
Abstract—
The modern state in design, calculation, and operation of heaters used in the steam-turbine regeneration systems in Russia and abroad is reviewed and analyzed. The first part of the article gives a list of companies producing steam-turbine feedwater heaters and the market shares occupied by the countries producing these apparatuses. The ranges of operating parameters for the feedwater heaters of Russian and foreign steam turbines are indicated. The article gives the types of heat exchangers included in the regenerative feedwater heating system and serving as high- and low-pressure heaters that are adopted in Russia and abroad, including contact apparatuses and plate-type heaters. Specific examples of arranging such apparatuses at power plants in different countries are given. Advantages and drawbacks associated with the use of contact and plate-type apparatuses as turbine unit feedwater heaters are discussed. Different designs of shell-and-tube high- and low-pressure feedwater heaters adopted in the United States, Europe, and Russia are presented. The designs of particular high- and low-pressure heaters characteristic of different domestic and foreign producers are described. Methods for arrangement and structural makeup of different functional areas of the heater’s heat-transfer surface are shown. The advantages and drawbacks of header-and-helical coil-type high-pressure heaters and tubular apparatuses for the similar purpose, including chamber-type apparatuses, are discussed in terms of thermal efficiency, reliability, and repairability. It follows from the presented data that there is no commonly accepted approach to designing the considered apparatuses, and that there is mutual influence of manufacturing experience, design trends, and heater manufacturing traditions in different countries.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The aim of the article is to estimate and analyze the modern level achieved in the development of the embodiments, designing, and operation of feedwater heaters for large steam turbines in Russia and abroad. We have collected information relating to the main aspects that are of interest for specialists engaged in designing and operation of apparatuses used in the regenerative feedwater heating system. This article is a continuation of the previous publication [1] devoted to steam-turbine condensers.
Regenerative heating of the main condensate and feedwater is among the most important methods for improving the efficiency of stream turbine units used at modern thermal power plants. The following apparatuses are commonly referred to the regeneration system: low-pressure heaters (LPHs), high-pressure heaters (HPHs), a deaerator, gland steam condensers (GSCs), gland steam and main ejector coolers, etc.
The steam-turbine units produced by domestic and foreign manufacturers have a developed regenerative feedwater heating system; for example, the 750 MW STT-6000 turbine produced by Siemens has nine regenerative extractions, its 1100 MW SST-9000 turbine has 11 regenerative extractions, and the 1200 MW turbine produced by Leningrad Metal Works (LMZ) has eight regenerative extractions [2, 3].
PRODUCTION OF HEATERS IN RUSSIA AND ABROAD
The list of the largest domestic producers manufacturing the regeneration system apparatuses in Russia includes the Taganrog Boiler-Making Works Krasny Kotelshchik, the Saratov Power Machinery Construction Works, Biysk Boiler Plant, and some other enterprises.
Around the world, the regeneration system heaters are produced by the branches of large companies and by dedicated enterprises producing heat transfer equipment in different parts of the world. The following companies are the most widely known:
(1) TEi, a branch of Babcock & Wilson (United States);
(2) YUBA, a subsidiary enterprise of SPX Heat Transfer (United States);
(3) American Exchanger Services (AM-EX) (United States);
(4) Holtec Int. (United States);
(5) Balcke-Dürr GmbH (Germany);
(6) Foster Wheeler AG (Germany);
(7) DOOSAN Skoda Power (Czech Republic);
(8) Alstom Power (France), which recently has started to work in cooperation with General Electric;
(9) Ecolaire Heat Transfer Co. (Belgium);
(10) ENERGYEN Corporation (South Korea),
and also some companies in South Africa, India, and China.
North America and Europe account for the major part of the world market of regeneration system heaters. Such countries as the United States, Canada, Russia, Germany, France, the United Kingdom, and Italy occupy a considerable part of the market of feedwater heaters. The Asian-Pacific region, Latin America, and the Middle East are also represented in the world market. China and India are presently the most rapidly growing markets of heaters in the world.
HEATER OPERATING PARAMETERS
The range of feedwater heating temperatures in the regeneration system heaters depends on the turbine steam’s initial conditions. As an example, Table 1 gives the initial steam parameters for some turbines produced by General Electric [4], and Table 2 gives the values of coolant pressure in the regeneration system heaters of domestically produced turbines.
The nominal values of water pressure in the tubes of LPHs used in foreign turbines are in the range from 2.76 to 5.52 MPa, and those in the HPH tubes are in the range from 11.0 to 40.0 MPa. The mass flowrate of feedwater reaches 800 kg/s. The intermediate pressure heater (if available) is placed between the booster and feed pumps. The pressure in its tubes is, as a rule, in the range 6.9‒11.0 MPa, and steam to it is supplied from the turbine intermediate pressure cylinder. Thus, for the General Electric turbines with a capacity of 900 MW installed at the Opole coal-fired thermal power plant in Poland, the Holtec International company in 2016 manufactured low-pressure heaters with the steam parameters [5] given in Table 3.
A wider range of coolant pressures used in the heaters of foreign turbines is due to the fact that foreign producers have mastered the manufacture of turbines for ultrasupercritical initial steam conditions.
For the heaters that do not contain the steam desuperheating and condensate cooling zones, the Heat Exchange Institute of the United States (HEI) stipulates the feedwater terminal temperature difference (TTD) value equal to 1.1°С at the steam pressure in the heater, and a zero TTD of feedwater is stipulated or its superheating up to 2°С above the saturation temperature owing to the steam cooling zone availability for three-zone HPHs [6].
TYPES OF REGENERATION SYSTEM HEATERS
At modern power plants, feedwater heaters both of the contact (open) type and surface type (plate and shell-and-tube) can be encountered.
In the cycles of steam-turbine plants, contact-type apparatuses are used as low-pressure heaters and deaerators. At foreign power plants, contact-type heaters are presently used in the main as deaerators and are little used as LPHs. Figure 1 schematically shows the open-type low-pressure heater that operates in the turbine regeneration system at the Heysham 1 NPP in the United Kingdom [7].

Schematic diagram of a contact tray-type heater (used at the Heysham 1 NPP) [7]. 1—Bottom plates support; 2—steam inlet from the extract; 3—outlet of noncondensable gases; 4—bottom plate (tray); 5—access hatch; 6—main condensate outlet; 7—main condensate inlet; 8—main condensate header.
In Russia, on the contrary, contact-type LPHs are still used at present, which, in particular, is due to the shift to using deaeratorless process circuits. In such process circuits, direct-contact LPHs perform the function of a deaerator. For example, the cycle arrangement of the K-300-240 turbine produced by LMZ incorporates two direct-contact low-pressure heaters. An experience with designing and operation of both horizontal and vertical direct-contact heaters for large-capacity (500‒1200 MW) units of thermal and nuclear power plants is available. The obtained results have shown the need to modify the design of the apparatuses in regard to their manufacturability, exclusion of unnecessary elements, improvement of their deaeration capacity with the use of a hot well, etc. As an example, Fig. 2 shows the design of a vertical contact-type LPH that can be used both as a single apparatus and as a lower LPH in the gravity arrangement involving two contact-type heaters [8].

Schematic diagram of a vertical direct-contact LPH with a hot well. NL is the normal level, and CEP is the condensate extraction pump.
Outside of Russia, plate heat exchangers are gradually finding increasingly wider use with progress in improvement of their designs and technologies of their manufacture and maintenance, especially at binary cycle power plants (instead of a contact-type LPH or as a condenser). The heat transfer surface in such apparatuses consists of profiled sheets assembled into packs, in which channels for coolant flow are formed. Tranter Inc. (United States) and Alfa Laval (Lund, Sweden) are the largest manufacturers of plate apparatuses for the power industry. It is already at present that the 800 MW SSP5-6000 turbine produced by Siemens for ultrasupercritical steam conditions is in operation at the innovative power plant Lünen located near Dortmund (Germany), which is the most efficient and clean coal-fired power plant in Europe. The cycle arrangement of this turbine comprises three header-type high-pressure heaters, five plate-type low-pressure heaters, and one duplex-type low-pressure heater built in the condenser throat. Owing to operation of the regenerative feedwater heating system of this turbine, steam at the turbine outlet has a final temperature equal to 308°С [9].
Westinghouse Electric Company and Tranter Inc. have jointly developed a plate-type low-pressure feedwater heater [10] in the form of a modular horizontal heat exchanger with easily detachable modules of welded heat transfer plates (Fig. 3). Pairs of plates with profiled surfaces are assembled into a pack by means of fully automated welding over the perimeter of adjacent plates; the packs are matched to form a core that is very stable to thermal expansion. The core is inserted into a cylindrical shell. The coolant flow scheme is shown in Fig. 3a.

Plate-type low-pressure heater produced by Tranter Inc. [10]. (a) Apparatus general view and coolant flow scheme, (b) stamped heat-transfer plate, (c) placement of plates in the cage; 1—feedwater outlet nozzle; 2—heat transfer core; 3—extracted steam inlet nozzle; 4, 5—drain inlet and outlet nozzles; 6—access hatch; 7—apparatus withdrawable head; 8—feedwater inlet nozzle.
The main advantage of plate heat exchangers is, in the opinion of their developers, that they have compact sizes while featuring high thermal efficiency. Such apparatuses need a comparatively small area for placing them in the power plant turbine building. The turbulent flow produced by the plate profiles makes it possible to obtain high heat transfer intensity (by a factor of 3‒5 higher than that in shell-and-tube heat exchangers), due to which the Tranter Inc. company is able to produce compact heat exchangers operating with TTD equal to 1°C. Another advantage of plate heat exchangers is their high maneuverability, i.e., the possibility of shifting from one operation mode to another in a quick and safe manner (from the viewpoint of thermal expansions), which is important in putting them into operation and during operation in variable modes. However, mention should be made about the hydraulic losses in the paths of plate-type apparatuses, which are essentially higher than in similar shell-and-tube heat exchangers, which is quite natural for narrow channels with artificial roughness and with a high turbulization degree of coolant flows.
Removal of noncondensable gases and keeping the tightness of weld joints in the plates as the apparatus gradually works out its service life are a serious problem associated with the use of plate-type heaters. In estimating the reliability of plate-type apparatuses, it should be borne in mind that plate heat exchangers are very sensitive to hydraulic and thermal shocks and also to mechanical impacts from the connected pipelines.
Shell-and-tube heat exchangers are the most widely used devices in comparison with apparatuses of the other considered types. Significant experience has been gained in the industry with the manufacture and operation of shell-and-tube apparatuses; methods for analyzing and designing them have been developed and theoretically substantiated; many problems arising during operation of these apparatuses in connection with their performance features have been solved; the designs of the apparatuses have been improved and ensure high indicators of their efficient and reliable operation. Owing to all of these circumstances, apparatuses of this type have found predominant use in the power industry; accordingly, the main attention is paid in this article to heaters of particularly this type.
DESIGNS OF SHELL-AND-TUBE HEATERS
The majority of shell-and-tube heaters produced in the United States and Europe for operation as feedwater heaters are made in a horizontal version with a U-shaped tube bundle (Fig. 4). This is partly because the coefficient of heat transfer for steam condensation on horizontal tubes is higher than it is on vertical tubes. Such apparatuses are the most stable ones in regard to controlling the condensate level and convenience of designing the layout of pipelines, although they occupy a large area in the place of installing them near the turbine. These apparatuses are usually placed at the zero height elevation, and some of them are built in the condenser transition hood.

Schematic design of a horizontal high-pressure heater [6]. 1—Water chamber; 2—water inlet nozzle; 3—drain outlet nozzle; 4—CC zone partitions; 5—CC zone shell; 6—condensate level; 7—frame elements; 8—apparatus support; 9—U-shaped tubes; 10—drain inlet nozzle; 11—baffle plate; 12—apparatus shell; 13—intermediate partitions of the SC zone; 14—SDS zone shell; 15—SDS zone partitions; 16—steam inlet nozzle; 17—water outlet nozzle.
Some feedwater heaters are made with straight tubes, a solution that involves the need of using a so-called “floating” water chamber, although, in the overwhelming majority of cases, U-shaped (or Pi-shaped) tubes are used, which are relatively stable to thermal expansion during operation.
Depending on the heat transfer pattern, the surface of a regenerative heater may contain different zones: steam condensation, steam desuperheating, and condensate cooling zones. Apart from the steam condensation (SC) zone, which is just the feedwater heater, the apparatuses may also structurally contain built-in or external steam desuperheating (SDS) and condensate cooling (CC) zones. Each zone inside the heater contains its own system of intermediate partitions to set up the required steam motion trajectory.
The steam desuperheating zone is arranged in the tube bundle outlet part to make sure that feedwater is heated by the superheated steam entering the heater to the temperature equal to or higher than the saturation temperature before water leaves the heater. The tube’s outer wall metal temperature in the superheating zone must be at least by 1.1°С higher than the saturated steam temperature corresponding to the pressure at the zone outlet. In this case, steam condensation will not occur in the superheating zone. Such temperature margin is regarded to be necessary to avoid the so-called “wet tube” effect and corrosion associated with it [6].
The “wet tube” effect occurs when steam condensation takes place in the steam desuperheating zone. The steam velocity in the SDS zone can reach 30‒45 m/s, which is many times higher than the velocities in the steam condensation and condensate cooling zones. Condensate droplets entrained by steam flow with such high velocities cause erosion destruction of tubes and partitions in the steam desuperheating zone.
The SDS zone contains a shell that separates its vapor space and sets up the steam motion. Opposite to the steam admission nozzle, a diffuser or a steam baffle plate is placed to prevent steam from directly contacting with the tubes. The steam desuperheater partitions have cutouts to ensure the maximum possible heating steam cross flow. The last partitions in the SDS zone are made without cutouts; they form the section end. Such end partitions are thicker than the usual partitions and contain combined sealing and antivibration clamps installed in the gap between the tubes and holes through which the tubes are passed. Steam leaves the SDS zone through four ports cut in the zone shell.
The partitions in the SC zone are also made without cutouts, and the space between the tube bundle and shell is used for distribution of steam over the tube length. Condensate flows down into the vessel’s lower part. The condensate level is maintained in the vessel by means of an external drain control system.
The CC zone is located in the tube bundle’s inlet section immediately under the steam desuperheater. The condensate in this zone is cooled to a temperature close to the feedwater temperature at the apparatus inlet. The condensate cooling zone contains partitions with cutouts for setting up cross flow of condensate. The partitions at the end of this zone are without cutouts. The horizontal partition closes the cooling zone from the top. The condensate from the CC zone is removed to the next lower-grade heater. The condensate level control system maintains a hydroseal at the inlet to the CC zone to prevent condensate from being entrained by steam.
In individual cases, vertical heaters are installed at power plants in the United States (and at European power plants in more frequent cases). These heaters differ in the placement of the water chamber, which may be arranged in the apparatus’s upper or lower part. Outside of Russia, vertical apparatuses with the upper water chamber are used in significantly fewer cases unlike the domestically produced apparatuses, which have the water chamber placed in the apparatus’s upper part.
Vertical high-pressure heaters have the same three heat transfer zones as horizontal apparatuses. Figure 5 shows the schematic designs of vertical high-pressure heaters with the water chamber arranged in the apparatus’s lower and upper parts [6].

Typical designs of vertical high-pressure heaters. Apparatus with the water chamber placed (a) in its lower part and (b) in its upper part. 18—Drain bypass. Other notations are the same as in Fig. 4.
The HPHs operating at power plants equipped with supercritical pressure turbines must withstand the tube’s inner pressure from 30 to 40 MPa. The mass flowrate of feedwater varies from 400 to 800 kg/s, and the feedwater temperature downstream of the HPHs of large capacity turbines exceeds 270°С. Under such stressed conditions, the elements of the heater-bearing structures must have quite thick walls. During short-term variations of temperature, this leads to the occurrence of secondary stresses, which are especially dangerous in the places in which components having different thickness are connected to each other. The tube sheets used at large-capacity power plants may have a thickness from 400 to 800 mm depending on the design data.
In U-shaped chamber-type HPHs, very high peak stresses occur when there are temperature gradients at the points in which the thick tube sheet is connected to a relatively thin water chamber bonnet. As a result, in the majority of cases, cracks occur in the transition zones between the tube sheet and water chamber. For solving this problem, two parallel flows of feedwater are arranged through two U-shaped type HPHs. In this case, the mass flowrate of feedwater through the heater is decreased by a factor of two, and the necessary shell diameter and the tube sheet thickness can also be decreased.
SPX Heat Transfer has commenced the manufacture of header-type HPHs as an innovation alternative to U-shaped heaters [11]. Initially, such apparatuses were made with plate coils. Unlike U-shaped type heaters, the inlet and outlet headers of such a heater have, under the same basic conditions, 70- to 120-mm-thick walls, i.e., approximately 15% of the tube sheet thickness [12]. Header-type feedwater heaters can be arranged both horizontally and vertically. In the United States, horizontally arranged heaters are used more frequently, although the use of vertical heaters is more preferred in certain cases.
In header-type heaters, feedwater initially enters the inlet header, goes through coil-shaped tubes arranged in three or four passes, and leaves the apparatus through the outlet header (Fig. 6). Each tube is individually welded to the headers, and the headers are welded to the vessel. It should be noted that plate coils are commonly used in such designs. The designs with helical coils are encountered only in Europe. Balcke-Dürr is the main producer of such heaters [12].

General view of (a) a header-type heater and (b) a header with tubes [12].
In the 1920s and 1930s, turbines produced by foreign manufacturers were mainly installed at power plants in Russia; these turbines were equipped with chamber-type horizontal feedwater heaters. The first domestically produced turbines were equipped with vertical HPHs with U-shaped tubes. For turbines designed for increased initial steam conditions, Leningrad Metal Works (LMZ) produced BIP-type vertical header HPHs with plate coils until 1952 [13]Footnote 1. However, new designs of HPHs with helical coils resulted in that the manufacture of BIP-type headers was stopped, and they were quickly replaced by HPHs with helical coils in the cycle arrangements of domestically produced turbines.
In Russia, a vertical header-type (except for the HPH used in the K-500-60/1500 power unit) heat exchanger with the heating surface assembled from smooth tubes forming pancake coils is used as the main type of a high-pressure heater. The horizontally arranged helices (coils) are connected, with the use of headers, into four, six, or eight vertical columns. The ends of helical tubes are welded to four vertical distributing and collecting headers. Since superheated steam is used in the HPH as a heating medium, the apparatus always contains a steam desuperheating zone, which is usually made as an external heat exchanger with its own shell. Such apparatuses are made only in the vertical version for the possibility of draining the heaters.
The designs of header-and-helical coil HPHs (the Taganrog Boiler-Making Works Krasny Kotelshchik, an enterprise that has unique experience with designing and manufacture of header-and-helical coil HPHs, is the main producer of these apparatuses in Russia) were constantly developed and improved. In the modern designs of domestically produced HPHs for large capacity turbines, helical coil elements are made using tubes with a smaller diameter equal to 22 mm with the wall thickness equal to 3.5 mm in contrast to the previously used tubes 32 mm in diameter. In some HPH designs, helical coil elements are installed with a slope, due to which more efficient heat transfer is obtained in the apparatus.
As an example, Fig. 7 shows the PV-1250-380-21 high-pressure heater produced by the Taganrog Boiler-Making Works [8].

Type PV-1250-380-21 high-pressure heater [8]. Nozzles for: 1, 2—feedwater inlet and outlet; 3—steam inlet; 4—heating steam condensate outlet (drain); 5—feedwater inlet to the supplementary steam superheater; 6—condensate tapping to the water level indicator; 7—steam tapping to the differential pressure gage; 8—condensate inlet from the higher-stage HPH; 9—air inlet from the higher stage HPH; 10—air removal from the tube system. EL-I and EL-II are the condensate first and second emergency levels in the vessel.
The tube system of this heater includes six header pipes, three of which distribute and the other three collect feedwater. The header pipes are connected to inlet 1 and outlet 2 nozzles in the heater’s lower part with the use of special Y-pieces and tee joints. After the inlet nozzle, the water flow is branched to distribution headers, in which orifice plates dividing the flows in the CC and SDS zones are installed. Heating steam is supplied to the HPH vessel through steam union 3.
Noncondensable gases are removed to the heater with a lower steam pressure through a special pipe installed in the SC zone above the upper bottom of the CC zone shell.
After a part of the feedwater flow has been heated in the condensate cooling zone, it is mixed with the feedwater main flow. The entire feedwater flow is directed to the collecting headers, from which one part of this flow goes directly to the outlet nozzle, and the other part goes to this nozzle after having passed the steam desuperheater tubes.
Heating steam is supplied to the heater vessel through a steam nozzle. If the heating steam is supplied from the bottom, the steam pipe connecting this nozzle with the steam desuperheater is placed in an individual shell protecting the pipe from overcooling. The helical coil elements of the heat transfer surface in the condensate cooling and steam desuperheating zones are placed into special shells, in which directed motion of steam and condensate flows is arranged by means of a system of intermediate partitions in the shell space.
On the whole, header-type heaters impart more flexibility to the turbine unit performance by allowing larger load variations in comparison with the U-shaped heaters. They are more profitable both in regard to investments in the development and in regard to the operation and maintenance costs [13]. Header-type heaters allow larger coolant flowrates and make it possible to be used with one feedwater flow in situations where two parallel flows must be used for U-shaped heaters.
The investments in the construction of header-type heaters become profitable at the turbine unit capacity of approximately 500 MW. The costs for operation and maintenance of such heaters are also much lower owing to a lower failure rate and longer service life. The investigation carried out by the United States Electric Power Research Institute (EPRI), in which the failure rate and factors causing failures of more than 200 high-pressure heaters at 51 power plants were studied (35 in the United States and 16 in Europe) has confirmed that the European power plants at which header-and-helical coil type heaters are used show results essentially better in comparison with U-shaped HPHs in terms of lower operational costs and longer service life of the apparatuses [14].
There are also domestically produced chamber-type HPHs in both vertical and horizontal versions. Figure 8 shows the design of a chamber-type horizontal HPH (the PV-2000-120-17A heater) [8]. The heat transfer surface of this heater consists of two separate oppositely directed bundles. In the shell’s central part, a common cylindrical water chamber with two tube sheets is located. This heater does not contain a steam desuperheater, and the condensate cooler surface is separated in the tube bundle’s lower parts.

Type PV-2000-120-17A high-pressure heater. (a) General view and (b) coolant motion scheme. 1—Vessel with the tube system (left-hand part); 2—intermediate water chamber; 3—vessel with the tube system (right-hand part); 4—movable support; 5—condensate cooler surface; 6—feedwater inlet; 7—feedwater outlet; 8—heating steam inlet; 9—heating steam condensate outlet; 10—condensate inlet from the higher pressure heater; 11—steam–air mixture removal.
Heating steam streamlines the horizontally arranged tubes in a cross-flow manner and condenses on their surfaces. Steam condensate is removed to the condensate cooler shell, in which its heat is transferred to feedwater with the tubes being streamlined in a longitudinal-opposite manner.
Chamber-type HPHs feature certain advantages over header-and-helical coil type apparatuses [8, 13]. Chamber-type high-pressure heaters have a lower pressure drop by a factor of five than the conventional header-and-helical coil type HPHs; they are less metal intensive, more compact, and more amenable to repair. Thus, for example, the header-and-helical coil type HPHs used in the 200 MW turbine unit are a factor of 1.5 larger and by 2 m higher than the chamber-type heaters for the same capacity.
The thermal efficiency of a horizontally arranged tube bundle streamlined by cross flow and fitted with controlled removal of condensate is higher in comparison with a vertical tube bundle; in addition, a horizontal tube bundle is better suited for arranging a steam desuperheater and drain cooler in it, and there are hardly any undesirable overflows of coolant between the zones. An additional gain can be obtained by making chamber-type heaters with small-diameter tubes with thinner walls (16 × 2 mm instead of 32 × 5 mm or 32 × 4 mm). The technology of repairing chamber-type HPHs is significantly simpler in comparison with that of header-and-helical coil type HPHs both in the number and complexity of the performed repair operations [13].
Low-pressure heaters have almost the same design as the chamber-type HPHs shown in Figs. 4 and 5. The only difference is that, owing to lower operating pressure of water, the water chamber can be fastened to the apparatus body with bolts, and the water chamber covers can be flat or semispherical. In addition, depending on the extracted steam parameters, low-pressure heaters may have all three zones, two zones, or only the steam condensation zone. Outside of Russia, low-pressure heaters and also ejector coolers and gland steam condensers are mainly made in the horizontal version with a U-shaped tube bundle.
On the contrary, domestically produced LPHs are chamber-type apparatuses made mainly in a vertical and more rarely in a horizontal version and are equipped with the tube system assembled from smooth U-, Pi-shaped, or straight tubes, the ends of which are rolled (or rolled and welded) in the tube sheets. The tube system is made with four and, more rarely, two or six water passes. The horizontal version was chosen for making the first stage low-pressure heaters that were built in the turbine exhaust hood above the condenser (similar to the K-1200-6.8/50 turbine unit and also the first version of the T-250 turbine produced by the Ural Turbine Works); a solution that made it possible to save space in the turbine building [8].
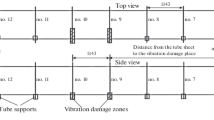
As an example, Fig. 9 shows the PN-400-26-7-II heater. Its heating surface includes 1452 U-shaped tubes with their ends fixed in the tube sheet installed between the flanges of the water chamber and apparatus body. The water chamber is connected to the main condensate inlet and outlet nozzles (1 and 2) by welding. The heating steam condensate is removed from the vessel’s lower part. Noncondensable gases and air are removed from the zone at the heating steam condensate level through a perforated semi-annular pipe. Heating steam is admitted through nozzle 3, which is located opposite to the baffle plate connected to the tube bundle’s frame. For achieving better conditions of heat transfer, the vessel contains partitions, which serve for setting up a three-pass cross flow of steam.

Type PN-400-26-7-II heater [8]. Nozzles for: 1, 2—main condensate inlet and outlet; 3—heating steam inlet; 4—condensate (drain) outlet; 5—condensate (drain) inlet; 6—steam–gas mixture removal; 7—condensate tapping to the level indicator.
Foreign turbines are often made with their first (along the flow of condensate) LPHs placed in the condenser throat. As a rule, these are two horizontal heaters arranged one after the other. For making such placement solution more compact, a so-called duplex design has been developed (Fig. 10).

Schematic diagram of a duplex low-pressure heater [15]. 1—Vapor space separation wall; 2—tube bundles.
Duplex feedwater heaters unite two stages of the heater into a single shell and replace two heaters arranged sequentially in a series [15, 16]. A duplex heater consists of two heat exchanger modules (LPH-1/LPH-2) in a common shell. These modules are either purely condensing heat exchangers or have a condensation zone and a built-in drain cooler.
Two spaces of the heater are separated from each other by a partition in the vessel, and the steam extracted from the turbine at different pressures and temperatures is admitted through inlet nozzles. In the majority of designs, the partition is made as a double wall to ensure insulation. Therefore, the first wall, which faces the space with higher pressure, experiences the effect of increased pressure, and the second wall, which faces the space with low pressure, serves as heat insulation. Both the walls are made of thin sheet metal. For transferring the force, thin metal sheets are placed between these two walls. The space between two walls is interconnected with the vapor space with a lower pressure through a few holes in the wall lower part. The insulation serves for reducing heat losses and for saving energy. The water being heated moves from the water chamber through U-shaped tubes of the heat exchanger’s first module, whereas the steam from the extraction with pressure \({{p}_{1}}\) condenses on the tube surfaces. The water heated in the LPH-1 flows through the U-shaped tubes of the heat exchanger’s second module, is additionally heated by steam from the extraction with pressure \({{p}_{2}}\) (\({{p}_{2}} > {{p}_{1}}\)) and is again forwarded into the water chamber toward the outlet nozzle. The condensate is removed from the bottom through two or several nozzles. The condensate level in the LPH-2 is maintained by means of a control valve. The condensate produced in the LPH-1 is removed from it through a siphon to the condenser. Noncondensable gases are removed through ventilation headers.
The flows in the water chamber are arranged by dividing it into three spaces by means of two inner shells or inclined partitions. The water chamber’s inlet nozzle admits the main condensate to the LPH-1, and the chamber’s outlet nozzle removes the condensate from the LPH-2.
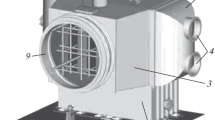
For large-capacity nuclear power plant (NPP) units equipped with the K-800-130/3000, K-1000-60/3000, and K-1200-6.8/50 turbines designed at NPO TsKTI (St. Petersburg), regenerative low-pressure heaters with improved efficiency have been developed. Figure 11 shows the PN-890-1.7-0.3-IА heater, which is used as the first-stage low-pressure heater in the regeneration system of the K-1200-6.8/50 turbine unit operating at the Novovoronezh-2 NPP.

Type PN-890-1.7-0.3-1A low-pressure heater (LPH-1) [8]. 1—Vessel; 2—water chamber; 3—tube sheet; 4—tube system; 5—partition. Nozzles for: 6—steam inlet; 7—main condensate inlet; 8—main condensate outlet; 9—heating condensate outlet; 10—air removal from the water chamber; 11—water chamber emptying; 12—steam–air mixture removal. 13—Direct-contact steam desuperheater.
For saving the turbine hall area of large-capacity power units, such apparatuses are built in the upper part of the condensers or are installed on the condenser shells between the turbine exhaust hoods. Owing to the placement of the heaters in close vicinity to the turbines, it becomes possible to minimize the length of the heating steam supply pipelines and, accordingly, the loss of heating steam pressure. The apparatus is a horizontal two-pass shell-and-tube heat exchanger with a U-shaped tube system with its heat-transfer tubes streamlined by cross flow, with the heating steam supplied in parallel to both the passes.
The upper and lower passes are separated by drain partitions, which prevent the lower rows of heat transfer tubes from being flooded with the heating steam condensate from the upper rows. Noncondensable gases are removed directly into the condenser vapor space through the nozzles in the vessel under the partition in the apparatus’s lower part. A direct-contact steam desuperheater is arranged in the noncondensable gas outlet area. The heating steam condensate is removed into the condenser’s lower part via a drain nozzle.
CONCLUSIONS
(1) The materials analyzed in the framework of this study show that each country has its own traditions in the design and manufacture of high- and low-pressure heaters and other apparatuses used in the steam-turbine regeneration systems. There is no commonly followed trend in this field, because the production experience gained by different manufacturers of heaters is perceived and mastered all over the world, and Russia is not an exclusion from this rule.
(2) Manufacturers in the United States are gradually shifting from the tradition of making HPHs and LPHs in the form of horizontal chamber-type apparatuses with U-shaped tubes, which predominated there, and which was also followed by European manufacturers, to the manufacture of header-and-helical coil type HPHs, an extensive experience with the manufacture of which has been gained in Russia and Europe.
(3) Concurrently, new designs of horizontal chamber-type LPHs are developed in Russia. The developers pursue the aim of decreasing the feedwater TTD levels in the apparatuses and making the apparatuses more reliable with simultaneously decreasing their operational and repair costs.
Notes
Heaters without a tube sheet and with U-shaped steel tubes welded to the headers.
REFERENCES
Yu. M. Brodov, K. E. Aronson, A. Yu. Ryabchikov, and M. A. Nirenshtein, “Current state and trends in the design and operation of water-cooled condensers of steam turbines for thermal and nuclear power stations (review),” Therm. Eng. 66, 16–26 (2019). https://doi.org/10.1134/S0040601519010026
Power and Gas Division. Siemens Steam Turbines Product Overview (Siemens AG, 2014). https://www.siemens. com.tr/i/Assets/siemens-steam-turbines-product-overview_EN.pdf.
A. D. Trukhnii, Stationary Steam Turbines (Energoatomizdat, Moscow, 1990) [in Russian].
Smarter. Cleaner. Steam Power. 2018 Steam Power Product Catalog — New Build Units (General Electric, 2018). https://www.gepower.com/steam
Shell&Tube Heat Exchangers. Famet Group. http://www. famet.com.pl/download/references/shell-tube-heat-ex. pdf
Standards for Closed Feedwater Heaters, 9th ed. (Heat Exchange Inst., Cleveland, OH, 2015).
Heysham 1 Power Station. EDF Energy. https://www. edfenergy.com/energy/power-stations/heysham-1
K. E. Aronson, V. I. Brezgin, Yu. M. Brodov, O. V. Komarov, M. A. Nirenshtein, P. N. Plotnikov, A. Yu. Ryabchikov, V. E. Mikhailov, L. A. Khomenok, Yu. G. Sukhorukov, S. N. Gavrilov, A. S. Gimmel’berg, M. A. Gotovskii, P. V. Egorov, V. F. Ermolov, et al., Machine Industry: Encyclopedia, Vol. 4-10: Heat Exchangers of Technological Subsystems of Turbine Units, Ed. by Yu. M. Brodov, O. O. Mil’man, V. E. Mikhailov, V. A. Rassokhin, and L. A. Khomenok (Innovatsionnoe Mashinostr., Moscow, 2016) [in Russian].
F. Cziesla, J. Bewerunge, and A. Senzel, “Lünen — State-of-the-art ultra supercritical steam power plant under construction,” in Proc. POWER-GEN Europe 2009, Cologne, Germany, May 26–29,2009.
C. Taylor, J. Rhorn, and J. L. Williams, “Shell and plate feedwater heater prototype test,” in Proc. ASME 2014 Power Conf. (POWER’2014), Baltimore, MD, July 28–31, 2014 (American Society of Mechanical Engineers,New York, 2014). http://citeseerx.ist.psu.edu/ viewdoc/download?doi=10.1.1.654.9137&rep=rep1& type=pdf
The Yuba® Advantage: Heat Exchanger Solutions (SPX Heat Transfer, 2015). http://spxheattransfer.com/ u-ploads/documents/Yuba_Feedwater_Heaters.pdf
D. Band, T. Benten, and J. Stahlhut, Header-type Feedwater Heaters — Renaissance of Superior Technology for Supercritical Power Plants (VGB PowerTech, 2007). https://ru.scribd.com/document/334447861/Header-type-Feedwater-Heaters-Balcke-Durr-pdf
B. F. Vakulenko, Confession of the Constructor (Volgodonskoe Poligrafob’edinenie, Volgodonsk, 2005) [in Russian].
Feedwater Heater Survey, Report No. GS-7417 (Electric Power Research Inst., New York, 1991).
Feedwater Heaters. CHEM Process Systems Private Ltd. http://www.chemprosys.com/wp-content/uploads/2013/ 05/Chem-Process-Heater-Brochure.pdf
Feedwater Heaters, Coolers. Thermal Power Tec GmbH. https://www.tpowertec.com/heatexchangers.htm
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by V. Filatov
Rights and permissions
About this article

Cite this article
Brodov, Y.M., Aronson, K.E., Ryabchikov, A.Y. et al. State of the Art and Trends in the Design and Operation of High- and Low-Pressure Heaters for Steam Turbines at Thermal and Nuclear Power Plants in Russia and Abroad: Part 1. Heater Types and Designs. Therm. Eng. 67, 685–698 (2020). https://doi.org/10.1134/S004060152010002X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S004060152010002X