
Abstract
The phenomenon of spall fracture of high-strength steel specimens with the formation of two fracture surfaces during standard tensile tests is discussed. The fracture along two planes is shown to occur not simultaneously: first, fracture induced by a tensile load is observed, and then a second fracture plane forms, presumably, according to the spallation mechanism. The sequence proposed for the two fractures is confirmed by the results of fractographic analysis. The spallation during tension of standard specimens is found to differ from the classical spallation under an intense external action in the scheme of deformation wave formation and the source of spallation energy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 INTRODUCTION
Spall fracture is observed during an external high-energy action, e.g., a ballistic test [1]. In this case, a compression wave appears in the action zone: it propagates across the specimen thickness and can lead to compacting and increasing the strength of the material, but it cannot cause its fracture. Shock wave hardening was even proposed as a method for increasing the strength of steel plates and was also used for welding plates made of dissimilar metallic materials. Reflecting from the free surface, the compression wave transforms into a tensile wave. At a certain time, the tensile stress reaches a critical value, namely, the tear strength, which causes the separation of the material and cracking in the plane parallel to the back surface of the plate. The development of a circular crack along a circumference ultimately leads to the formation of a “spall coin.” The practice of ballistic tests of armor steels demonstrates the presence of brittle spalls from the back of the plate at a certain combination of acting conditions and the mechanical properties of the material.
Some time ago, spall fracture of a material was proposed to determine the tear strength. This characteristic was considered as determining for evaluating the brittle strength [2, 3]. Despite the simplicity of the theoretical solution to the problem of forming a plane shock wave, the method of determining the tear strength in ballistic tests has not received wide recognition due to their experimental complexity.
The problem of spall fracture is studied in detail due to its practical importance and is widely reflected in the scientific literature [4–9]. However, to the best of our knowledge, there are no works that would discuss the spall fracture of high-strength metallic materials during standard tensile tests. This type of fracture was achieved by us when testing cylindrical specimens made of bearing steel [10]. As the object of research, the authors of [10] studied the VIAM steel designed for the manufacture of elements of rolling bearings operating at elevated temperatures. The purpose of this work is to continue the study of the fracture of the high-strength steel.
2 EXPERIMENTAL
2.1 Characterization of Material
Bearings work under extremely hard conditions characterized by high contact compression stresses under alternating load and possible slip. The bearing material must elastically deform with shape recovery after unloading. These requirements are fulfilled in classic ShKh15 steel with a high (0.95–1.10%) carbon content [11].
The requirements of the engineering industry to increase the heat resistance of bearing steel to 300°C and then to 500°C led to the transition to steels with carbide precipitation hardening, such as domestic EI347 (8Kh4V9F2-Sh) and US M50 steel (Table 1). The EI347 domestic steel is characterized by high carbide inhomogeneity due to a high tungsten content, and it leads to a decrease in the fatigue life due to spalling in the surface of bearing elements under significant alternating contact stresses. The investigations of VIAM researchers were aimed at developing bearing steel with high performance characteristics up to extreme (500°C) operating temperatures. The development of the chemical composition of the new ball-bearing steel, the melting methods, and the scheme of deformation of ingots are described in [12]. High fatigue contact durability was achieved due to a homogeneous steel structure, ensuring a uniform state of stress and eliminating the concentration of internal stresses.
2.2 Fracture of High-Strength Steel during Tensile Tests
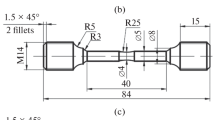
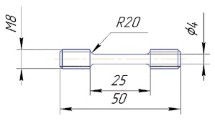
The tests of the new high-strength bearing steel were accompanied by an ambiguous and unusual character of fracture. In particular, when performing tensile tests of standard cylindrical specimens, the authors of [10] detected their fracture in fillets, with the specimens being divided into three parts, despite the fact that a step fillet was used to reduce the stress concentration. This character of failure was explained by the high brittleness of the material, at which even an insignificant stress concentrator leads to a local increase in the stress. Subsequently, the specimens were replaced by corset ones, and their gage portion was thinned from 5 to 4 mm, which made it possible to localize fracture in the corset zone. However, the cases of unusual fracture were also take place in testing specimens of the new geometry: fracture occurred along two planes in the central part of the gage portion, with the specimen being divided into three parts.
In the present work, similar corset specimens were tested [10]. Tensile tests to failure were carried out in accordance with GOST 1497–84 on an electromechanical Zwick/Roell 50 DS testing machine. The ultimate tensile strength of the new bearing steel was σu = 2300–2800 MPa, the relative elongation was δ = 0, and the relative reduction of area was ψ = 0. As in [10], the cases of fracture of specimens at the center of the gage portion along two planes were noted (Fig. 1). In some cases, fracture occurred along two almost parallel planes and the spalled plates had a cylindrical shape (specimen 1); in other cases, the fracture planes were located at a low angle to each other. Therefore, the plates had a wedge shape (specimens 2, 3, 5) or the shape of a skew cylinder (specimen 4). The thickness of the plates in their highest part was 0.87–1.92 mm (Table 2).

Appearance and fracture of specimens with a corset gage portion.
3 SUBSTANTIATION OF THE SPALL FRACTURE PHENOMENON
The multiplicity of fracture does not contradict the basic postulate of fracture of a homogeneous solid body, which states that fracture occurs when the ultimate state of stress is reached at some point. Consequently, a homogeneous material in a homogeneous state of stress can be destroyed into many parts when the limit level of stresses is reached. Such a uniform state of stress is provided in the gage portion of standard cylindrical specimens of a homogeneous material during static tension; therefore, their multiple fracture is possible. The fracture of specimens made of structural materials with the formation of one fracture surface is due to the heterogeneity of the material structure and the state of stress, leading to fracture localization.
If the fracture of the specimens made of the new high-strength bearing steel is assumed to be caused by its structural homogeneity, the fracture along two surfaces should occur simultaneously according to the same mechanism at the uniform state of stress ensured by the specimen geometry and the external force application conditions.
It is difficult to experimentally determine the simultaneity or separation in time of the fracture of two surfaces; therefore, fractographic analysis of these surfaces was carried out using an Olympus Lext OLS 4100 confocal laser scanning microscope. As an example, in Figs. 2–4 show micrographs of both surfaces of the spalled plates (conventionally, face and back surfaces) of various geometries, in the form of a circular cylinder, a skew cylinder, and a wedge, respectively. A brittle fracture nucleus with the subsequent development of a “brittle” crack and the formation of a relatively homogeneous fracture surface are observed on the front surfaces of the plates formed during the fracture of specimens 1 and 4 (Figs. 2a, 3a). The back surfaces are characterized by greater planeness and the absence of a fracture nucleus (see Figs. 2b, 3b). The micrographs of the surfaces of the ending part of the wedge-shaped plate (see Fig. 4) indicate an almost identical character of the fracture of specimen 2.

(a) Face and (b) back fracture surfaces of the spalled plated in specimen 1.

(a) Face and (b) back fracture surfaces of the spalled plated in specimen 4.

(a) Face and (b) back fracture surfaces of the spalled plated in specimen 2.
The results of a fractographic analysis of two fracture surfaces indicate different mechanisms of their formation, which refutes the assumption of the identical state of stress in these fracture regions and, as a consequence, the version of simultaneous formation of two fracture surfaces. The authors of [10] assumed that the first fracture is caused by the tension of the specimen and the second (back) surface forms via spallation.
The spall fractures during an impact or explosion and during tension of a specimen have different wave perturbation formation conditions. In the classical version (plate under an external action), spallation is caused by supplied energy, and the spall fracture during tension of a specimen occurs due to internal accumulated energy. The material before tension-induced fracture can be considered as a stretched spring. The fracture of the specimen in a certain plane generates an unloading wave, i.e., a deformation compression wave. The compression wave reflects from the end of the specimen and becomes a tensile wave, which leads to spallation.
The fracture of specimens during tension with the formation of a spall plate is also due to the formation and propagation of deformation waves and, correspondingly, tensile and compressive stresses. The plate thickness is determined by the tensile wave growth time, which, in turn, characterizes the load decrease time. Based on kinetic concepts of fracture, we can consider the time of load reduction as the time of development of a critical crack having appeared in certain volume in a specimen. A crack can appear in any section of a specimen, most likely, on its surface. If the crack velocity is assumed to be 1600 m/s [12–15], the load decrease time with allowance for the gage portion thickness of the specimen (4 mm) is τ = 4 × 10–3 (m) : 1600 (m/s) = 25 × 10–7 s. Let the mass velocity be equal to a strain rate of 400 m/s. The distance at which there the increase in the strain and, hence, the tensile stresses is maximal can be estimated at L = 4 × 105 (mm/s) × 25 × 10–7 (s) = 1 mm. The calculated spallation thickness agrees quite well with the experimental results (0.87–1.92 mm) despite the extremely rough estimate of the initial parameters.
4 CONCLUSIONS
The fractographic study of the two fracture surfaces of the plates spalled during tensile tests of corset specimens made of high-strength bearing steel revealed different mechanisms for their formation. After the fracture typical of tension conditions, fracture with the formation of a second fracture surface occurs. The second fracture surface forms according to spallation due to the appearance of a deformation unloading wave induced by the initial fracture. The fundamental difference between the fracture during tension of specimens and the classical spall fracture under an intense external action consists in the formation of spallation due to the internal energy accumulated in a specimen during tension and in the formation of a deformation unloading wave.
REFERENCES
S. A. Novikov, “Fracture of materials under intense shock loads,” Sorov Obrazov. Zh., No. 8, 116–121 (1999).
Ya. B. Fridman, Mechanical Properties of Metals (Oborongiz, Moscow, 1952).
G. V. Stepanov and V. A. Makovei, Dynamic Fracture Toughness of Structural Materials (Naukova Dumka, Kiev, 1993).
Explosion Physics, Ed. by L. P. Orlenko (Fizmatlit, Moscow, 2004).
A. A. Utkin, Yu. V. Petrov, ad I. V. Smirnov, Structure–Time Theory of Spall Fracture (Polytekhnika, St. Petersburg, 2016).
G. I. Kannel, S. V. Razorenov, and V. E. Fortov, “Submicrosecond strength of materials,” Mekh. Tverd. Tela, No. 4, 86–113 (2005).
A. N. Dremin and A. M. Molodets, “Kinetic characteristics of spall fracture,” Prikl. Mekh. Tekhn. Fiz., No. 6, 85–95 (1980).
B. A. Tarasov, “Resistance to the fracture of plates under shock loading,” Probl. Prochn., No. 3, 121–122 (1974).
I. V. Smirnov and A. A. Utkin, “Spall fracture effects in the nanosecond action range,” Vestn. Nizhny Novgorod Univ., No. 4(4), 1776–1777 (2011).
I. V. Gulina, O. V. Sedov, N. O. Yakovlev, and A. V. Grinevich, “Features of testing bearing steel,” Trudy VIAM, No. 10, article no. 07 (2019).https://doi.org/10.18577/2307-6046-2019-0-10-76-83
Metallurgy and Heat Treatment of Steel and Cast Iron (Gos. Nauchn.-Tekhn. Izd. Lit. Chern. Tsvetn. Metall, 1956), pp. 821–828.
V. I. Gromov, N. A. Kurpyakova, E. N. Korobova, and O. V. Sedov, “New heat-resistant steel for aviation bearings,” Trudy VIAM, No. 2(74), article no. 02 (2019). https://doi.org/10.18577/2307-6046-2019-0-2-17-23
V. M. Finkel’, Physics of Fracture (Metallurgiya, Moscow, 1970).
T. Nicholas, “Elastoplastic stress waves,” in Impact Dynamics, Ed. by J. A. Zukas, T. Nicholas, H. F. Swift, and L. B. Greshchuk (Mir, Moscow, 1985).
V. N. Nikolaevskii, “Dynamic strength and rate of fracture,” in Impact, Explosion, and Fracture (Mir, Moscow, 1981), pp. 166–203.
E. N. Kablov, “Innovative solutions of FGUP VIAM GNTs RF for ‘Strategic Directions of Designing Materials and Technologies of Their Processing until 2030,’” Aviats. Mater. Tekhnol., No. 1(34), 3–33 (2015). https://doi.org/10.18577/2071-9140-2015-0-1-3-33
Funding
This work was performed in terms of the scientific direction Fundamental Studies, Certification of Materials, and Nondestructive Control (Strategic trends in the development of materials and processing technologies for the period until 2030 [16]).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by K. Shakhlevich
Rights and permissions
About this article

Cite this article
Grinevich, A.V., Slavin, A.V., Yakovlev, N.O. et al. Phenomenon of Spall Fracture during Tension. Russ. Metall. 2020, 1230–1234 (2020). https://doi.org/10.1134/S0036029520100092
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029520100092