
Abstract
A “hardenability” experiment which contained solution treatment followed by single-side quenching and aging afterward of a cylinder specimen was carried out to research on the choice of cooling method considering temperature distribution, hardness and microstructure for a newly developed high-strength heat resistant rare-earth wrought magnesium alloy Mg–Gd–Y–Zr–Ag–Er. The results revealed that the closer the sample was to the quenching surface, the faster the temperature decreased. The largest measured temperature difference was 320°C. The hardness was ranging from 76 to 86 HV in the quenched state, and 110 to 119 HV in the aged state. The various cooling rates had little effect on the hardness, the grains and precipitates of this kind of magnesium alloy, solution treatment followed by a lower cooling process like air cooling may be a better choice.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 INTRODUCTION
Quenching following solution treatment, with aging afterward, has long been applied to alloys to improve their mechanical properties. Solution allows alloying elements to be uniformly dissolved into base elements, quenching maintains this state rapidly to room temperature to prevent exsolution, and aging leads to homogeneous aggregation and growth of solute elements to resist dislocation and grain boundary movement, thus the properties of the alloy materials are improved such as strength, corrosion resistance and electrical conductivity, etc.
Wang [1] found solution treatment raised the content of ferrite and lowered the content of austenite of steel without changing the phase composition. Li [2] employed a progressive solid-solution process to achieve a significant solid-solution strengthening effect and refined austenite grains. Sun [3] proposed a new multistage interrupted artificial aging treatment to improve corrosion resistance and even completely eliminated the residual stress as well.
For magnesium alloys, especially the Mg–RE alloys, have received considerable attention in recent years because of their low density and high specific strength [4, 5]. However, the heat treatment process is still under exploration, Asl [6] investigated the effect of deep cryogenic treatment on the microstructure and mechanical properties of AZ91 magnesium alloy. Han [7] revealed the effects of solution treatment time on the microstructure and properties of Mg–6Gd–3Y–1.5Zn–0.6Zr alloy. Iwaszko [8] discovered jet nozzle cooling led to a greater grain refinement than naturally cooled material of AZ91 by friction stir processing. Wang [9] and Xie [10] found that appropriate quenching cooling rate help to reduce residual stress while maintaining the mechanical properties of magnesium alloys.
As illustrated above, temperature, holding time and cooling rate are the key factors in various heat treatments, among which cooling rate can be commonly and conveniently controlled by quenching media like water [11], air [12], liquid nitrogen [6], etc. Nevertheless, these cases can only provide a limited number of cooling rate conditions to investigate mechanical properties, one-dimensional thermal conductivity model established by single-surface quenching called the “hardenability” experiment [13] could be used to study the effect of successive cooling rates on mechanical and other properties of a material.
The magnesium alloy studied in this work is a newly developed high-strength heat resistant rare-earth wrought magnesium alloy Mg–Gd–Y–Zr–Ag–Er, and a “hardenability” experiment was carried out to explore the temperature distribution, hardness, grain morphology and precipitates under various cooling rates. The results would be beneficial to the design of the heat treatment process and the application of the alloy.
2 EXPERIMENTAL
The chemical composition (wt %) of the Mg–Gd–Y–ZrAg–Er alloy is listed in Table 1, and the state of the as-received alloy was homogenized.
The cylinder specimen with 32 mm diameter and 136 mm length was cut from a cone sample by employing a wire cut electric discharge machine (EDM). A tapping bit was used to drill six threaded holes. The distances between the central axis and the bottom surface were 6 mm (no. 1), 10 mm (no. 2), 30 mm (no. 3), 50 mm (no. 4), 70 mm (no. 5), 100 mm (no. 6), respectively. The thermocouples with threaded heads were screwed into the holes. To ensure that the thermocouple probe was in close contact with the specimen, the hole depth is slightly less than the probe length, and the bottom of the hole is processed as flat as possible. The temperature data of the thermocouples were saved by a temperature paperless recorder with a frequency of 1 Hz. Heat insulation asbestos was employed around the cylinder to prevent heat exchange between the unquenched surface and the air, as illustrated in Fig. 1.

(a) The cross-section schematic diagram and (b) the picture of the sample.
Solution treatment at 500°C was conducted for 8 h in a resistance furnace with a fan and then quenched in 20°C water only by the bottom surface to acquire a one-dimensional thermal conductivity behavior, with a transfer time of less than 20 s. Three screws were evenly placed in the center of the iron plate to make the quenching bottom surface horizontal. The liquid level was adjusted to an appropriate height to make sure that the bottom surface has just been immersed in water. The cylinder sample was clamped next to the screws tightly with no less than 1300 s, thus all of the above procedure was to ensure the effect of single-surface quenching, as shown in Fig. 2.

Picture of single-surface quenching.
Then the sample was cut in half by wire EDM, and one half was aged at 225°C for 24 h to attain peak hardness. Both the quenched and aged halves were grinded with nos. 400, 1000, 2000 sandpapers and mirror polished with polishing cloths, the hardness test equipment was KHVS-1000MT. The samples were measured with a load of 300 g and a dwell time of 15 s, the hardness measurement path was along the central axis direction, with an interval of 2.5 mm firstly and 5 mm subsequently as marked and five points were measured nearby each marked position.
The grain morphology was observed through optical optical microscope (OM), four specimens in quenched and aged states were cut at the quenched surface and 100 mm (no. 6) away from the quenched surface, and were etched with a picric acid solution before observation. The precipitates were observed through transmission electron microscopy (TEM), four specimens were cut at the quenched surface and 100 mm (no. 6) away from the quenched surface. Then the specimens were ground to 50 μm and punched to a diameter of 3 mm, and then twin-jet electro-polishing in a solution of 4% perchloric acid, 1% nitric acid, and 95% ethyl alcohol at 30 V and –35°C, finally with a thickness of 10 μm.
3 NUMERICAL SIMULATION
A 3D full-size model using the finite element method (FEM) was established. Density, thermal conductivity, and expansion coefficient under different temperatures were tested as boundary conditions, together with the heat transfer coefficient (HTC) in 20°C water quenching condition [10]. The heat transfer model was used in the FEM software ABAQUS to verify the accuracy of the temperature curves, and the number of finite elements was set to 17040.
4 RESULTS AND DISCUSSION
4.1 Temperature
The measured temperature curves were depicted in Fig. 3, the horizontal lines at the beginning of the curves showed that there was almost no temperature drop during the transfer because of the asbestos, while the temperature decreased once the sample contacted the water, and the closer the sample was to the water, the faster the temperature decreased.

Measured (nos. 1, 2, 3, 4, 5, and 6) temperature curves.
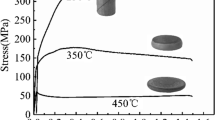
To observe the temperature profile of the entire sample at a given time, four contours at 5, 40, 200, and 950 s were illustrated in Fig. 4. At 5 s (Fig. 4a), the temperature remained at 500°C for most of the sample, with a difference only in the area near the bottom surface; at 40 s (Fig. 4b) when the temperature gradient was the largest from Fig. 3, the highest and lowest values were 490 and 170°C, with a difference of 320°C; at 200 s (Fig. 4c) when around the inflection point of the temperature curves, the temperature varied from 300–120°C; at 950 s (Fig. 4d), all the sample temperature was below 40°C, and the temperature dropped very slowly afterward. In addition, the cooling process of the single-surface quenching experiment was shown to be consistent with the one-dimensional unsteady heat conduction model via simulation.

Simulation temperature at (a) 5, (b) 40, (c) 200, (d) 950 s.
Based on Fig. 3, the temperatures of the corresponding simulation results, together with the surface data, were added in the form of dashed curves, as illustrated in Fig. 5. For comparison purposes, the horizontal line at the beginning of the experimental curve was eliminated, the zero point was where the temperature started to drop. The overall trend was that the simulation temperatures decreased faster than that of the experimental ones in most cases within ~100 s, while it got reversed afterward, this should mainly attribute to the following reasons:

Measured and simulated temperature curves.
First of all, as the most important boundary condition in the heat transfer simulation model, the HTC mentioned in the previous work itself had errors [10] which would bring about a certain error in the temperature simulation. Then, to ensure the bottom surface totally immerse in the water in the actual operation of single-surface quenching, the side near the bottom (~1 mm) also contacted the water (in Fig. 2) and the contacted depth fluctuated because of the birth and burst of bubbles, this was different from the ideal simulation model. Besides, the thermocouples had a response delay, with a maximum of ~0.5 s, which affected the accuracy most at the beginning when the cooling rate was largest. Moreover, when the HTC decreased drastically at the end of the quenching, the heat transfer between the area not covered by asbestos and the air cannot be neglected, leading to a larger actual temperature drop than the simulated values, especially at the nos. 1 and 2 thermocouples.
To quantify the accuracy, absolute relative error (ARE) and average absolute relative error (AARE) can be calculated as follows [14]:
where Ei and Pi stand for the experimental (EXP) and simulated (FEM) values, respectively; N is the number of data. The AARE between the measured and simulated temperature values was 15.58%, whose accuracy was acceptable.
Cooling rates are important factors in solution and quenching heat treatments. Keeping it from getting too low in a certain quenching sensitivity temperature range is the key to maintaining the mechanical properties of aluminum alloys [15]. However, there was no sensitivity temperature range reported in the study of the quenching sensitivity of magnesium alloy [12, 16] at present similar to that of aluminum alloys [15, 17]. Given that the precipitation strengthening effect is not good enough when the aging temperature is lower, the temperature range of 450–200°C was chosen to calculate the cooling rates at the positions of each thermocouple both in experiments and simulations, together with that of the surface, and the AREs were listed, as shown in Table 2. In addition, since the thermocouple cannot be inserted on the quenched surface, and considering that both the actual test and the simulation model were one-dimensional heat conduction (the temperature in the same axial distance away from the quenched surface of the sample was equal), the fifth-order polynomial fitting was carried out. The axial distance away from the quenched surface was the independent variable and the cooling rates of the six thermocouples was the dependent variable, the fitted cooling rate of the quenched surface was 8.69°C/s, and the fitted value was treated as experimental value.
The further away from the quenching surface, the lower the cooling rates were, the cooling rate at no. 1 was about eight times that at no. 6 from the experimental values, and the multiple was more than ten when compared the surface with no. 6. In practice, such a huge temperature gradient will induce residual stress in the heat treatment of parts and even cause cracking until scrap, which was also the focus of many papers [9, 10, 18, 19]. The AREs revealed that the error was larger near the quenching surface.
4.2 Hardness
The hardness of the quenched and aged half-samples along the central axis was depicted in Fig. 6. The “hardenability” of the heat-treatable alloys is characterized by the lowering percentage of the hardness as a function of distance away from the quenching end after aging [13], the corresponding quenched hardness was also added.

The quenched and aged hardness along the central axis.
Compared with the hardenability of steel [20] and aluminum alloy [13], the hardenability of this kind of magnesium alloy was not obvious in the view of hardness, ranging from 76 to 86 HV in the quenched state, and 110 to 119 HV in the aged state. To explore the reasons for this phenomenon, and consider that precipitation strengthening played a critical role in improving the strength [16], the grain size and morphology were characterized by OM, and TEM was applied to characterize the distribution and morphology of precipitates.
4.3 Microstructure
Two representative positions, namely, at the place of the quenching surface (the cooling rate was 8.69°C/s) and no. 6 thermocouple position (the cooling rate was 0.82°C/s) were selected to analyze the grain morphology and precipitates in quenched and aged state.
The grain morphology was illustrated in Fig. 7. The grain size of homogenized state, quenched state of quenched surface and 6# position were 81 [21], 127 and 135 μm, which grew significantly in the solution treatment. However, the grain size of aged state either at the quenched state or no. 6 position was ~150 μm, the grain growth was not obvious. In addition, the grain size had little relationship with the cooling rates. The quenched grains had almost no precipitates in Figs. 7b and 7c, while the grains in aged state had chain-like precipitates in Fig. 7d and homogeneously distributed precipitates in Fig. 7e.

Grain morphology of (a) homogenized [21], quenched state of (b) quenched surface and (c) no. 6 position; aged state of (d) quenched surface and (e) no. 6 position.
To further study the precipitation behavior, TEM observation was carried out in the corresponding positions above. The bright field of TEM images were illustrated in Fig. 8.

TEM images obtained of (a) quenched and (b) aged state of quenching surface; (c) quenched and (d) aged state of no. 6 position.
EDS analysis of the precipitates were shown in Fig. 9, which was mainly Mg–Gd–Y alloy, the Ag and Zr elements are uniformly distributed and show no significant effect on the precipitation behavior. Moreover, by comparing the same Mg–Gd–Y-based alloys [22] and Mg–Gd–Y–Zr–Ag alloys [23, 24], the fine lenticular-shaped precipitates were β' precipitates formed in the peak-aged samples.

STEM-EDS maps for aged state at (a)–(e) quenching surface and (f)–(j) position no. 6 of Mg, Gd, Y, Zr, Ag, respectively.
The grain of this magnesium alloy was very pure in Fig. 8a, which indicated that the alloying elements were fully dissolved into the magnesium matrix, and in Fig. 8b the precipitates exhibited two different distributions, one was dispersion distribution, the other was distributed along several lines. This phenomenon could probably be explained as follow: It can be seen from Table 2, Figs. 4 and 5 that the temperature gradient near the quenching surface is large, while the temperature gradient at no. 6 is quite small. At the same time, the area with large temperature gradient is likely to cause thermal stress. Therefore, the precipitates may have a chain-like distribution besides a dispersion distribution, which was also observed in the heat affected zone of welding of Mg–Gd–Y–Zr alloy [25].
Figure 8c had no big difference compared with Fig. 8a, however, in Fig. 8d, the precipitates were distributed very evenly, and the above distribution phenomenon does not occur because the cooling rate was relatively low.
Nevertheless, despite these subtle differences, precipitation behavior has little influence on the hardness experiment, which implied the various cooling rates had no obvious effect on the mechanical properties of this kind of magnesium alloy, this was not the same as rare-earth magnesium alloys containing the LPSO phase [9, 12, 16]. In this instance, solution treatment followed by a lower cooling process like air cooling may be a better choice.
5 CONCLUSIONS
The closer the sample was to the quenching surface, the faster the temperature decreased. The largest measured temperature difference was 320°C, the AARE between the measured and simulated temperature values was 15.58%.
The hardenability of this kind of magnesium alloy was not obvious in the view of hardness, ranging from 76 to 86 HV in the quenched state, and 110 to 119 HV in the aged state.
The various cooling rates had little effect on the grains and precipitates of this kind of magnesium alloy, solution treatment followed by a lower cooling process like air cooling may be a better choice.
REFERENCES
H. Wang and T. Wang, “Influence of hot rolling and solution treatment on the microstructure and mechanical properties of high-boron duplex stainless steel 0Cr21Ni5Ti–2B,” Met. Sci. Heat Treat. 63, 126–131 (2021). https://doi.org/10.1007/s11041-021-00658-w
Z. Li, H. Wang, Yu. Zhao, L. Wu, F. Zhang, and Q. Shan, “Effect of progressive solid-solution treatment on microstructures, mechanical properties and impact abrasive wear behavior of alloyed high manganese steel,” Mater. Res. Express 9, 036512 (2022). https://doi.org/10.1088/2053-1591/ac5cad
Yi. Sun, F. Jiang, H. Zhang, J. Su, and W. Yuan, “Residual stress relief in Al–Zn–Mg–Cu alloy by a new multistage interrupted artificial aging treatment,” Mater. Des. 92, 281–287 (2016). https://doi.org/10.1016/j.matdes.2015.12.004
J.-S. Wang, Ch.-Ch. Hsieh, H.-H. Lai, Ch.-W. Kuo, P. T.-Yu. Wu, and W. Wu, “The relationships between residual stress relaxation and texture development in AZ31 Mg alloys via the vibratory stress relief technique,” Mater. Charact. 99, 248–253 (2015). https://doi.org/10.1016/j.matchar.2014.09.019
H. Zengin, Yu. Turen, M. E. Turan, and F. Aydın, “Evolution of microstructure, residual stress, and tensile properties of Mg–Zn–Y–La–Zr magnesium alloy processed by extrusion,” Acta Metall. Sin. (Engl. Lett.) 32, 1309–1319 (2019). https://doi.org/10.1007/s40195-019-00901-7
K. Asl, A. Tari, and F. Khomamizadeh, “Effect of deep cryogenic treatment on microstructure, creep and wear behaviors of AZ91 magnesium alloy,” Mater. Sci. Eng., A 523, 27–31 (2009). https://doi.org/10.1016/j.msea.2009.06.003
D. Han, H. Chen, Q. Zang, Yu. Qian, H. Cui, L. Wang, J. Zhang, and Yu. Jin, “Effect of solution treatment on microstructure and properties of Mg–6Gd–3Y–1.5Zn–0.6Zr alloy,” Mater. Charact. 163, 110295 (2020). https://doi.org/10.1016/j.matchar.2020.110295
J. Iwaszko and K. Kudła, “Microstructure, hardness, and wear resistance of AZ91 magnesium alloy produced by friction stir processing with air-cooling,” Int. J. Adv. Manuf. Technol. 116, 1309–1323 (2021). https://doi.org/10.1007/s00170-021-07474-9
C. Wang, T. Luo, Yu. Liu, Q. Huang, and Yu. Yang, “Residual stress and precipitation of Mg–5Zn–3.5Sn–1Mn–0.5Ca–0.5Cu alloy with different quenching rates,” J. Magnesium Alloys 9, 604–612 (2021). https://doi.org/10.1016/j.jma.2020.02.021
Q. Xie, Yu. Wu, T. Zhang, S. Peng, and Z. Yuan, “Effects of quenching cooling rate on residual stress and mechanical properties of a rare-earth wrought magnesium alloy,” Materials 15, 5627 (2022). https://doi.org/10.3390/ma15165627
C. Wang, T. Luo, J. Zhou, and Yu. Yang, “Effects of solution and quenching treatment on the residual stress in extruded ZK60 magnesium alloy,” Mater. Sci. Eng., A 722, 14–19 (2018). https://doi.org/10.1016/j.msea.2018.02.047
D. Wang, P. Fu, L. Peng, Yi. Wang, and W. Ding, “Quench sensitivity characterization of a LPSO-phase containing Mg alloy,” Mater. Sci. Eng., A 749, 291–300 (2019). https://doi.org/10.1016/j.msea.2019.02.011
J.-F. Li, D.-Ya. Liu, H. Ning, C. Liu, P.-Ch. Ma, Yo.‑L. Chen, and X.-H. Zhang, “Experimental quantification of “hardenability” of 2195 and 2050 Al–Li alloys by using cold-rolled sheets,” Mater. Charact. 137, 180–188 (2018). https://doi.org/10.1016/j.matchar.2018.01.037
J. Yan, Q.-L. Pan, A.-D. Li, and W.-B. Song, “Flow behavior of Al–6.2Zn–0.70Mg–0.30Mn–0.17Zr alloy during hot compressive deformation based on Arrhenius and ANN models,” Trans. Nonferrous Met. Soc. China 27, 638–647 (2017). https://doi.org/10.1016/s1003-6326(17)60071-2
Yu-X. Zhang, Yo.-P. Yi, Sh.-Q. Huang, and F. Dong, “Influence of quenching cooling rate on residual stress and tensile properties of 2A14 aluminum alloy forgings,” Mater. Sci. Eng., A 674, 658–665 (2016). https://doi.org/10.1016/j.msea.2016.08.017
L. Xiao, G. Yang, H. Qin, J. Ma, and W. Jie, “Microstructure evolution and quench sensitivity characterizations of Mg–9.5Gd–0.9Zn–0.5Zr alloy,” Vacuum 181, 109651 (2020). https://doi.org/10.1016/j.vacuum.2020.109651
H.-Yi. Li, C.-T. Zeng, M.-Sh. Han, J.-J. Liu, and X.‑Ch. Lu, “Time–temperature–property curves for quench sensitivity of 6063 aluminum alloy,” Trans. Nonferrous Met. Soc. China 23, 38–45 (2013). https://doi.org/10.1016/s1003-6326(13)62426-7
J. S. Robinson, P. J. Tiernan, and J. F. Kelleher, “Effect of post-quench delay on stress relieving by cold compression for the aluminium alloy 7050,” Mater. Sci. Technol. 31, 409–417 (2015). https://doi.org/10.1179/1743284714y.0000000571
J. Liu, F. Jiang, M. Tang, B. Liu, Yi. Sun, and H. Zhang, “Reduced residual stress and retained properties in Al–Zn–Mg–Cu alloys using a novel cladding quenching process,” J. Mater. Res. Technol. 9, 7201–7209 (2020). https://doi.org/10.1016/j.jmrt.2020.04.080
X. Geng, Z. Cheng, S. Wang, C. Peng, A. Ullah, H. Wang, and G. Wu, “A data-driven machine learning approach to predict the hardenability curve of boron steels and assist alloy design,” J. Mater. Sci. 57, 10755–10768 (2022). https://doi.org/10.1007/s10853-022-07132-9
B. Wang, Yo. Gao, and C. Liu, “Effect of multidirectional forging and ageing treatment on microstructure and mechanical properties of Mg–Gd–Y–Zr alloy,” Ordnance Mater. Sci. Eng. 41, 27–31 (2018).
J.-F. Nie, “Precipitation and hardening in magnesium alloys,” Metall. Mater. Trans. A 43, 3891–3939 (2012). https://doi.org/10.1007/s11661-012-1217-2
Yi. Huang, C. Liu, S. Jiang, Ya. Ma, Yi. Wan, and Z. Chen, “Dislocation-induced β' precipitation behavior and strength-ductility synergistic enhancement in Mg–Gd–Y–Zr–Ag alloy,” J. Alloys Compd. 944, 169187 (2023). https://doi.org/10.1016/j.jallcom.2023.169187
Yi. Huang, C. Liu, Yi. Wan, S. Jiang, Yo. Gao, and Z. Chen, “Effect of dislocation-induced aging precipitate bands on creep resistance of Mg–Gd–Y–Zr–Ag alloy,” J. Alloys Compd. 960, 170633 (2023). https://doi.org/10.1016/j.jallcom.2023.170633
L. Wang, J. Huang, Yo. Peng, and Yi. Wu, “Precipitates evolution in the heat affected zone of Mg–Gd–Y–Zr alloy in T6 condition during laser welding,” Mater. Charact. 154, 386–394 (2019). https://doi.org/10.1016/j.matchar.2019.06.004
Funding
This work was supported by The National Natural Science Foundation of China (nos. 51975596 and 52171115) and the Project of State Key Laboratory of High-Performance Complex Manufacturing, Central South University (no. ZZYJKT2020-13).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Qiumin Xie, Wu, Y., Wu, Y. et al. Research on the Choice of Cooling Method for a Rare-Earth Wrought Magnesium Alloy Considering Temperature Distribution, Hardness and Microstructure. Phys. Metals Metallogr. 124, 1588–1596 (2023). https://doi.org/10.1134/S0031918X23600033
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0031918X23600033