
Abstract
The capital and operational expenditures and the energy efficiency of the conventional and chlorine processes of aluminum production are compared. A comprehensive analysis demonstrates that the chlorine process under modern conditions has the potentials for development as efficient production of high-purity aluminum in moderate amounts rather than as a large scale technology and an alternative to the Bayer–Hall—Héroult cycle.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
The aluminum industry is a classical example of the established trend of international labor distribution with orientation at preferable development of mining and primary processing of raw materials in developing countries. The process stages with high added value are operated in the countries with developed economy and main consumption of aluminum. The developing countries at present provide mining of more than 50% of bauxites, about 1/3 of alumina production and primary aluminum, and not more than 25% of consumption of primary aluminum [1].
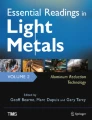
This structural geographical distribution is stipulated by the dominance of the Bayer–Hall–Héroult technology, which is used for the production of 90% of metallurgical alumina. High-quality raw materials for this method (gibbsite bauxites) are located mainly in the tropical zone. The stages of aluminum production are rather independent process stages and were transformed into separate subindustries. The technical and economic factors of deployment of plants of these subindustries are different and characterized by a significant territorial gap between mining, alumina production, and aluminum electrolysis production. Figure 1 illustrates the geography of RUSAL plants and the production amounts and the transport routes of bauxite and alumina.

Complete RUSAL aluminum cycle (https://rusal.ru/about/geography/).
The colonial structure of aluminum industry forms a high share of transport expenditures, up to $420/t Al, for instance, for Siberian plants. Such a structure promotes development of economically profitable trends of both alternative sources of raw materials and technologies and import of raw materials unencumbered by risks.
Numerous studies were carried out to improve the existing Hall–Héroult process [2]. Several alternative methods of aluminum production were developed. Most popular among them are the carbothermic reduction and nonclassical electrolysis processes (low-temperature electrolysis of molten chlorides (Alcoa process) and fluorides with vertical inert (low consumable) electrodes). The chlorine process closest to commercial implementation to date [3, 4].
The Laboratory of Aluminum Physical Chemistry and Technology, Baikov Institute of Metallurgy and Materials Science, and the Laboratory of Metallurgical Problems of Complex Ores carried out studies and pilot tests of the chlorination of various types of aluminum raw materials: kaolin clays, North Onega bauxites, alumina, and rough alumina extracted by alkaline or acidic beneficiation methods. The experimental results determined the technological and energy balances of aluminum oxide chlorination in fluidized bed with subsequent electrolysis of anhydrous aluminum chloride [5].
The aim of this work is to perform a technoeconomic estimation of the complete cycle of aluminum production by the chlorine process in comparison with the conventional Bayer–Hall–Héroult process.
TECHNIQUE OF QUALITATIVE, TECHNOLOGICAL, AND ECONOMIC COMPARISON
The advantages of electrolysis of aluminum chloride in comparison with alumina–cryolite melts, namely, a lower temperature of the process, a lower potential of AlCl3 decomposition, the inertness of carbon anode to chlorine, provide savings at this process stage. However, the electrolysis of aluminum chloride applies higher requirements onto the quality of raw materials and, hence, additional expenses for its preparation increase. High purity of raw materials and the absence of anode ash provide higher purity of marketable aluminum, close to that of high-purity aluminum (HPA).
The subsequent estimations [6] performed in MS Excel are based on the savings during the electrolysis of aluminum chloride and an alumina–cryolite melt with additional expenses for preparation of raw materials.
RESULTS AND DISCUSSION
Raw Materials
The raw material for the Hall–Héroult cells is metallurgical alumina, State Standard GOST 305558–98. 2 t alumina are consumed for 1 t Al. The cost of 1 t metallurgical alumina is $400/t Al2O3, or $800/t Al based on 1 t metallic aluminum.
Intermediate feedstock for electrolysis of aluminum chloride should contain at least 99.97% of the main component, AlCl3. Consumption per 1 t Al is 5 t aluminum chloride; per 1 t aluminum chloride, 0.4 t Al2O3. The cost of alumina chlorination is $63/t AlCl3.
The direct chlorination of natural or technical raw materials is unpractical variant, since, due to generation of high amount of chlorine by-products, it becomes difficult to use them; moreover, chlorine consumption increases [5].
Chlorine-active rough alumina with the minimum content of impurities is synthesized by hydrochloric acid enrichment of high silica aluminum containing raw materials. This method is being intensively developed at present [7, 8]. In addition, it is possible to use rough alumina produced after the thermal decomposition of aluminum hydroxide at 800°C, extracted by low-temperature carbonization at conventional alumina plants without deep desiliconization. High yield of chlorines can be achieved upon chlorination of such alumina.
According to our estimations, rough alumina is less expensive than the marketable product (State Standard GOST 30558–98) by about 5–25% due to simplification of its production as initial raw material for chlorination.
As a consequence, the estimated cost of aluminum chloride based on 1 t Al is (0.4 × 400 × 0.85 + 63) × 5 = $995/t Al (upon chlorination of rough alumina).
Thus, the cost of raw materials for the electrolysis of aluminum chloride is more expensive in comparison with those for the Hall–Héroult process by $195/t Al.
Use of Electric Energy
The modern Hall–Héroult prebake cells with a total current of 275–350 kA at anode current density of 0.85–0.88 A/cm2 provide a current efficiency of ~95%, the specific energy consumption is ~13 200 kWh/t Al, and the anode consumption is 550/420 kg/t Al (gross/net) [9, 10].
The electrolytic decomposition of aluminum chloride with a system of bipolar electrodes allows to decrease the specific energy consumption to 8800 kWh/t Al (at current efficiency of 86%), that is, by 35%, and to increase the single cell capacity by 4–8 times.
At average energy cost in the countries producing aluminum with discounts for aluminum companies accounting to $0.06 per 1 kWh [11], the comparative saving will be $264/t Al.
Anode Cost Reduction
The anode consumption upon the Hall–Héroult process is as follows:
carbon consumption at 100% CO2 is 333.5 kg; at 100% CO, 667 kg per 1 t Al;
estimated average operational index of anode consumption is 420 kg/t Al net and 550 kg/t Al gross.
The cost of raw materials for anode production is $350/t Al and the production cost is $150/t Al [12].
Therefore, the total cost of anodes per 1 t Al is:
net, total: (350 + 150) × 0.420 = $210/t Al;
gross, cost of production: 150 × 0.130 = $20/t Al.
Total cost of anodes: 210 + 20 = $230/t Al.
The additional operational expenditures related with the anode quality are as follows [12]:
cracking, $30/t Al;
formation of carbon dust, burning in air, CO2;
roughness;
burning off, $63/t Al;
replacement cycle and height, $13/t Al.
Total costs for anode quality are $106/t Al.
The overall expenditures for anodes in the Hall–Héroult process are 230 + 106 = $336/t Al.
In the electrolysis of aluminum chloride the anodes are nonconsumable and are accounted for in the capital expenditures.
Use of Off-Peak Energy
The alumina–cryolite bath is very sensitive to steady power supply.
Chloride baths are by far more tolerant to a decrease in power supply and can be maintained in hot idle mode consuming less than 15% of the energy consumed upon operation mode. This feature upon electrolysis of aluminum chloride allows us to increase the use of cheap off-peak energy.
Anode Effects
Anode effects occur in Hall–Héroult cells with an insufficient amount of dissolved Al2O3 required for electrochemical reaction; as a consequence, fluorides are decomposed on anode. Anode effects decrease the current efficiency.
Electrodes during electrolysis of aluminum chloride are not exposed to anode effects, since the active component of normal electrochemical reaction in this case is represented by chlorides (electrolyte contains only one anion, which can be oxidized on anode).
Process Losses of Raw Materials and Electrolyte
During the electrolysis of alumina–cryolite melts, the irrecoverable losses of an AlF3 electrolyte are 15–25 kg/t.
The alumina loss due to carry over with anode gases in the form of dust depends mainly on its particle size distribution (on content of less than 10–20 μm fraction), cell processing technology, adjustment of automatic alumina feeding and the anode effect frequency. The cumulative losses of floury alumina are 17–25 kg/t Al, which is ~10–15 kg/t higher in comparison with those of sandy alumina. The total cost of the process losses based on 1 t Al is $5.
The cells for aluminum chloride are hermetically sealed and such losses in fact do not occur.
Reduction of Operational Expenditures
Nonconsumable anodes during the electrolysis of aluminum chloride allows us to reduce the number of staff for their maintenance and to decrease operational labor expenses to $33 per 1 t aluminum.
Quality of Marketable Aluminum
Due to the low content of impurities upon the electrolysis of aluminum chloride, the purity of final product is higher in comparison with that in the Hall–Héroult process; taking into account advanced treatment of raw materials by fractional condensation, it is possible to produce HPA.
Environmental Impact: Reduction of Greenhouse Gas Emission
In the course of regular electrolysis by the Hall–Héroult method, the emitted anode gas contains 80–90% CO2, 10–20% CO, and minor amount of SiF4, depending on the silicon content in anodes. During the anode effect, the composition of anode gas changes. It consists of (%) 2–10 CO2, 70–95 CO, 3–20 CF4, and minor amount of C2F6. In comparison with CF4, the contribution of C2F6 to warming of atmosphere is insignificant despite its high heating potential. Its emission in terms of thermal effect is equivalent to additional 8.19 t CO2 per 1 t aluminum.
During aluminum production by electrolysis of alumina–cryolite melts in modern AP 30 cells, the amounts of CO2 emissions per 1 t Al are summarized in Table 1 [13].
During the pilot tests on chlorination of aluminum oxide in fluidized bed, the regime involving full use of chlorine was developed. The exhaust gases are continuously analyzed in the course of chlorination, and when chlorine traces are detected, additional blend is automatically fed to the reactor. Therefore, chlorine fed to the reaction area is fully absorbed and the process is environmentally safe.
The greenhouse gases emitted by plants operating with the chlorine method will contain CO2 with minor traces of SO2 (all exhaust gases will be captured by lime solution and treated by caustic soda solution). The assumed total amount of CO2 emitted upon coal combustion for chlorination in the presence of coke as a reducing agent would equal to 4.77 t per 1 t Al. Production of electricity at coal power plants would increase the amount of CO2 to 9.57 t per 1 t Al. The main positive effect upon implementation of the aluminum production from its chloride is the elimination of atmospheric emissions of polyfluorocarbons (PFC).
Therefore, the electrolysis of aluminum chloride will eliminate PFC emissions and reduce cumulative contribution to global warming by 40%.
Capital Expenditures
The estimates of the capital investments into aluminum production are in sufficiently wide range, which is determined not only by location of a plant, but also initial technological requirements to equipment, level of mechanization and automation, and environmental requirements [14, 15].
The capital investments into complete process cycle of aluminum production by the conventional and the chlorine process are estimated at about $6500 per 1 t capacity based on metallic aluminum. Herewith, in the structure of capital expenditures of the chlorine method, the major portion accounts for the preparation of raw materials and the chlorination of rough alumina (65%), and the minor portion, for electrolysis (35%). In the classical Bayer–Hall–Héroult technology, the ratio of capital investments is opposite: 35% for alumina production and 65% for electrolysis of alumina–cryolite melts. The proposed technological flowchart of the chlorine process for aluminum raw material includes closed cycle of chlorine use. Therefore, the processes of chlorination and electrolysis of aluminum chloride should be placed in direct proximity to each other with simultaneous investments into the complete cycle. In the case of the Hall–Héroult process, aluminum plants can enter into long term contracts for alumina delivery and avoid erection of their own alumina refineries; hence, the investments can be distributed in time. Contractual prices for alumina include all capital expenditures related with its production. The prices of alumina as a product of the world economic system are exposed to significant fluctuations, thus coating significant risks for aluminum production. The alumina price is about 50% of prime cost of aluminum produced by electrolysis of alumina–cryolite melts. Availability of own raw materials upon production of aluminum chloride protects this method against fluctuations of prices of raw materials.
The performances of the Hall–Héroult process and the chlorine process are compared in Table 2.
In combination with the comparative savings upon the electrolysis of aluminum chloride and minus expenses for chlorination process, the final economic effect is positive, about $421/t Al.
Commercial Implementation
Alcoa almost achieved industrial introduction of the chlorine method in the 1970s. At the end of 1982, after six years of operation, the workshop was suspended for an indefinite time period until reduction of prices for AlCl3.
Toth Aluminum Corporation (TAC) tested its clay-to-aluminum technology for chlorination and purification at a pilot plant with a capacity of 25 t/day. The report by Fluor Daniel made a conclusion about readiness of TAC chlorination technology for commercial implementation.
The advantages of the chlorine process of aluminum production are as follows:
(a) capability to perform electrolysis at significantly lower temperatures (~700°C) with less aggressive chlorine electrolyte,
(b) high yield (about 13 t Al/day) of one cell and low specific power consumption (about 9 kWh/Al without accounting for power consumption for chlorination),
(c) no oxidation of carbon anodes by chlorine (hence, they are nonconsumable).
The use of the verified materials, the working experience of the chlorine industry, and successful pilot tests reduce to minimum the problems of transition of the chlorine process to a commercial scale.
CONCLUSIONS
(1) Economic analysis of the chlorine process demonstrates that the supplemental expenses for preparation of raw materials and chlorination are reimbursed by the decrease in power consumption during electrolysis, and the saving of operational expenditures ensures a positive result for the complete cycle. As a consequence, the complete cycle of chlorine process allows us to save up to 20% of the operational expenditures in comparison with the conventional Bayer–Hall–Héroult technology, eliminating the risks of import dependence of raw materials and price fluctuations on the international market.
(2) The technological features of the complete cycle of aluminum production by the chlorine process stipulate the necessity to deploy the production on single site with lump sum investments into the complete cycle of aluminum production, which is a constraining factor of full scale investments into aluminum plants based on this technology.
(3) The electrolysis of aluminum chloride under modern conditions has development potentials as an efficient HPA production in small workshops.
REFERENCES
V. P. Maksakovskii, General Economic and Social Geography: Lecture Course (Vlados, Moscow, 2009), Part 2, p. 226–233.
P. V. Polyakov, V. A. Blinov, A. L. Voinich, et al., “Electrolysis of thickened alumina suspensions as a way to improve the Hall–Héroult process. Part. 1. Evolution of aluminum electrolysis process,” SFU Zh. Tekhn. Tekhnol., No. 1, 135–154 (2008).
M. B. Dell, W. E. Haupin, and A. S. Russell, “Electrolytic cell for metal production,” US Patent 3893899, 1975.
B. J. Welch, “Aluminium production paths in the new millennium,” JOM 51 (5), 24–28 (1999).
T. N. Vetchinkina, Yu. A. Lainer, D. Yu. Rozhkov, and A. S. Tuzhilin, “Processing of mineral raw materials by chlorine method using acid enrichment,” in Proceedings of the 7th Congress on NonFerrous Metals and Minerals (Krasnoyarsk, 2015), pp. 545–550.
I. V. Loginov, A. A. Shoppert, D. A. Rogozhnikov, and A. V. Kyrchikov, Alumina Production and Economic Estimations in NonFerrous Metallurgy: Guidebook (UMTs UPI, Yekaterinburg, 2016).
B. G. Balmaev, V. I. Pak, M. A. Ivanov, and A. A. Smirnov, “Tests of experimental facility of alumina production by means of acidic method from high silica aluminum raw materials,” in Proceedings of the 9th Congress on NonFerrous Metals and Minerals (Krasnoyarsk, 2017), pp. 184–185.
B. G. Balmaev, S. S. Kirov, V. I. Pak, and M. A Ivanov, “Kinetics of high-temperature hydrochloric leaching of kaolin clays of East Siberian deposits under laboratory conditions and pilot plant tests,” Tsvetn. Met., No. 3, 38–45 (2018).
Halvor Kvande, “Energy balance of aluminium reduction cells and ways of specific power consumption reduction,” in Proceedings of the 9th Congress on NonFerrous Metals and Minerals (Krasnoyarsk, 2017), pp. 188–194.
R. C. Perruchoud, M. W. Meier, and W. K. Fischer, “Survey on worldwide anode quality,” Light Metals, 573–578 (2004).
Retailenergy Price Data. https://www.globalpetrolprices.com/electricity_prices. Cited May 31, 2020.
R. Perruchoud, K. Hulse. and W.K. Fischer, “Dust generation and accumulation for changing anode quality and cell parameters,” Light Metals, 509–516 (1999).
IAI report—Results of the 2015 Anode Effect Survey, Report on the Aluminium Industry’s Global Perfluorocarbon Gases Emissions (2016). http://www.world-aluminium.org/media/filer_public/2016/08/08/2015_anode_effect_survey_result_2016.pdf. Cited May 31, 2020.
S. N. Akhmedov, Yu. V. Borisoglebskii, M. M. Vetyukov, B. S. Gromov, R. V. Pak, and V. A. Kozlov, “State and trends of development of aluminum production in the world,” Tsvetn. Met., No. 3, 47–52 (2002).
B. I., Zel’berg V. G. Grigor’ev, and M. A. Glushkevich, “Substantiation of investments into modernization and erection of aluminum plants in Russia,” Tsvetn. Met., No. 2. 29–33 (2009).
Funding
This work was supported by state project no. 075-00947-20-00.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by I. Moshkin
Rights and permissions
About this article

Cite this article
Balmaev, B.G., Vetchinkina, T.N., Lysenko, A.P. et al. Prospects of Aluminum Chloride Electrolysis under Modern Conditions. Russ. Metall. 2021, 667–671 (2021). https://doi.org/10.1134/S0036029521060057
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029521060057