
Abstract
In this study, two extraction methods were used sequentially. In the first stage, colemanite process waste was subjected to scrubbing and decantation, and colemanite concentrate was obtained. In the second stage, leaching and filtration processes were carried out on the colemanite concentrate, and pure boric acid was obtained. Colemanite process waste (CPW) contains colemanite, calcite, quartz and others minerals. The boron oxide percentage of CPW was increased by the scrubbing method. Thus, impurities of the CPW were decreased. Scrubbed CPW is referred to as colemanite concentrate (CC). Boric acid extraction was investigated by the leaching of the colemanite concentrate in sulfuric acid solutions. The characterization of colemanite concentrate was determined by X-ray diffraction (XRD) analysis and X-ray fluorescence (XRF) analysis. The leaching parameters in this study were solid/liquid ratio, stirring speed, acid concentration, and reaction temperature. It was observed that the dissolution efficiency increased with increasing reaction temperature and with decreasing solid/liquid ratio and acid concentration. CPW is a problem for the environment; however, in this study, this CPW was converted into a valuable product (boric acid).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Boric acid is used in industry, and it is also used as a raw material to produce boron compounds. Boric acid has a triclinic crystal structure and its chemical composition is H3BO3 containing 56.3% B2O3 [1]. Turkey uses colemanite concentrate to produce boric acid in sulfuric acid solutions at Bandirma (capacity 1000 000 t/yr) and at Emet (capacity 100 000 t/yr). Commercial boric acid is 56.25% B2O3, with 99.90% purity. It is produced with three different sulfate contents: the high sulfate product has a maximum of 500 ppm SO4, low sulfate a maximum of 130 ppm, and ultra-low sulfate a maximum of 12 ppm [2]. Boric acid is effective in reducing flammability in cellulose insulation, in cotton batting used in mattresses, and in wood composites, and is thus used as a fire retardant in these products [3]. Colemanite is a calcium borate mineral (theoretically, 50.8% B2O3) with a monoclinic crystal structure and a chemical composition of Ca2B6O115H2O. In Turkey, the boron minerals colemanite, ulexite, and tincal are produced commercially in large amounts. In Bigadic, colemanite ore (32% B2O3) deposits are mined in open pits, and the colemanite is processed in ore preparation facilities near the mines. Colemanite is enriched via processes such as crushing, wetting in water, washing by tumbling, sieving, triage and grading, and sold as concentrated colemanite in different grain sizes and chemical compositions. A major portion of this concentrated colemanite is exported [4]. Commercially ground colemanite is produced with a particle size of either 45 or 75 mm and a boron oxide content of 40 ± 0.5% B2O3. Four different size fractions are produced in the plant. The products of the concentrator plant are very coarse particle size of 25–125 mm with 42 ± 1% B2O3, coarse particle size of 3–25 mm with 35 ± 2% B2O3, medium particle size of 1–3 mm with 28 ± 2% B2O3 and fine particle size of 1 mm. The fine particles are pumped into three waste dams which includes 17 ± 5% B2O3 [2].
The parameters affecting the dissolution rate of boron minerals are studied. The dissolution rate increases with increasing temperature for colemanite in acetic acid [5], for colemanite in phosphoric acid [6], for ulexite in sulfuric acid [7], for colemanite in oxalic acid [8], for ulexite in oxalic acid [9], for tincal in oxalic acid [10], for ulexite in perchloric acid [11], for tincal in phosphoric acid [12], for ulexite in acetic acid [13].
The aim of the present study was to investigate the extraction of pure boric acid from colemanite process waste (CPW). The recovery of colemanite from the CPW was investigated by the scrubbing method. The boric acid crystals were extracted from the colemanite concentrate (CC) by the leaching method.
MATERIALS AND METHODS
Materials
The CPW sample was taken from Eti Mine Bigadic Boron Concentrator Plant and had a particle size of 1–3 mm. This medium particle size (CPW) had not been sold due to its low boron oxide content. The chemical analysis of the CC was carried out using X‑ray fluorescence (XRF) and boron oxide analysis was performed using volumetric methods. Chemical analysis showed that the sample contained 29.17% B2O3.
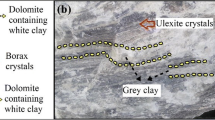
It has been found that colemanite ore deposits in Bigadic are composed of colemanite, hectorite type clay minerals, quartz, calcite, dolomite, and celestite [14].
The study was conducted in two stages. In the first stage, colemanite was recovered from CPW by the scrubbing method. In the second stage, the CC was leached in sulfuric acid solution.
Scrubbing Method
The scrubbing operation was performed to remove clay particles. A suspension was prepared by adding water to the plant sample. The suspension, with a solid content of 500 g/L, was stirred mechanically at 900 rpm for 2 h. The suspension was then left for 40 min in a glass cylinder, until the supernatant liquid looked visibly clear. The supernatant liquid was decanted and the remaining sediment was dried at room temperature. This fraction is relatively pure colemanite sediment.
Leaching Method
The leaching tests were carried out in a 500-mL three-neck glass reactor at atmospheric pressure. A mechanical stirrer with a digital display was used to agitate the solution. The heating or cooling of the reactor was carried out in a bath: a programmable refrigerated bath/circulator was used to keep the reaction medium at a constant temperature. A spiral condenser was used to avoid solution loss by evaporation. The temperature of the solution in the reactor was measured with a portable digital temperature measurement device with a probe, which had a range omit between 0 and 150 ± 0.1°C. The CC was weighed to 0.1 mg using an analytical balance. To prevent evaporation, a glass spiral condenser was put on the glass reactor. A digital chronometer was used to measure the retention time. The sulfuric acid, d-mannitol, sodium hydroxide, methyl red, and phenolphthalein reagents were of analytical grade.
In the leaching process, 100 mL of sulfuric acid solution was placed in the reactor and stirred. After the desired reaction temperature was reached, a certain amount of the dried CC was added to the solution. After a certain period of time, the stirring was stopped, and the hot solution was filtered by filter paper without any change in temperature. The leaching experiments were repeated at least twice. The amount of B2O3 in the filtrate was determined by a volumetric method [15], and the experimental parameters used in the leaching processes are given in Table 1.
Crystallization
The leach solution was filtered by filter paper without any change in temperature. Two phases, which were solid phase and liquid phase, were obtained by filtration. The leach liquor was crystallized by a programmable refrigerated circulator with cooling process at 35°C. The crystals were centrifuging for separating of solids, and the supernatant was discarded. The solids and crystals were dried at 40°C to obtain boric acid crystals. The dried crystals of the liquid phase were analyzed by XRD (Rigaku D/Max-2200/PC). The image of dried crystalline boric acid was analyzed by an SEM (JSM–6060 JEOL).
The flowsheet of experimental methods was given in Fig. 1.

Flowsheet of experimental methods.
RESULTS AND DISCUSSION
Scrubbing Studies
To enhance the boron oxide grade of the colemanite process waste, scrubbing was performed using a mechanical stirrer and a glass sedimentation cylinder by the method given in the previous section. In the first stage of scrubbing, water was added to the plant sample and the suspension was stirred. The suspension was then left for a certain period, after which the supernatant liquid was decanted. In the second stage of scrubbing, water was added to the remaining sediment and the suspension was stirred. The suspension was again left for a certain period, and the supernatant liquid was again decanted. This process was repeated five times.
The scrubbed waste or colemanite concentrate was dried and its grade was determined to be 40.72% B2O3, which was higher than that of the sample taken from the plant. This may be attributed to the significant amount of clay in the plant sample, which was removed by the scrubbing process. However, the increase in the ratio of boron oxide in the CPW from 29.17 to 40.72% indicates that the clay minerals were not completely separated from the CPW. Scrubbed waste is referred to as colemanite concentrate. Particle size analysis of the leaching sample was performed by a laser particle size analyzer (Malvern Instruments, Mastersizer 2000), and the results are given in Fig. 2.

The particle size distribution of the colemanite scrubbed waste.
X-ray diffraction (XRD) analysis of the CC was carried out on a Shimadzu with Cu Kα radiation. As seen in Fig. 3, the colemanite concentrate was mainly composed of colemanite and small amounts of quartz and calcite mineral.

X-ray diffraction analysis of colemanite scrubbed waste.
The chemical analysis results from X-ray fluorescence of the CC (other than B2O3) are given in Table 2.
Leaching Studies
Effects of solid/liquid ratio on the extraction process. The influence of the solid/liquid ratio on the extraction process was studied at a constant sulfuric acid concentration of 0.25 mol/L and a stirring speed of 300 rpm at a temperature of 30°C. The solid/liquid ratios of these tests varied from 30 to 100 g/L. Figure 4 shows that the slowest dissolution efficiency was obtained at a 100 g/L solid/liquid ratio.

Effect of solid/liquid ratio on leaching of colemanite waste (acid concentration of 0.25 mol/L, stirring speed of 300 rpm, at 30°C).
With 30 min of dissolution and a solid-to-liquid ratio of 3%, a solution yield of 87.12% was obtained, while with a solid-to-liquid ratio of 10%, the dissolution proportion was 54.70%. The dissolution efficiency increased with a decreasing solid-to-liquid ratio. This result may be attributed to the fact that an increase in the amount of solids in the suspension corresponds to a smaller amount of reagents. These results are in good agreement with the dissolution of colemanite in phosphoric acid solutions [6] and the dissolution of tincal in oxalic acid solutions [10].
Operating costs of leaching plants are expected to be high with a low solid-liquid ratio. Operating costs are expected to be low with a high solid-liquid ratio and when the plant is operating at high dissolution efficiency. Therefore, a solid-to-liquid ratio of 50 g/L was selected for the dissolution process.
Effects of stirring speed on the extraction process. The effect of stirring speed on the dissolution efficiency of CC was investigated at 30°C in 0.25 mol/L acid with a solid-to-liquid ratio of 50 g/L. As seen in Fig. 5, the dissolution efficiency was very little affected by stirring speed. Therefore, a mixing speed of 500 rpm was selected for the dissolution process.

Effect of stirring speed on leaching of colemanite waste (acid concentration of 0.25 mol/L, solid to liquid ratio of 50 g/L, at 30°C).
This result may be attributed to the fact that the efficiency dissolution of CC is chemical-reaction-controlled rather than diffusion-controlled. Similar results were found for colemanite in SO2-saturated water [16] and for colemanite in oxalic acid solutions [8].
Effects of sulfuric acid concentration on the extraction process. The experiments were performed in an acid concentration range of 0.25 to 2.0 mol/L acid with a solid/liquid ratio of 50 g/L and a stirring speed of 500 rpm at 30°C, as seen in Figs. 6 and 7. At an acid concentration of 0.25 M, dissolution was 83.90%, but it was 72.50% at an acid concentration of 2 M. The dissolution efficiency slowly decreased as the acid concentration increased from 0.25 to 2.0 mol/L. This result may be attributed to the fact that more gypsum is formed with increasing acid concentration.

Effect of sulfuric acid concentration on leaching of colemanite waste (solid to liquid ratio of 50 g/L, stirring speed of 500 rpm, at 30°C).

Effect of acid concentration on leaching of colemanite waste (solid to liquid ratio of 50 g/L, stirring speed of 500 rpm, at 30°C for 30 min).
The decrease in the efficiency of dissolution as the amount of sulfuric acid increased may be related to two factors. First, at low acid concentrations, boric acid and gypsum form as a result of the dissolution of colemanite in sulfuric acid (Eq. (2)). Second, at high acid concentrations, the sulfuric acid is consumed by calcite dissolution as a result of the gypsum formed (Eq. (3)). This result may be attributed to the fact that more gypsum is formed with increasing acid concentration, causing the formation of a gypsum film on the particle, which inhibits the diffusion efficiency of sulfuric acid on the particle surface. Similar results have been reported with ulexite dissolved in sulfuric acid solutions [7].
The reduction in dissolution efficiency with a change in acid concentration from 0.25 to 2 mol/L was 15%. However, the reduction in dissolution efficiency with a change in the acid concentration from 0.25 to 1 mol/L was about 1.5%. An acid concentration of 1 mol/L was selected because of the very small decrease in dissolution efficiency.
Effects of the reaction temperature on the extraction process. The experiments were carried out at different temperatures between 30 and 70°C. The influence of temperature on the dissolution efficiency of CC was investigated at a sulfuric acid concentration of 1.0 mol/L with a solid/liquid ratio of 50 g/L and a stirring speed of 500 rpm.
With 25 min of dissolution, dissolution yield is 79.75% at 30°C and 97.84% at 70°C. It was shown that the dissolution efficiency increased with increasing temperature, which is expected from the exponential dependence of the rate constant in the Arrhenius equation. Abali et al. [17] reported that dissolution of ulexite in oxalic acid solutions increased with increasing temperature.
As seen in Fig. 8, the maximum dissolution efficiency was obtained at 70°C. It was observed that colemanite was completely dissolved at 70°C in this study.

Effect of reaction temperature on leaching of colemanite waste (acid concentration of 1.0 mol/L, solid to liquid ratio of 50 g/L, stirring speed of 500 rpm).
Boric acid crystallization starts below 70°C. Thus, when the dissolution solution from a reactor is transported in pipes, the boric acid solution temperature will decrease in the pipes and filters and the boric acid solution will crystallize, so that the pipes and filters will be clogged by these crystals. For this reason, industrial dissolution of concentrated colemanite with sulfuric acid is performed at 85 ± 3°C.
Characterization of leaching and crystallization products. The leaching process of CC in sulfuric acid solution takes place via the following set of reactions. The dissolution of sulfuric acid is obtained in an aqueous medium as follows:
The overall reaction is as follows:
The reaction of colemanite with sulfuric acid results in the products gypsum and boric acid. The dissolution of calcite is obtained as follows:
The reaction between calcite and sulfuric acid results in gypsum.
The optimum conditions were found to be 1.0 mol/L sulfuric acid concentrations due to the high acid concentration requiring for colemanite dissolution and gypsum formation, a 500 rpm stirring speed, a 50 g/L solid to liquid ratio and a solution temperature of 70°C. 50 g/L solid CC was added to the solution prepared for optimum conditions, and was leached for 30 mins. The leach solution was filtered with filter paper. The liquid phase was crystallized in a water bath at a temperature of 35°C to obtain boric acid crystals. The liquid phase was not dried at ambient temperature due to the hygroscopic nature of gypsum. Instead, it was dried in an oven at 110°C for XRD analysis. As seen in Fig. 9, anhydrite (gypsum) and sassolite (boric acid) were observed in the XRD analysis.

X-ray diffraction analysis of crystallized liquid phase (acid concentration of 1.0 mol/L, solid to liquid ratio of 50 g/L, speed of 500 rpm, for 30 min).
As the solid phase was dried at 110°C, the crystal water evaporated from the gypsum, which became anhydrous because of its low dehydration temperature. The CC was leached using a sulfuric acid solution at the aforementioned optimum conditions for 120 min. The leachant solutions were filtered, and the liquid phase was crystallized at 35°C. The crystals obtained were dried at ambient temperature due to the low dehydration temperature of boric acid, and the crystallized liquid phase was analyzed by XRD (Rigaku D/Max-2200/PC).
Figure 10 shows the XRD patterns of the crystals. Only boric acid (H3BO3) peaks were observed by XRD analysis. The result of XRD is in agreement with Eq. (2). The colemanite and sulfuric acid reaction Eq. (2) resulted in boric acid.

X-ray diffraction analysis of crystallized liquid phase for 120 min (acid concentration of 1.0 mol/L, solid to liquid ratio of 50 g/L, speed of 500 rpm).
An SEM (JSM–6060 JEOL) image of crystalline boric acid is given in Fig. 11. The boric acid crystals, which have a triclinic structure, can be observed in the SEM images. The XRD and SEM analyses show that pure boric acid crystals can be produced using CC. As a result of chemical analysis, the solid residue was found to contain 30.2% CaO and 35.11% SO3. The coarse particle size of gypsum did not allow it to pass the filtration media with the leaching solution.

SEM images of crystal boric acid (a) ×1000 and (b) ×2500 (acid concentration of 1.0 mol/L, solid to liquid ratio of 50 g/L, stirring speed of 500 rpm, for 120 min).
Gypsum must be completely separated from the leaching solution to obtain pure boric acid crystals. However, a leaching solution content of gypsum and boron oxide was obtained from the leaching of the CC. This may be attributed to calcium ions passing the filter media.
The effect of dissolution times of 20–120 min was studied in optimum conditions. The results showed that the crystallized liquid phase consisted of anhydrite gypsum and sassolite for a dissolution time of 30 min (Fig. 9).
The XRD results showed that the crystallized liquid phase consisted of sassolite for a dissolution time of 120 min (Fig. 10). This may be explained by the fact that gypsum crystallization was found to take a minimum of 120 min. Gypsum crystallization must be completed during the leaching process, but gypsum crystals were not observed in the filtration solution after 120 min of dissolution time. Similarly, Taylan et al. [18] reported that the size of gypsum crystals increased with time due to crystal growth. Becker [19] found that the crystallization of gypsum took from 2 to 8 h.
Although the CC dissolved completely in 30 min of dissolution, gypsum crystals were observed in the XRD graph of the liquid phase.
The dissolution of CC in sulfuric acid solution was completed in 30 min, and a hot pregnant leach solution was obtained. This was filtered to obtain the liquid phase. When the liquid phase was cooled, solid crystals were obtained. However, the XRD graphs of these crystals showed that they consisted not only of boric acid (sassolite) crystals as expected, but that crystals of gypsum were also present. In order to obtain pure boric acid crystals, no crystals of gypsum should form in the filtration liquid phase. Borate, calcium and sulfate ions occur in the pregnant leach solution, and these must be entirely separated from one another. If solid gypsum is formed in a reaction between calcium and sulfate ions, this can be separated from the liquid borate ions by filtration. However, this reaction between calcium and sulfate ions and the formation of gypsum crystals takes time. In the dissolution process, borate, calcium and sulfate ions are first released as a result of the dissolution of CC in acid solution. Secondly, the calcium and sulfate ions react to form solid crystals of gypsum. However, it was observed that the 30 min of dissolution time was not long enough for gypsum crystallization to take place.
Colemanite concentrate was leached in sulfuric acid solution, and pregnant leach solution (PLS) was obtained. The PLS was divided by solid-liquid separation into the two phases. The liquid phase contained boric acid ions, calcium ions and sulfate ions due to the high solubility of boric acid in hot water. As the liquid phase cooled, white pure boric acid crystals were precipitated. The boric acid so formed passed into the liquid phase, while the gypsum, quartz and other solids remained on the solid phase.
In the dissolution study discussed in the paper, researchers working in this field helped to interpret the scientific data. In the study, CPW was converted into pure boric acid containing 56% B2O3. The XRD and SEM analyses show that pure boric acid crystals can be produced using CC.
CONCLUSIONS
This article offers an alternative solution for the exploitation of CPW. The sample is beneficiated by scrubbing in the first step, and the scrubbed sample is enriched by leaching in the second stage. In colemanite recovery from CPW by the scrubbing method, results indicated that the boron oxide grade of the sample was enhanced from 29.17 to 40.72% B2O3. Colemanite concentrate was obtained from CPW by scrubbing.
When the leaching of colemanite concentrate in sulfuric acid solutions was studied in a batch reactor, the results showed that the dissolution efficiency increased with increasing reaction temperature and decreasing solid-to-liquid ratio. The most important parameter for the dissolution efficiency was found to be the reaction temperature, while the least important parameter was found to be the stirring speed. In order to obtain pure boric acid crystals, no crystals of gypsum should form in the filtration liquid phase. It was found in this study that at least 120 min of dissolution time was needed for gypsum crystallization to be completed. It was revealed that the speed of gypsum crystallization was much slower than the speed of dissolution of CC. The optimum conditions were found to be a solid-to-liquid ratio of 50 g/L, a stirring speed of 500 rpm, an acid concentration of 1 mol/L, a temperature of 70°C and a time period of 120 min. Maximum boron oxide extraction efficiency was 99.99%.
High purity boric acid crystals were obtained from CPW by scrubbing and leaching. These results suggest that boric acid can be produced commercially from CPW. In this way, environmental problems from colemanite process waste will be reduced and the waste will gain an economic value. Boric acid has a great deal of utility as a raw material in various industries. Moreover, commercially boric acid, price of 700 USD/tons [20] was sold as crystals.
ACKNOWLEDGMENTS
The author would like to thank Eti Mine Works General Management for the XRD and XRF analysis and Serdar Sargin for his assistance in the chemical analysis.
NOTATION
CPW | colemanite process waste |
CC | colemanite concentrate |
XRF | X-ray fluorescence |
Leac-hing efficiency | \(\frac{{{\text{percent of the dissolved}}\,\,{{{\text{B}}}_{{\text{2}}}}{{{\text{O}}}_{{\text{3}}}}{\text{ in the solution}}}}{{{\text{percent of the dissolved}}\,\,{{{\text{B}}}_{{\text{2}}}}{{{\text{O}}}_{{\text{3}}}}{\text{ in the original sample}}}} \times 100\) |
SEM | scanning electron microscopy |
PLS | pregnant leach solution |
REFERENCES
Boron compounds, Kirk-Othmer Encyclopedia of Chemical Technology, Kirk, R.E. and Othmer, D.F., Eds., New York: Wiley, 2000, vol. 4, 4th ed., pp. 187–271.
Eti Maden. www.etimaden.gov.tr. Accessed April 11, 2016.
Lyday, P.A., Boron, U.S. Geological Survey Minerals Yearbook, Mineral Commodity Summaries, Washington, DC: United States Department of the Interior, Bureau of Mines, 2005.
Bayca, S.U., Effects of the addition of ulexite to the sintering behavior of a ceramic body, J. Ceram. Process. Res., 2009, vol. 10, p. 162.
Ozmetin, C., Kocakerim, M.M., Yapici, S., and Yartasi, A., A semiempirical kinetic model for dissolution of colemanite in aqueous acetic acid solutions, Ind. Eng. Chem. Res., 1996, vol. 35, p. 2355.
Temur, H., Yartasi, A., Copur, M., and Kocakerim, M.M., The kinetics of dissolution of colemanite in H3PO4 solutions, Ind. Eng. Chem. Res., 2000, vol. 39, p. 4114.
Tunc, M., Yapici, S., Kocakerim, M.M., and Yartasi, A., The dissolution kinetics of ulexite in H2SO4 solution, Chem. Biochem. Eng. Q., 2001, vol. 15, p. 175.
Alkan, M. and Dogan, M., Dissolution kinetics of colemanite in oxalic acid solutions, Chem. Eng. Process., 2004, vol. 43, p. 867.
Alkan, M., Dogan, M., and Namli, H., Dissolution kinetics and mechanism of ulexite oxalic acid solutions, Ind. Eng. Chem. Res., 2004, vol. 43, p. 1591.
Abali, Y., Bayca, S.U., and Mistincik, E., Kinetics of oxalic acid leaching of tincal, Chem. Eng. J., 2006, vol. 123, p. 25.
Demirkiran, N. and Kunkul, A., Dissolution kinetics of ulexite in perchloric acid solutions, Int. J. Miner. Process., 2007, vol. 83, p. 76.
Abali, Y., Bayca, S.U., and Guler, E.A., The dissolution kinetics of tincal in phosphoric acid solutions, Int. J. Chem. React. Eng., 2007, vol. 5, no. 1. https://doi.org/10.2202/1542-6580.1648
Ekmekyapar, A., Demirkiran, N., and Kunkul, A., Dissolution kinetics of ulexite in acetic acid solutions, Chem. Eng. Res. Des., 2008, vol. 86, p. 1011.
Gemici, U., Tarcan, G., Helvaci, C., and Somay, M., High arsenic and boron concentrations in groundwaters related to mining activity in the Bigadic borate deposits, Appl. Geochem., 2008, vol. 23, p. 2462.
Koklu, M., Ozyetis, O., Maraslioglu, D., Yavuklu, E., Celen, B., Tufan, T., and Gunduz, M., Developments in analyses of calcium borate, Proc. 18th International Mining Congress and Exhibition of Turkey, Antalya, 2003, p. 141.
Kucuk, O., Kocakerim, M.M., Yartasi, A., and Copur, M., Dissolution of Kestelek’s colemanite containing clay minerals in water saturated with sulfur dioxide, Ind. Eng. Chem. Res., 2002, vol. 41, p. 2853.
Abali, Y., Bayca, S.U., and Mistincik, E., Leaching kinetics of ulexite in oxalic acid, Physicochem. Probl. Miner. Process., 2011, vol. 47, p. 139.
Taylan, N., Gurbuz, H., and Bulutcu, A.N., Effects of ultrasound on the reaction step of boric acid production process from colemanite, Ultrason. Sonochem., 2007, vol. 14, p. 633.
Becker, P., Phosphates and Phosphoric Acid: Raw Materials, Technology, and Economics of the Wet Process, New York: Marcel Dekker, 1989, 2nd ed.
Statista – The Statistics Portal for Market Data, Market Research and Market Studies. https://www.statista.com. Accessed April 11, 2016.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bayca, S.U. A New Method for Colemanite Waste Processing. Theor Found Chem Eng 53, 395–403 (2019). https://doi.org/10.1134/S0040579519030035
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0040579519030035