the rotor during synchronous rolling, and the release of heat at the contact point. With excessive imbalance of the rotor (ε > εall) and rubbing the bearing, the sliding friction induces contact forces and self-excited oscillations with the development of a more dangerous phenomenon: asynchronous rolling of the rotor over the stator, which ends in self-destruction of the installation.
The rotor rubbing against the stator is dangerous precisely by the development of asynchronous rolling and destructive consequences. During vibrations with rubbing, equipment with rotating members pose the risk of self-destruction of the overall installation due to the energy of the rotor’s own rotation resulting from the transition of the system to a resonant state under the action of the exciting forces of the contact interaction of the rotor with the stator during rubbing. With the development of rolling, the angular speed of the rotor precession increases and “approaches” the nearest resonance of the rotor-support system. In this case, the resonant frequency is determined by all the couplings available in the system, including the additional coupling arising from rubbing and imposed on the system by the dynamic properties of the stator at the contact point. The destructive consequences of the accident are explained precisely by the resonance of the rotor-support system caused by the contact interaction forces. Nonconservative forces of the contact rotor-to-stator interaction are similar in nature to the forces in the film of journal bearings and the aerodynamic forces arising in the flow path and seals of the turbines and contributing to the initiation of low-frequency vibration of the rotors and determining the threshold power of turbine units [4]. They differ in the direction of action: the forces of contact interaction induce and support the reverse precession of the rotor. The process of development of asynchronous rolling proper takes a short time and has an explosive character [2, 3]. Self-excited vibrations of the rotor induced by the contact interaction forces during rubbing pose a risk of catastrophic destruction [5]. For example, an accident occurred at the Novocherkassk District Power Plant (GRES) in 1967 and at the Ermakovo power plant (Kazakhstan) a few years later. Accidents at 90-, 330-, 500-, and 600-MW turbine units in Japan and England have confirmed that the accident development has a general nature, obeys general regularities, and their consequences are similar and described in detail in [2]. Certain some additional features of vibrations with rubbing are outlined in [6–9].
The development of contact interaction of the studied rotor with the stator with rubbing was modeled using the developed software module for calculating the rotor oscillations with rubbing against the stator elements. An algorithm for the numerical simulation of the development of rotor-over-bearing rolling is given in [2, 3, 5, 10], and a schematic diagram of the rotor-to-stator contact interaction is shown in Fig. 10.

Schematic of the rotor-to-bearing contact. 1—Rotor; 2—bearing; 3—element responsible for stiffness and damping in the bearing; 4—stator; О—bearing bore center; О1—rotor cross-section center; О2—rotor’s center of mass; ω—rotor angular speed; N—support reaction; Т—sliding friction force; Р—rotor-to-support contact point; r—rotor radius; u—radial displacement of the rotor cross-section center; α—rotation angle of the rotor at the moment of sudden imbalance; \({{\theta }}\)—precession angle; F1, F2—forces acting from rotor supports; \({{u}_{{10}}} = {{u}_{1}} + {{\varepsilon }}\cos {{\omega }}t;\) \({{u}_{{20}}} = {{u}_{2}} + {{\varepsilon }}\sin {{\omega }}t\).
The initial equations of the rotor motion in the clearance with account taken of the forces acting on the rotor have the following form:
with no rubbing against stator elements
with the rotor-to-stator contact
where \({{\ddot {\bar {u}}}_{{10}}} = \left[ \begin{gathered} {{{\ddot {u}}}_{{10}}} \hfill \\ {{{\ddot {u}}}_{{20}}} \hfill \\ \end{gathered} \right],\) \(\dot {\bar {u}} = \left[ \begin{gathered} {{{\dot {u}}}_{1}} \hfill \\ {{{\dot {u}}}_{2}} \hfill \\ \end{gathered} \right],\) and \(\bar {u} = \left[ \begin{gathered} {{u}_{1}} \hfill \\ {{u}_{2}} \hfill \\ \end{gathered} \right]\) are the vector of accelerations of the rotor mass center, of speeds of the rotor geometric center, and the displacements in the coordinate system with the origin at the stator bore center; \(\left[ M \right] = \left[ {\begin{array}{*{20}{c}} m&0 \\ 0&m \end{array}} \right],\) \(\left[ B \right] = \left[ {\begin{array}{*{20}{c}} {{{b}_{{11}}}}&{{{b}_{{12}}}} \\ {{{b}_{{21}}}}&{{{b}_{{22}}}} \end{array}} \right],\) and \(\left[ K \right] = \left[ {\begin{array}{*{20}{c}} {{{k}_{{11}}}}&{{{k}_{{12}}}} \\ {{{k}_{{21}}}}&{{{k}_{{22}}}} \end{array}} \right]\) are the matrix of inertia, damping, and stiffness in the rotor-supports system; 1 and 2 denote horizontal and vertical vibrations; \(\bar {z} = \left[ \begin{gathered} {{\cos\theta }} \hfill \\ {{\sin\theta }} \hfill \\ \end{gathered} \right]\) is the vector of trigonometric functions of the angle of the rotor geometric during precessional motion; \(\left[ A \right] = \left[ {\begin{array}{*{20}{c}} N&{ - T} \\ T&N \end{array}} \right]\) is the matrix of friction force T and normal pressure N at a contact point; \(T = {{{{\chi }}}_{0}}N;\) \(N = {{k}_{{{\text{st}}}}}\left( {u - {{\delta }}} \right);\) \({{{{\chi }}}_{0}} = {{\chi sgn}}{{V}_{{{\text{rel}}}}};\) \({{V}_{{{\text{rel}}}}} = {{\dot {\theta }\delta }} + {{\omega }}{{r}_{{{\text{sh}}}}};\) χ is the sliding friction coefficient at the rotor-to-stator contact point; kst is the dynamic stiffness of the stator at the contact point (to be determined in the general case from the hysteresis loop of the stator or damping device deformation); Vrel is the relative rotor velocity in the circumferential direction at the rotor-to-stator contact point; \({{\dot {\theta }}}\) is the rotor precession angular speed; δ is the radial clearance between the rotor and the stator with the rotor positioned concentrically with the stator; rsh is the shaft radius at the contact point.
The final equation for numerical integration includes the matrix of the contact stiffness coefficients [2, 3]
where \({{a}_{{11}}} = {{a}_{{22}}} = {{k}_{{{\text{st}}}}}\left( {1 - \frac{{{\delta }}}{u}} \right),\) \({{a}_{{12}}} = - {{k}_{{{\text{st}}}}}{{\chi }}\left( {1 - \frac{{{\delta }}}{u}} \right),\) and \({{a}_{{21}}} = {{k}_{{{\text{st}}}}}{{\chi }}\left( {1 - \frac{{{\delta }}}{u}} \right)\) are the contact stiffness coefficients aij.
Without rotor-to-stator contact or on breaking the contact (i.e., when u < δ), aij = 0.
The alternating solution of equations (1) and (2) with the control of the rotor displacements and their comparison with the clearance in the bearing makes it possible to simulate the rotor vibrations with periodic rubbing against the bearing, contact breakage, and subsequent new contact. The main fact that should be considered in the modeling and integration of equations (1) and (2) is the change in the initial conditions at the entry into and exit from the contact. The equations are integrated using the Runge–Kutta method. A sudden imbalance of the rotor (caused by break away of 0.03068 kg mass at a radius of 1 m at time t = 0, which is 0.0024% of the rotor mass) was taken as an exciting factor inducing rotor oscillations with subsequent rubbing. Transient oscillations after a sudden imbalance start from the equilibrium position of the rotor journal in the bearing bore. According to [2, 3, 5, 10], the further development of rolling under these conditions is determined by the dynamic properties of the rotor-support oscillatory system, the nature of the exciting forces, and depends only slightly on the initial cause of rubbing. The rolling development the laws of self-excited oscillations of the system.
The characteristics of the rotor-support system are as follows: the rotor mass is 1.301 t, rsh = 0.065 m, χ = 0.1–0.5, and the relative clearance in the bearing is 0.0046. The nonlinear characteristics of stiffness of the support with a bearing liner is described by the force-deformation dependence with account taken of the bearing clearance. A rotor imbalance of 0.03068 kg at a radius of 1 m is caused by an imbalanced coupling disc and a 1-mm displacement of its mass relative to the axis of rotation.
The rotor speed was detuned from the resonance of the rotor-support system according to the recommendations of [4]. However, even under these conditions (as demonstrated by the predictions and the experiment), the rolling development may occur in its dangerous form, which is determined by the stiffness of the supports, damping in the system, and rotor imbalance. Naturally, the conditions for the occurrence of a dangerous form of rolling are aggravated when the rotor angular speed approaches the critical speed of the system. Figures 11–14 show the results of numerical simulation of the development of oscillations for different support types in case of rotor journal rubbing against the bearing bushing. The dashed line shows the circle representing the bearing clearance within which the rotor journal moves without rubbing.

Trajectories of journal movement in the bearing when rubbing in the case of flexible supports with losses in the damping devices for χ = 0.1. t, s: (a) 0.30–0.37, (b) 0.360–0.388, (c) 1.4–1.8.

Time dependence of the main characteristics of rotor motion with oscillations and rubbing against the stator for an imbalance of 0.03086 kg/m, δ = 0.3 mm, rsh = 0.065 m. (a) Rotor trajectory in the time interval of t = 0.360–0.388 s, (b) angular velocity of rotor precession, (c) dimensionless force of normal pressure on the stator (relative to the rotor weight), (d) dimensional displacement of the rotor (relative to the clearance), (e) rotor velocity relative to the stator at the contact point, (f) coefficient of contact stiffness at the contact points, (g) rotor angular speed.

Time-dependence of the dimensionless pressure acting on the stator with the rotor in rigid supports for kst = 0.1 × 109 kN/m.

Trajectories of journal motion in the bearing with rubbing for the rotor in rigid supports with kst = 0.1 × 109 kN/m. χ: (a–c) 0.5, (d–f) 0.1; t, s: (a) 0.25–0.36, (b, e) 0.370–0.388, (c, f) 0.3700–0.3892, (d) 0.30–0.38.
In flexible supports, the stator dynamic stiffness depends on the deformation of damping devices with hysteresis loop of energy losses and is 0.7 × 105–0.28 × 107 kN/m for δ > 0.3 × 10–3 m. It is assumed that ADP-2400 shock absorbers (in a cage) are arranged in a circle in the supports. At each time instant during rubbing, the support parameters (such as stiffness and damping) are determined by the hysteresis loop of the shock absorber deformation at the point of contact with the rotor. The stiffness of the supports is the same in the horizontal (1) and vertical (2) directions of vibration. The ADP-2400 shock absorber was developed with the participation of the authors. It has experimental shock characteristics at different initial loading rates and may be used to attenuate the oscillation energy.
Figures 11 and 12 show the results of numerical simulation of the development of oscillations with rubbing. The movement of the rotor is accompanied by an increase in oscillation amplitudes with subsequent contact and backlashes (see Figs. 11a, 12c) and oscillation damping (see Figs. 11c, 12d). The relative velocity of the rotor at the contact point hardly changes at all within the contact time (see Fig. 12e). The angular precession speed changes within 80 rad/s during rubbing (see Fig. 12b). In this case, the relative force of normal pressure during rubbing does not exceed one tenth of the rotor weight (see Fig. 12c). Under these conditions, the friction heat released during the time for the protection system to operate is negligible. An increase in imbalance of a flexible stator will not induce reverse precession (asynchronous rolling) if there is a hysteresis loop of energy losses. The safety regulator will trip the installation in case of excessive vibrations without any effect on its integrity.
In relatively rigid supports (kst = 0.1 × 109 kN/m), the stiffness is the same in the horizontal (1) and vertical (2) direction of oscillation during displacement of the rotor with δ > 0.3 × 10–3 m. The supports offer no damping. More rigid supports are not deformed and, hence, have no losses. The relative pressure force at the point of contact almost instantly increases to dangerous values with accompanying factors (see Fig. 13). The damage to the bearings of the studied rotor seemed be explained by the lack of deformation of the rigid supports. The features of the development of the rotor-to-stator contact interaction are shown in Figs. 14a and 14b depending on the state of the working surfaces of the friction pair. The rotor motion is accompanied by shocks and backlashes with a transition at t = 0.370–0.388 s to asynchronous rolling of the rotor over the bearing. The normal pressure force in the bearings is much greater than the values shown in Fig. 12c and poses a risk to the bearing integrity.
It should be noted that there was no weak link in the form of a babbit layer or other antifriction coating in the bearing design (option 2). With large vibration amplitudes, comparable to the clearance, the rotating rotor directly contacts the rigid body of the liner and the overall support. The rigid supports did not contribute to the integrity of the equipment during rubbing. The bearings were damaged even with the recommended margin of the rotor speed relative to the critical speed due to the imbalance of the coupling flange mass, which led to an increase in the amplitudes of forced vibrations with an increase in the rotor speed and subsequent rubbing against the bearing bushing with the commencement of the development of synchronous rolling.
CONCLUSIONS
(1) Rigid supports of journal bearings facilitate the development of the rotor-over-stator rolling with sliding and heat release during rubbing.
(2) An increase in the flexibility of the bearings and the resistance to the displacement velocity (damping in the bearings) of the rotor during rubbing reduces the risk of damage to the bearings on operation of the safety regulator and exit from the resonance zone.
(3) An imbalance in the rotor coupling flange mass leads to an increase in the amplitudes of forced vibrations and rubbing of the rotor against the bearing bushing with the commencement of the development of synchronous rolling.
REFERENCES
O. V. Orlov, Investigation of Water-Lubricated Support Segment Bearings for Turbomachines, Candidate’s Dissertation in Engineering (Kaluzhskii Gos. Pedagog. Univ. im. K. E. Tsialkovskogo, Kaluga, 2003).
V. F. Shatokhin, Oscillations of Rotors with Rotor-over-Stator Rolling (Methods of Mathematical Modeling and Software) (Lambert Academic, Dusseldorf, 2016).
V. F. Shatokhin, “Forces exciting generation roll at rotor vibrations when rotor-to-stator rubbing,” Therm. Eng. 64, 480–489 (2017). https://doi.org/10.1134/S0040601517070072
A. G. Kostyuk, Dynamics and Durability of Turbomachines (Mosk. Energ. Inst., Moscow, 2000) [in Russian].
A. G. Kostyuk, V. F. Shatokhin, and O. A. Volokhovskaya, “Motion of an imbalanced rotor when it rubs against the stator,” Therm. Eng. 59, 87–95 (2012).
R. Gasch, “Vibration of large turbo-rotors in fluid-film bearings on an elastic foundation,” J. Sound Vib. 47, 53–73 (1976). https://doi.org/10.1016/0022-460X(76)90407-7
R. J. Williams, Parametric Study of Reverse Whirl Instability Using an Analytical Equilibrium Model: BRITE_EURAM Project, ROSTADYN Technical Report No. 4.17 (1996).
L. Ya. Banakh, “Contact problems in rotor systems,” in Dynamics of Strongly Nonlinear Systems: Proc. 22nd Int. Conf. on Vibroengineering, Moscow, Russia, Oct. 4–7, 2016 (JVE Int., 2016), in Ser.: Vibroengineering Procedia, Vol. 8, pp. 90–96.
V. F. Shatokhin, “The damping capacity of damping devices during rotor-over-stator rolling,” Therm. Eng. 66, 100–107 (2019). https://doi.org/10.1134/S004060151902006X
V. F. Shatokhin, “Development of rotor-over-stator rolling of an unbalanced rotor,” Elektr. Stn., No. 11, 17–28 (2013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by T. Krasnoshchekova
Rights and permissions
About this article

Cite this article
Shatokhin, V.F., Golobokov, G.V. & Orlov, O.V. Results of Rig Test and Numerical Modeling of Rotor Oscillation with Rubbing in Water-Lubricated Bearings. Therm. Eng. 69, 121–128 (2022). https://doi.org/10.1134/S0040601522010037
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0040601522010037