
Abstract
The recrystallization of pure iron deformed at 250°C by shear under pressure has been studied by scanning electron microscopy and durometry. The completeness of dynamic recrystallization has an effect on further static recrystallization: in a structure of a mixed type (formed by dislocation cells and individual recrystallized grains), the appreciable growth of a grain is started at a temperature that is 100°C lower than in a submicrocrystalline (SMC) structure (composed of grains formed as a result of dynamic recrystallization). An inhomogeneous character of the structure created under dynamic recrystallization conditions causes its low thermal stability. For the SMC structure, its propensity to secondary recrystallization has been revealed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
The thermal stability of a structure can be characterized by the temperature of the beginning of the rapid grain growth and the rate of grain growth under heating. Due to a high accumulated energy, an ultradispersed structure of deformation origin in single-phase pure metals has rather a low recrystallization temperature [1]. However, recrystallization may evolve via the rapid growth of individual nuclei [2–5] or the perfection of the boundaries and shape of crystallites under conditions of a low rate of their growth [6]. It is possible to speak about low thermal stability in an ultradispersed structure in the first case and its high thermal stability in the second case. The character of growth in a recrystallized grain depends on both the material itself and the type of deformation ultradispersed structure created in the course of the relaxation processes that are predominant upon deformation heat treatment.
For example, the deformation of iron by shear under pressure at room temperature may result in a submicrocrystalline (SMC) structure characterized by a uniform distribution of defects, the absence of a predominant orientation of microcrystallites, and the highest thermal stability compared to the structures of other types, which can be formed by the application of plastic deformation at room temperature [7]. A number of researchers, e.g., [8] believe that an SMC structure is formed by the mechanism of continuous dynamic recrystallization (DR) independently of the deformation temperature, and the annealing of such a structure is accompanied by continuous static recrystallization, which leads to structural perfection without any appreciable coarsening of a grain. Others, e.g., [9] believe that the mechanism of continuous DR occurs at a temperature below 0.5Тm, whereas discontinuous DR takes place at a higher temperature.
Severe plastic deformation at an increased temperature compared to cold deformation must lead to the formation of a more perfect grain structure and triple grain junctions, which constrain the growth of a grain. The latter is also promoted by a lower accumulated deformation energy. For this reason, it might be expected that the ultradispersed iron structure formed at a deformation temperature below 0.5 Тm will have rather high thermal stability. Several papers demonstrated the interest of researchers in the severe deformation of iron and low-carbon steels at an increased temperature [10–15]. However, we do not know any results of studying the thermal stability of such a structure.
The objective of this study was to investigate the thermal stability of an ultradispersed structure created in pure iron under severe deformation by shear under pressure at a temperature of 0.3Тm (250°C).
MATERIALS AND METHODS
Pure iron (99.97% of Fe) was deformed at 250°C by shear under high pressure in Bridgman anvils. A detailed description of experiment was given in [16]. Before deformation, the samples were 5 mm in diameter and had a 0.3-mm thickness. Deformation was carried out under a pressure of 8 GPa at a speed of 0.3 rpm. The anvil rotation angle was 45° and 2 × 360° (2 revolutions). The true strain е was calculated with account for the anvil rotation angle, the distance from the center of a specimen (rotation axis), and the upsetting, which also depended on the distance to the center of a specimen [7]. At a distance of 1 mm from the center, the calculated values of true strain were 2.2 at a rotation angle of 45° and 6.9. after 2 revolutions. The results of the study were compared with the data obtained for the deformation of Fe with the same composition by shear under pressure at 20°C and an anvil rotation angle of 60° for five revolutions [7]. After the anvil was turned at 60°, the true strain at a distance of 1.5 mm from the rotation axis was equal to 4, and е = 7.8 after five revolutions [7]. The error associated with the spread of specimen thickness values at the same distance from the center was less than ∆е = ±0.2 in all cases.
The deformed specimens were annealed in a vacuum furnace (10–5 Pa) at temperatures from 350 to 650°C with a step of 100°C. The isothermal exposure time was 1 h.
Hardness was measured on a METOLAB 502 hardness meter at a load of 0.5 N along two mutually perpendicular diameters with a step of 0.25 mm. The hardness values measured at the same distances from the center of a specimen were averaged. The hardness measurement error was less than 5%.
Structural studies were performed in the shear plane on a QUANTA_200 Philips scanning electron microscope (SEM) with an EDAX/TSL attachment for electron backscattering diffraction (EBSD) analysis at an accelerating voltage of 25 kV. The structural EBSD analysis (size and orientation of grains, spectrum of boundary misorientation angles, recrystallized structure share, and density of dislocations) was carried out at a distance of 1.00 ± 0.25 mm from the center of a specimen. Depending on the size of structural elements, the scanning step was varied from 0.15 to 5 µm. Before the EBSD study, the specimens were subjected to grinding and electrolytic polishing. Points with a confidence index (CI) below 0.1 [17] and grains containing less than 2 pixels were excluded from consideration. The boundaries with a misorientation angle larger than 15° were classified as low-angle boundaries (LAB); if their misorientation angle was larger than 15° they were classified as high-angle boundaries (HABs) [18]. The average grain size was estimated by the methods of sections. The recrystallized structure percentage was determined from the data on the spread of misorientation within a grain (grain orientation spread (GOS)), and the grains with GOS < 2.5° were classified as recrystallized ones [17]. The density of geometrically necessary dislocations was determined by the formula [19] ρGND = αθKAM/(bx), where α is a constant (for BCC, α = 2), b is the Burgers vector (for iron, 0.25 nm [20]), x is the scanning step, and θKAM is the kernel average misorientation determined as the average angle of misorientation between the selected point (pixel) and all the neighboring pixels in the second coordination sphere (in radians).
RESULTS AND DISCUSSION
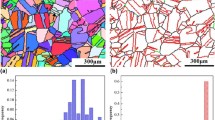
The structure that formed as a result of deformation at an increased temperature is characterized in Figs. 1 and 2. After deformation with a rotation angle of 45°, the structure was very inhomogeneous (Fig. 1). Weakly misoriented structure areas occurred, in which orientation gradually changed. Since the material has a coarsely grained structure before deformation (average grain size, 200 µm) without predominant orientation, the weakly misoriented structure areas are also randomly oriented. Such areas attain several tens of micrometers in size (lower part of Figs. 1a and 1b). Moreover, some dispersed dynamically recrystallized grains with HABs were also observed. In the histogram illustrating the size distribution of structural elements, the peak in the region of small sizes (of nearly 2 µm in Fig. 1b) corresponds to these grains. The misorientation angle distribution of the boundaries (Fig. 1c) has two peaks: in the LAB region, high peak corresponding to weakly misoriented structural areas and in the HAB region, low peak corresponding to dynamically recrystallized grains. The average misorientation angle is 29°. Such a structure of a mixed type will be called a mixed structure similarly to the structure, which was formed as a result of deformation at room temperature with an anvil rotation angle of 60° and composed of dislocation cells and microcrystallites [7].

The characteristics for the initial structure of iron deformed at 250°C and an anvil rotation angle of 45°: (a) orientation map with HABs and distribution histograms (SEM) of (b) grain size and (c) boundary misorientation angle.

The characteristics of the initial structure of iron deformed at 250°C for two anvil revolutions: (a) fine structure (TEM), (b) orientation map, and distribution histograms (SEM) of (c) grain size and (d) boundary misorientation angle.
After deformation for two anvil revolutions (е = 6.9), the structure was completely composed of dynamically recrystallized grains (Figs. 2a and 2b). The size distribution of grains is uniform, and the average size of a grain was 0.5 µm (Fig. 2c). In the histogram illustrating the misorientation angle distribution of boundaries, the fraction of HABs substntially grows, but the peak in the LAB region is retained (Fig. 2d). The average misorientation angle is 37°. It should be noted that despite the size uniformity of the structure, the imperfection of individual grains is different because of dynamic recrystallization: there are both cold-worked grains and pure grains without dislocations (Fig. 2a). This structure will be conditionally called SMC, similarly to the structure that was formed under deformation at room temperature for five anvil revolutions and consisted of microcrystallites.
The hardness dependences for iron with different initial structure created by deformation at both 250 and 20°C on the annealing temperature are shown in Fig. 3. In the first case, a decrease in the hardness to the values for undeformed iron is observed with an increase in the annealing temperature within a range of 450–550°C to indicate the development of recrystallization. In this case, the decrease in the hardness of SMC iron is slower compared to iron with a mixed structure. At the same time, the SMC structure formed at 20°C does not allow such complete softening: after annealing at 650°C for 1 h, the hardness remained higher than for undeformed iron.

The effect of annealing on the hardness of iron with different initial structure obtained as a result of deformation at 250°C: ( ) mixed (е = 2.4), (
) mixed (е = 2.4), ( ) SMC (е = 7.6). Hardness of undeformed iron (dotted line). For comparison, there also are data for iron of the same purity after deformation at 20°C: (◇) mixed structure (е = 4), (◻) SMC structure (е = 7.8) [7].
) SMC (е = 7.6). Hardness of undeformed iron (dotted line). For comparison, there also are data for iron of the same purity after deformation at 20°C: (◇) mixed structure (е = 4), (◻) SMC structure (е = 7.8) [7].
The structural studies confirm the occurrence of recrystallization in iron deformed at 250°C under annealing. The orientation maps with a network of HABs for iron with different initial structure are shown in Fig. 4 to enable the qualitative estimation of structural transformations upon annealing. The structure is slightly transformed at 350°C. At a higher temperature, the grain growth is observed for both initial states. Heterogranularity can be revealed after the SMC structure is annealed at the maximum temperature.

The microstructure of iron with a different initial structure as a result of deformation at 250°C after subsequent annealing at (a, b) 350, (c, d) 450, and (e, f) 650°C for (a, c), (e) mixed and (b, d), (f) SMC structures. Orientation maps with HABs.
The quantitative structural characteristics are listed in Table 1. It can be seen that the fraction of HABs in the initial mixed structure grows twice (up to 85%) as a result of annealing at 350°C and, correspondingly, the average misorientation angle of grains θav increases. In the initial SMC structure, the fraction of HABs originally exceeds 90% (Fig. 2d, Table 1). The average and maximum sizes of grains decreased in both cases. Therefore, new fine grains were formed, probably as a result of thermally activated nucleation, i.e., it is possible to speak about the initiation of static recrystallization at 350°C.
At this temperature, the uncrystallized structure is retained (marked with an arrow in Fig. 4a). The recrystallized structure percentage determined from the GOS analysis data is slightly changed compared to the initial state (deformation at 250°C) after annealing and amounts to nearly 40 and 50% (Table 1) in the initially mixed and SMC structures, respectively. Accordingly, the average size of a recrystallized grain equals 0.6 and 0.2 µm. It should be noted that the formation of new grains is accompanied by an increase in the density of geometrically necessary dislocations (Table 1). Recrystallization is observed to complete after annealing at 450°C for 1 h (Figs. 4c and 4d, Table 1), when the recrystallized structure fraction exceeds 90% according to the GOS analysis data, and the density of dislocations abruptly decreases. However, the structure retains LABs (Fig. 5) and the average misorientation angle of grains does not attain the value typical of a random ensemble of grains (40° [18]). The histograms illustrating the misorientation angle distribution of boundaries (Figs. 5a and 5d) are similar to the distribution typical of a random ensemble of grains in their shape, but contain a single peak in the region of low angles to 5°. When the annealing temperature is increased, the fraction of LABs in iron with a mixed structure is decreased, and two peaks can be observed at 15° and 40° in the distribution diagram after annealing at 650°C (Fig. 5c). The histograms of SMC iron increasingly deviate from the configuration inherent in a random ensemble of grains with increasing temperature: the fraction of boundaries with misorientation angles larger than 30° decreases, and the distribution becomes “smeared.” This may be due to the development of a recrystallization texture. The formation of a predominant orientation can be seen in Fig. 4f, where most grains in the orientation map have the same color.

Distribution histograms of boundary misorientation angle after the annealing of iron deformed at 250°C: (a)–(c) mixed and (d)–(f) SMC type of initial structure; (a), (d) 350, (b) 450, (c), (e) 550, (f) 650°C.
The change in the average size of a recrystallized grain after annealings is illustrated in Fig. 6. It can be seen that preceding deformation has a substantial effect on both the temperature of the beginning of the grain growth and the final size of grains after annealing. The appreciable coarsening of a grain is observed after annealing at a temperature of 450°C in the samples of iron with a mixed structure and only after 550°C in the samples of SMC iron. The annealing of SMC iron leads to the formation of a finer grain compared to the annealing of iron with a structure of mixed type throughout the entire temperature range.

The change in the average grain size of iron with different initial structure formed as a result of deformation at 250°C according to SEM data: ( ) mixed (е = 2.2), (
) mixed (е = 2.2), ( ) SMC (е = 6.9). For comparison, there also are the data for iron of the same purity after deformation at 20°C: (◇) mixed structure (е = 4), (◻) SMC structure (е = 7.8) [7].
) SMC (е = 6.9). For comparison, there also are the data for iron of the same purity after deformation at 20°C: (◇) mixed structure (е = 4), (◻) SMC structure (е = 7.8) [7].
However, the annealing of SMC iron at 650°C is accompanied by an abrupt growth of individual grains; their maximum size is even larger than for iron with an initially mixed structure (Table 1). In this case, the percentage of the area occupied by grains with a size >5dav is 8%, which indicates that this structure is prone to secondary recrystallization. The other annealing regimes do not result in the appearance of secondary recrystallization nuclei (Table 1).
The SMC iron structure formed under deformation at room temperature has a much higher thermal stability (a lower propensity to the growth of a grain under heating) compared to the structure of mixed type obtained under the same temperature conditions (Fig. 6). An increase in the deformation temperature to 250°C smooths over the distinction in the behavior of such structures upon further annealing: the difference in the size of a recrystallized grain after annealing under the same conditions is much smaller. Moreover, the SMC structure formed at an increased temperature exhibits a propensity to secondary recrystallization, which supports its low thermal stability.
CONCLUSIONS
(1) In iron, the SMC structure that forms as a result of deformation at 250°C has a low thermal stability compared to the SMC structure obtained at room temperature. This is due to structural inhomogeneity created under dynamic recrystallization conditions. The SMC structure formed at 250°C was revealed to be prone to secondary recrystallization.
(2) The completeness of dynamic recrystallization in the course of deformation by shear under pressure has an effect on static recrystallization: in the mixed structure, the appreciable growth of a grain is started 100°C lower compared to the SMC structure.
(3) The type of the structure obtained as a result of deformation at 250°C has no effect on the static recrystallization initiation temperature. At 350°C, the appearance of thermoactivated recrystallization nuclei was observed and resulted in a decrease in the average size of a grain and an increase in the density of geometrically necessary dislocations. Moreover, the fraction of HABs in the structure of mixed type increased to 90%.
REFERENCES
Y. Cao, S. Ni, X. Liao, M. Song, and Y. Zhu, “Structural evolutions of metallic materials processed by severe plastic deformation,” Mater. Sci. Eng., R 133, 1–59 (2018).
M. V. Markushev and M. Yu. Murashkin, “Structure and mechanical behavior of the AMg6 aluminum alloy after severe plastic deformation and annealing: I. Grain structure and texture,” Phys. Met. Metallogr. 91 (5), 522–527 (2001).
V. N. Chuvil’deev, V. I. Kopylov, A. V. Nokhrin, I. M. Makarov, L. M. Malashenko, and V. A. Kukareko, “Recrystallization in microcrystalline copper and nickel produced by equal-channel angular pressing: I. Structural investigations. Effect of anomalous growth,” Phys. Met. Metallogr. 96 (5), 486–495 (2003).
P. Ghosh, O. Renk, and R. Pippan, “Microtexture analysis of restoration mechanisms during high pressure torsion of pure nickel,” Mater. Sci. Eng., A 684, 101–109 (2017).
F. Yuan, P. Jiang, and X. Wu, “Annealing and strain rate effects on the mechanical behavior of ultrafine-grained iron produced by SPD,” Theor. Appl. Mech. Lett. 2, 021002 (2011).
M. V. Degtyarev, L. M. Voronova, V. V. Gubernatorov, and T. I. Chashchukhina, “On the thermal stability of the microcrystalline structure in single-phase metallic materials,” Dokl. Phys. 386 (2), 647–650 (2002).
L. M. Voronova, M. V. Degtyarev, and T. I. Chashchukhina, “Recrystallization of the ultradispersed structure of pure iron formed at different stages of the deformation-induced strain hardening,” Phys. Met. Metallogr. 104 (3), 262–273 (2007).
T. Sakai, A. Belyakov, R. Kaibyshev, H. Miura, and J. J. Jonas, “Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions,” Prog. Mater. Sci. 60, 130–207 (2014).
K. Huang and R. E. Logé, “A review of dynamic recrystallization phenomena in metallic materials,” Mater. Des. 111, 548–574 (2016).
A. Vorhauer and R. Pippan, “On the onset of a steady state in body-centered cubic iron during severe plastic deformation at low homologous temperatures,” Metall. Mater. Trans. A 39, 417–429 (2008).
A. N. Aleshin, A. M. Arsenkin, and S. V. Dobatkin, “Study of grain growth kinetics in submicrocrystalline armco-iron,” Mater. Sci. Forum 550, 465–470 (2007).
S. V. Dobatkin, S. V. Shagalina, O. I. Sleptsov, and N. A. Krasil’nikov, “Effect of the initial state of a low-carbon steel on nanostructure formation during high-pressure torsion at high strains and pressures,” Metally 2006 (5), 445–452 (2006).
N. Jiang-li, E. Courtois-Manara, L. Kurmanaeva, A. V. Ganeev, R. Z. Valiev, C. Kübel, and Y. Ivanisenko, “Tensile properties and work hardening behaviors of ultrafine grained carbon steel and pure iron processed by warm high pressure torsion,” Mater. Sci. Eng., A 581, 8–15 (2013).
J. A. Muñoz, O. F. Higuera, J. A. Benito, Dj. Bradai, T. Khelfa, R. E. Bolmaro, J. A.M., Jr., and J. M. Cabrera, “Analysis of the micro and substructural evolution during severe plastic deformation of ARMCO iron and consequences in mechanical properties,” Mater. Sci. Eng., A 740–741, 108–120 (2019).
S. V. S. Murty Narayana, S. Torizuka, K. Nagai, N. Koseki, and Y. Kogo, “Classification of microstructural evolution during large strain high Z deformation of a 0.15 carbon steel,” Scr. Mater. 52, 713–718 (2005).
M. V. Degtyarev, V. P. Pilyugin, T. I. Chashchukhina, and L. M. Voronova, “Structure of iron deformed at 250°C by torsion under a pressure,” Phys. Met. Metallogr. 120 (12), 1193–1199 (2019).
H. H. Bernardi, H. R. Z. Sandim, K. D. Zilnyk, B. Verlinden, and D. Raabe, “Microstructural stability of a niobium single crystal deformed by equal channel angular pressing,” Mater. Res. 20, 1238–1247 (2017).
F. J. Humphreys, “Review grain and subgrain characterisation by electron backscatter diffraction,” J. Mater. Sci. 36, 3833–3854 (2001).
C. Moussa, M. Bernacki, R. Besnard, and N. Bozzolo, “About quantitative EBSD analysis of deformation and recovery substructures in pure Tantalum,” IOP Conf. Ser.: Mater. Sci. Eng. 89, 012038 (2015).
J. Duan, H. Wen, C. Zhou, R. Islamgaliev, and X. Li, “Evolution of microstructure and texture during annealing in a high-pressure torsion processed Fe–9Cr alloy,” Materialia 6, 100349 (2019).
ACKNOWLEDGMENTS
This study was carried out on the equipment of the Shared Facilities Center “Testing Center of Nanotechnologies and Promising Materials” of the Institute of Metal Physics (Ural Branch, Russian Academy of Sciences). The authors are grateful to N.V. Nikolaev and V.P. Pilyugin for their help in experiment.
Funding
This study was performed within the framework of state assignment from the Ministry of Science and Higher Education of Russia (project “Pressure” no. 122021000032-5).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by E. Glushachenkova
Rights and permissions
About this article

Cite this article
Shugaev, K.E., Degtyarev, M.V., Voronova, L.M. et al. The Growth of a Grain during the Annealing of Iron Deformed at 250°C by Shear under Pressure. Phys. Metals Metallogr. 123, 979–986 (2022). https://doi.org/10.1134/S0031918X2260097X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0031918X2260097X