
Abstract
The influence of the fraction of the powdered waxy material to be compacted and the holding time under load on the residual stresses and the elastic response of the compacts is studied. The elastic response is experimentally found to be minimal in the compacts with a porosity of 7–12% at residual stresses less than 0.02 MPa in the compacted material.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
INTRODUCTION
The wide use of investment casting is caused by the possibility of formation of products of complex shapes; however, the dimensional–geometric accuracy of castings is not high enough [1]. A significant number of operations and a large range of materials determine the importance of the search for options to decrease the cost of machining workpieces [2, 3].
The increase in the processing allowance is due to the thermophysical processes that take place on cooling or heating of a model composition. Shrinkage defects appear when an investment pattern is formed from a waxy model composition by pouring (liquid) or pressing (pasty) into a mold. The thermal expansion of such a model removed from a shell mold, which reaches 10–14%, is also a negative factor.
The method of manufacturing an investment pattern from a powdered waxy material by cold pressing seems to be effective [4]. In this case, an investment pattern after the end of compaction is a frame with a distributed porosity. Cold pressing provides the production of pressed investment patterns from waxy model compositions with a porosity of up to 14%. The compacting of a model composition to the density that is 10–12% lower than the density in the as-cast state is technologically justified [5].
An obstacle to the wide use of the new process under production conditions is the elastic response of a waxy model composition, which is determined by residual stresses and leads to an increase in the size of a pressed investment pattern by 0.4–1.2% [6]. Difficulties arise when an investment pattern of a complex shape is formed because of a lack of information about the stress and density distributions in variable cross-section areas.
The final parameters of compacts are affected by the press die speed and the holding time in a loaded state [7, 8]. The domestic and foreign scientific literature contain information about the processes of forming compacts from metallic powders [9–11], refractory mixtures [12], and polymer materials [13, 14], and this information can only be used to a small extent to predict the final properties of compacts made of waxy materials.
The purpose of this work is to study the influence of the parameters of compacting a powdered waxy material on the formation of residual stresses in a compact and to make recommendations for decreasing the elastic aftereffect.
EXPERIMENTAL
To form a compact, we used a widely used PS 50/50 waxy model composition, which is an alloy of paraffin and stearin with the same mass content of the components. The melting point of the composition is 52°C (determined using a Shimadzu DTG-60H differential thermal analyzer). Therefore, an experiment was conducted at a temperature of 20 ± 2°C. The preliminarily set technologically acceptable particle size range of the composition (with allowance for the technological possibility of production and the formation of thin-walled sections of compacts) was 0.63–2.5 mm.
Fractions of 0.63 and 2.5 mm were formed by sieving chips on sieves; the particles had an irregular flakelike shape of different thicknesses. Therefore, it is difficult to use the well-known techniques [15], which assume a spherical shape of particles, to calculate the final properties of the compact. The compacting of a powder mixture conventionally consists of the following three stages: structural deformation of the mixture to be compacted, the stage of pressure growth without increasing the density, and the stage of plastic deformation [16]. Obviously, it is advisable to start recording the load that appears on compacting a powder beginning with the third stage.
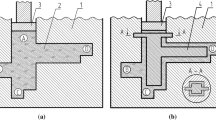
The powder mixture was loaded into a steel cylindrical mold d = 43.3 mm in diameter and was preliminarily compacted by bumping-down at a frequency of 3.5 Hz. The height (h0i) of the compacted mixture (powder preform) of porosity Π0i was taken to be initial (Fig. 1a). h0i was adjusted by charge mass mi (Table 1). Compacting was performed until the central section of the compact reached the height h equal to the mold diameter d (Fig. 1b). We prepared porous compacts of density ρi, which is 0–12% lower (see Table 1) than the model composition density (which is ρlit = 921 g/cm3 for the state of gravity casting). The maximum density ρmax of the PS 50/50 composition (0.942 g/cm3) was determined by compacting an as-cast cylindrical sample at 12 MPa for 10 h on an AG-X plus (Shimadzu) universal testing machine.

Scheme for the formation of a compact from a waxy model composition: (a) start of crosshead motion and (b) end of crosshead motion.
Sample porosity Πi was determined by the formula
where Πun is the underpressing parameter, which shows how much (%) the compact density ρi is less than ρlit of the sample of the same volume.
Charge mass mi was determined by the following expression with allowance for the required sample density:
To ensure equal conditions for compacting porous bodies with different initial masses, the press die speed was set to decrease porosity Πi by the same value per unit time. The AG-X plus (Shimadzu) machine does not allow the crosshead speed to be continuously changed. Since each value h0i corresponds to its specific initial porosity Π0i, the constant crosshead speed vi was set so that the porosity decreased to 0 in t = 60 s. Choosing mass mi, we calculated height hmini corresponding to complete compacting (Πi = 0),
where S is the base area of the forming cavity cylinder.
With allowance for Eq. (3), the crosshead speed in compacting a powder blank is
where Δhi = h0i – hmini is the conventional crosshead displacement (mm). The values of vi for each Πi are given in Table 1.
When the crosshead reached position h, the samples were kept in the loaded state for 1 h. This time is thought to be sufficient for a compact to reach the state where the stresses change insignificantly during relaxation and the density is uniformly distributed. The stresses at the press die were recorded with the AG-X plus (Shimadzu) testing machine in the course of holding. Once the experiment was completed, the compact was removed from the mold, and its height hc was determined using a DIN863 Vogel recorder accurate to 0.001 mm. The ultimate compressive strength of the cylindrical compacts removed from the mold was determined with the AG-X plus (Shimadzu) testing machine at a cross arm speed of 0.1 mm/s.
Based on the experimental results, we plotted the ultimate compressive strength and the stress during relaxation as functions of the holding time under load and the elastic response of the compact Rc as a function of Πun. The elastic response was determined by the formula
where h = d and hc is the height of the compact removed from the mold.
RESULTS AND DISCUSSION
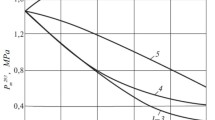
Figure 2 shows the experimental dependences of the stresses detected during the relaxation of the compacts on the time of their holding in the loaded state, when the moving elements of the mold are closed. The experimental dependences of the stresses upon unloading on the holding time that correspond to Πun < 12% and are obtained at a step of 2% belong to the region bounded by the solid and dotted lines. The reliability of approximation by the proposed polynomial dependences is quite high. Note that the stresses decrease faster than an exponential law. Stress relaxation continues throughout the entire test time and is most intense during the first 25 minutes. When compacts are fabricated from a fraction of 0.63 mm, the stresses in the case of Πun = 0% are 30% higher than those for a fraction of 2.5 mm.

Stress on unloading vs. the holding time under load for the compacts made of a fraction of (a) 2.5 and (b) 0.63 mm.
When Πun decreases, the differences in the stresses decrease; at Πun > 12%, the fraction of the material does not affect the stress at the beginning of unloading (Fig. 3). Ultimate compressive strength σu depends on the fraction of the material. The ultimate compressive strength of the compacts made from a fraction of 0.63 mm (σu1) is 19–27% higher than that of the compacts made from a fraction of 2.5 mm (σu2) at Πun = 0–12% (see Fig. 3). The ultimate compressive strength of the compacts for all values of Πun considered in this paper is technologically acceptable. However, Rc does not meet the experimental requirements at all Πun.

Compressive strength of the compact and the stresses corresponding to the beginning of unloading vs. the relative porosity (underpressing Πun).
When a compact is removed from the mold after compacting, the maximum elastic response was found to be Rc = 1.2% along the pressing axis, which is determined by residual stresses. The experimental data demonstrate that, after one-hour cycle under load, the compact remains stressed and the maximum value of Rc (Πun = 0) is 0.65% (Rc1) and 0.62% (Rc2) for the compacts made from fractions of 0.63 and 2.5 mm, respectively (Fig. 4). The minimum elastic response (Rc < 0.1%) was observed in the compacts at Πun = 7–12% formed at residual stresses σres < 0.02 MPa in the material.

Residual stresses and elastic response vs. the relative porosity (underpressing Πun).
CONCLUSIONS
(1) The stress relaxation in the compacts made of the PS 50/50 paraffin–stearin composition is most intense in the first 25 min of holding under load.
(2) The maximum stresses that appear in compacting the powder composition made of a fraction of 0.63 mm to Πun = 0% are approximately 30% higher than those in the compacts made of a powder fraction of 2.5 mm.
(3) At 0% < Πun < 12%, the ultimate compressive strengths of the compacts made of a powder fraction of 0.63 mm are 19–27% higher than those of the compacts made of a fraction of 2.5 mm.
(4) The elastic response of the compacts made of both powder fractions is minimal (Rc < 0.1%) at 7% < Πun< 12% and residual stresses σres < 0.02 MPa. Thus, to produce compacts with minimum Rc, it is preferable to use an algorithm, which takes into account the underpressing parameter when the stresses at the press die are lower than 0.02 MPa, for choosing the pressing rate.
REFERENCES
Investment Casting, Ed. by V. A. Ozerov, 4th ed. (Mashinostroenie, Moscow, 1994).
S. G. Zhilin, O. N. Komarov, A. A. Sosnin, and V. V. Predein, “Formation of castings of an increased dimensional accuracy using combined foundry patterns made from aluminothermal and waxy mixtures,” Zagot. Proizv. Mashinostr, No. 11, 6–11 (2016).
N. R. Prokopchuk, N. D. Gorshcharik, A. Yu. Klyuev, N. G. Kozlov, E. I. Rozhkova, and I. A. Latyshevich, “Possibility of using modified rosin in model compositions for precision casting,” Trudy BGTU, No. 4, 106–118 (2012).
S. G. Zhilin, O. N. Komarov, A. A. Sosnin, and G. L. Panchenko, “Method of manufacturing investment pattern,” RF Patent 2632051, 2017.
S. G. Zhilin, I. G. Sapchenko, and O. N. Komarov, “Elastic response of compacts during the deformation of heterogeneous powder materials,” Vestn. ChGPU, Ser. Mekh. Predel. Sost., No. 4, 163–168 (2015).
S. G. Zhilin, O. N. Komarov, and A. A. Sosnin, “Modeling of metal forming processes by estimating the stress-strain state of compacts of polymer model compositions using the finite element method,” Vestn. PNIPU. Mashinoctr. Materialoved. 19 (2), 48–66 (2017).
Modeling of Powder Die Compaction, Ed. by P. R. Brewin, O. Coube, P. Doremus, and J. H. Tweed (Springer, London, 2008).
V. M. Gorokhov, O. V. Mikhailov, M. B. Stern, and A. F. Il’yushchenko, “Influence of the scheme of warm pressing on the distribution of the final properties of powder products of complex shape,” Nauk. Notatki, No. 29, 59–64 (2010).
T. V. Rozhkova, V. N. Kuskov, and N. I. Smolin, “Investigation of the influence of interparticle contacts on the process of preliminary pressing of powder material,” Agroprod. Politika Rossii, No. 11 (71), 140–144 (2017).
G. A. Pribytkov, V. V. Korzhova, and E. N. Korosteleva, “Strength properties and fracture characteristics of Al–Cr and Al–Cr–Si composites formed by hot compaction of powder mixtures,” Deform. Razrushenie Mater., No. 8, 13–20 (2013).
V. V. Rybin, Severe Plastic Deformation and Fracture of Metals (Metallurgiya, Moscow, 1986).
D. Gruber, H. Harmut, and A. Mikhelich, “Finite element calculation of the state of stress in refractory injectors during pressing,” Ogeup. Tekh. Keram., No. 4, 5, 66–69 (2013).
T. A. Gruznova, V. I. Krivolapov, and I. I. Mikryukov, “Method of pressing plastic and viscoelastic materials in a hydropress mold and a hydropress for their pressing,” RF Patent 2042524, 1995.
A. A. Burenin, “Elastic response of a medium during development, stop, and repeated viscoplastic flow, including instantaneous unloading,” Vestn. Nizheg. Univ., No. 4, 5, 2043–2044 (2011).
V. N. Tsemenko, D. V. Fuk, and S. V. Ganin, “Determination of rheological characteristics and modeling of the extrusion of powder and porous materials. Part 1. Powder body,” Nauch.-Tekh. Ved. SPbGPU 243 (2), 124–133 (2016).
G. A. Libenson, V. Yu. Lopatin, and G. V. Komarnitskii, Powder Metallurgy Processes. Vol. 2. Molding and Sintering (MISiS, Moscow, 2002).
ACKNOWLEDGMENTS
We thank D.A. Potyanikhin for his participation in the work.
Funding
The work was carried out in terms of state assignment no. 075-00414-19-00 to the Khabarovsk Federal Research Center, Far East Branch, Russian Academy of Sciences.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by K. Shakhlevich
Rights and permissions
About this article

Cite this article
Zhilin, S.G., Bogdanova, N.A., Komarov, O.N. et al. Decrease in the Elastic Response in Compacting a Paraffin–Stearin Powder Composition. Russ. Metall. 2021, 459–463 (2021). https://doi.org/10.1134/S0036029521040376
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029521040376