
Abstract
The joint effect of samarium and holmium on the properties of an IMV7-1 Mg–Y–Gd–Zr alloy in two different states, namely, homogenized and homogenized and subsequently aged at 200°C to the peak strength, has been studied at testing temperatures of 20 and 250°C. Samarium and holmium do not change the behavior of the Mg–Y–Gd–Zr alloys during aging; at the same time, the presence of ~4% Sm in the alloys accelerates the decomposition of the magnesium solid solution and increases their strength properties, and the presence of 2 to 5% Ho in the IMB7-1 alloys containing 4% Sm leads to a decrease in their strength properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
Magnesium alloys are used in modern engineering as light structural materials. The alloying of magnesium with rare-earth metals (REMs) allows one to substantially increase the strength characteristics of magnesium alloys at both near-room and increased, to 200–300°C, temperatures [1–6]. Mg–Y–Gd–Zr alloys, an IMV7-1 (Mg–5% Y–5% Gd–0.5% Zr) alloy is among them [7], demonstrate a high level of the strength properties [7–10].Footnote 1 Since REMs are simultaneously present in ores, it is of interest to study the structure and properties of the alloys, which also contain other REMs along with the main REMs, such as yttrium and gadolinium. In this case, the different effect of individual REMs on the properties of magnesium should be taken into account. Earlier, we studied the individual effect of samarium [11] and holmium [12] on the properties of the IMV7-1 alloy of the Mg–Y–Gd–Zr system. We found differences in the effect of these metals.
In the present study, we study the joint effect of samarium and holmium on the strength properties of Mg–Y–Gd–Zr alloys with the yttrium and gadolinium contents close to those in an IMV7-1 alloy.
EXPERIMENTAL
The alloys for the investigation were melted in an electric resistance furnace using steel crucibles and a protective VI-2 flux containing 38–46% MgCl2, 32‒40% KCl, 3–5% CaF2, 5–8% BaCl2, 1.5% MgO, <8% (NaCl + CaCl2). All alloying elements were made part of a melt in the form of preliminarily prepared master alloys, such as Mg–44.2% Gd, Mg–28.5% Y, Mg–42.2% Y, Mg–42.1% Ho, Mg–43.2% Sm, and Mg–9.6% Zr (industrial master alloy). High-purity metals, such as Mg96 magnesium (99.96% purity), ItM-1 yttrium (>99.83% purity), GdM-1 gadolinium (99.83% purity), GoM-1 holmium (>99.83% purity), and ItbM-1 ytterbium (>99.83% purity) were used. To prepare ingots 15 mm in diameter and 90 mm in height, a 250-g melt was cast from the crucible into a steel mold heated to 250–300°C.
Similarly to Mg–Y–Gd–Sm–Zr and Mg–Y–Gd–Ho–Zr alloys [11, 12], the prepared alloys were subjected to homogenizing annealing in air at 515°C for 6 h and subsequent air cooling. In fact, in this case, alloy quenching occurs and results in the formation of a supersaturated solid solution. After homogenizing annealing, the samples were subjected to isothermal aging at 200°C, which ensures the peak strengthening of the alloys [3, 9]. The decomposition of the supersaturated solid solution was traced by measuring the hardness and electrical resistivity. The Brinell hardness was measured at temperatures of 20 and 250°C and a load of 25 kN (250 kgf) by indentation of a ball 5 mm in diameter using a TSh‑2M tester. The electrical resistivity of the alloys was measured using a setup based on a BSZ-010-2 microhmmeter and samples having a gage length of 23.74 mm and a gage diameter of 6 mm. The error of determining the electrical resistivity was ±0.7%.
The mechanical properties of the alloys were determined during compression at room temperature at a strain rate of 1 mm/min on an INSTRON 3382 universal testing machine and standard cylindrical samples 9 mm in height and 6 mm in diameter.
The microstructure of the alloys was studied using a Reichert M 24 (Austria, Vienna) metallographic microscope. To reveal grain boundaries and phases, polished sections were subjected to etching in a 0.5% alcoholic solution of nitric acid. The contents of alloying elements in the alloys were determined by chemical analysis.
RESULTS AND DISCUSSION
Table 1 gives the compositions of the alloys under study. To estimate the strength properties of the alloys, two states of them were selected: the homogenized alloys and the homogenized alloys subjected to aging to the peak strength were studied. The aging conditions were selected taking into account the fact that an aging temperature of 200°C ensures the peak strengthening of REM-containing magnesium alloys [3]. To determine the aging time, which ensures the maximum aging of the studied alloys, isothermal aging was performed at this temperature, and the hardness was measured after holding for 0.5 and 128 h. Simultaneously, the electrical resistivity, which characterizes the depletion of the magnesium solid solution during its decomposition, was measured.
Figures 1 and 2 show variations of the hardness and electrical resistivity of the Mg–Y–Gd–Zr, Mg–Y–Gd–Sm–Zr, and Mg–Y–Gd–Sm–Ho–Zr alloys during isothermal aging at 200°C, respectively. As is seen, the dependences of both hardness and electrical resistivity of all the systems demonstrate similar behavior. The variations of the hardness indicate two stages; at the first stage, the hardness varies slightly (incubation period) and, at the second stage, the hardness increases abruptly and passes through a maximum. This behavior of the hardness of the supersaturated solid solution during its decomposition is typical of magnesium alloys containing yttrium and gadolinium [10].

Hardness HB of alloys 1–5 (see Table 1) vs. time of aging at 200°C.

Electrical resistivity (ρ) of alloys 1–5 vs. time of aging at 200°C.
It should be noted that alloying with samarium decreases the incubation period and the time it takes to reach the peak strength as compared to those for the IMV7-1 alloy, which contains only yttrium and gadolinium. The combined alloying of the IMV7-1 (Mg‒Y–Gd–Zr) alloy with samarium and holmium decreases the incubation period and the time it takes to reach the peak strength.
The behavior of the electrical resistivity corresponds to that of the hardness during aging. As the aging time increases, similarly to the hardness, the electrical resistivity changes in two stages. At the first stage, the electrical resistivity is almost unchanged; at the second stage, as the hardness increases, the electrical resistivity decreases. The decrease in the electrical resistivity with increasing aging time of alloys indicates depletion of the magnesium solid solution and, therefore, confirms the character of joint effect of samarium and holmium on the decomposition of the magnesium solid solution, which manifests itself in changing the hardness.
An analysis of the dependences of the hardness and electrical resistivity of the studied alloys allows us to conclude that alloying of the INV7-1 alloy with samarium and combined alloying of the INV7-1 alloy with samarium and holmium decrease the time of incubation period, i.e., the time of the onset of aging decreases. This indicates the fact that the decomposition of the magnesium solid solution accelerates. In other words, the substitution of holmium for yttrium and gadolinium in the presence of samarium in the used amounts will decrease the heat treatment time ensuring the peak strengthening, i.e., will improve the manufacturing process despite the fact that the presence of holmium in the absence of samarium decelerates the decomposition of the supersaturated solid solution in the IMV7-1 alloy [12].
The results of studying the aging kinetics at 200°C allowed us to choose the aging time at this temperature, which ensures the peak and near-peak strengthening of the studied alloys. To age the alloys at 200°C, we use τag = 32 h for alloys 1–3 and τag = 16 h for alloys 4 and 5. These aging times were used for the heat treatment of the alloys to determine their compression mechanical properties at room temperature and at 250°C. Tables 2 and 3 give the results of tests. It follows from these data that additional alloying with samarium and combined alloying with samarium and holmium of the IMV7-1 alloys lead, within the used contents of additions, to an increase in the strength properties of the alloys in both homogenized and aged (after homogenization) states both at room temperature and 250°C. However, it should be taken into account that, in the case of a substantial decrease in the yttrium and gadolinium contents and the substitution of samarium and holmium for these metals, the strength properties of the alloys in both homogenized and aged (after homogenization) states decrease at both room and high temperatures.
According to the data on the hardness of the alloys studied at 20 and 250°C (Figs. 3, 4), the hardness of all homogenized and aged alloys at 250°C is lower than that at room temperature and remains sufficiently high; this confirms the high-temperature strength of the alloys. A comparison of the hardness of homogenized alloy 2 (Mg–5.9% Y–5.9% Gd–4.2% Sm–0.5% Zr) containing additionally only samarium at room temperature before tests at 250°C and at room temperature after hardness tests at 250°C shows that, in the second case, the hardness is higher. This can indicate the fact that, during tests at 250°C, additional strengthening is possible. Such a tendency is also observed for other homogenized alloys containing both samarium and holmium at its contents of ~2–3.5% (Fig. 3). As the holmium content increases to 5%, no additional strengthening during tests at 250°C is observed. Additional strengthening during tests at 250°C of aged alloys is observed only for alloy 2 (Mg–5.9% Y–5.9% Gd–4.2% Sm–0.5% Zr).

Hardness of alloys 1–5 (see Table 1) after homogenization at 515°C for 6 h.

Hardness of alloys 1–5 (see Table 1) after aging at 200°C for 32 h (alloys 1–3) and 16 h (alloys 4 and 5).
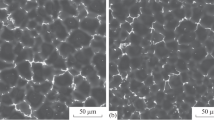
Metallographic analysis shows that the structure of all alloys is characterized by the presence, along with the magnesium solid solution, of small amounts of darker (as compared to the magnesium solid solution) inclusions of second phases, which are magnesium compounds with REMs and are formed during nonequilibrium solidification, and small dark gray inclusions of the α-Zr phase. The structure of the homogenized alloys is characterized by the presence of only dark α-Zr phase inclusions. Particles of REM-containing magnesium compounds, which form during solidification, completely dissolve in the magnesium solid solution in the course of homogenization. That is to be expected, since, according to the binary phase diagram [13], the yttrium, gadolinium, and holmium contents in the alloys are substantially lower than their maximum solubility in the magnesium solid solution. A samarium content of ~4% is slightly lower than the maximum samarium solubility in the magnesium solid solution, which is 5%. However in the presence of yttrium, gadolinium, and holmium, the magnesium solid solution region extends: therefore, if individual gray Mg41Sm5-phase inclusions formed in the as-cast alloys as a result of nonequilibrium solidification, they would completely dissolve in the magnesium solid solution upon homogenizing annealing. Disperse inclusions of the strengthening β′ phase (REM-containing magnesium compounds) [14, 15], which precipitate as a result of decomposition of the supersaturated solid solution and ensure an increase in the strength properties of alloy after aging, are not observed with an optical microscope because of their small sizes (even at the given aging time). Figures 5 and 6 show micrographs of the structures of some as-cast, homogenized, and aged alloys. These structures are also typical of the other alloys under study.

Microstructures of alloys (a, b) 1, (c, d) 4, and (e, f) 5 in (a, c, e) as-cast and (b, d, f) homogenized states.

Microstructures of alloys (a) 4 and (b) 5 homogenized and subsequently aged at 200°C.
CONCLUSIONS
(1) The additional presence of samarium (~4%) in Mg–Y–Gd–Zr alloys was found to accelerate the decomposition of the magnesium solid solution in the alloys and to increase their strength properties at both room and elevated temperatures.
(2) The presence of ~2–5% holmium in IMV7-1 alloys containing 4% Sm leads to a decrease in their strength properties as the yttrium and gadolinium contents decrease.
Notes
From here on, the element contents are given in wt %.
REFERENCES
J. Bohlen, D. Letzig, and K.U. Kainer, “New perspectives for wrought magnesium alloys,” Mater. Sci. Forum 546–549, 1–10 (2007).
E. N. Kablov, E. F. Volkova, and E. V. Filonova, “Effect of REE on the phase composition and properties of a new heat-resistant Mg–Zn–Zr–REE magnesium alloy,” Metalloved. Term. Obrab. Met., No. 7, 19–26 (2017).
L. L. Rokhlin, Magnesium Alloys Containing Rare-Earth Metals (Taylor and Francis, London, 2003).
H. Li, F. Lv, X. Liang, Y. Qi, Z. Zhu, and K. Zhang, “Effect of heat treatment on microstructures and mechanical properties of a cast Mg–Y–Nd–Zr alloy,” Mater. Sci. Eng. A 667, 409–416 (2016).
L. Tang, W. Liu, Z. Ding, D. Zhang, Y. Zhao, E. J. Lavernia, and Y. Zhu, “Alloying Mg with Gd and Y: increasing both plasticity and strength,” Comput. Mater. Sci. 115, 85–91 (2016).
I. A. Anyanwu, S. Kamado, and Y. Kojima, “Aging characteristics and high temperature tensile properties of Mg–Gd–Y–Zr alloys,” Mater. Trans. 42 (7), 1206–1211 (2001).
E. M. Dritz, L. L. Rokhlin, N. I. Nikitina, et al., “Magnesium-based alloy,” USSR Patent 1010880, Byull. Izobret., No. 29 (2), 439 (1997).
H. R. J. Nodooshan, W. Liu, G. Wu, Y. Rao, C. Zhou, S. He, W. Ding, and R. Mahmudi “Effect of Gd content on microstructure and mechanical properties of Mg–Gd–Y–Zr alloys under peak-aged condition” Mater. Sci. Eng. A 615, 79–86 (2014).
J. Zheng., Z. Li., L. Tan, X. Xu, R. Luo, and B. Chen, “Precipitation in Mg–Gd–Y–Zr alloy: atomic-scale insights into structures and transformations,” Mater. Charact. 117, 76–83 (2016).
L. L. Rokhlin, T. V. Dobatkina, N. I. Nikitina, and I. E. Tarytina, “Study of properties of high-strength Mg–Y–Gd–Zr magnesium alloy,” Metalloved. Term. Obrab. Met., No. 12, 15–18 (2010).
E. A. Luk’yanova, L. L. Rokhlin, T. V. Dobatkina, I. G. Korol’kova, and I. E. Tarytina, “Effect of samarium on the properties of Mg–Y–Gd–Zr alloys,” Russian Metall. (Metally), No. 1, 51–55 (2018).
L. L. Rokhlin, T. V. Dobatkina, E. A. Luk’yanova, I. E. Tarytina, and D. R. Temralieva, “Affect of holmium and ytterbium on the strengthening of high-strength IMV7-1 Mg–Y–Gd–Zr magnesium alloy,” Metalloved. Term. Obrab. Met., No. 7, 31–37 (2019).
Phase Diagrams of Binary Metallic Systems, Ed. by N. P. Lyakishev (Mashinostroenie, Moscow, 1997–1999), Vol. 2, pp. 697–698, 978–980; Vol. 3, Part 1, pp. 322–324, 342–344, 349–351.
T. Kawabata, K. Matsuda, S. Kamado, Y. Kojima, and S. Ikeno, “HRTEM observation of the precipitates in Mg–Gd–Y–Zr alloy,” Mater. Sci. Forum 419–422, 303–306 (2003).
J. F. Nie, “Precipitation and hardening in magnesium alloys,” Met. Mater. Trans. A 43, 3891–3939 (2012).
Funding
This study was performed in terms of state assignment no. 075-00746-19-00.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by N. Kolchugina
Rights and permissions
About this article

Cite this article
Rokhlin, L.L., Dobatkina, T.V., Tarytina, I.E. et al. Joint Effect of Samarium and Holmium on the Strength Properties of Mg–Y–Gd–Zr Alloys. Russ. Metall. 2020, 976–981 (2020). https://doi.org/10.1134/S0036029520090116
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029520090116