
Abstract
In this paper, the wear resistance and microhardness of the hybrid and mono surface composite with Al–Mg–Mn alloy (AA5083) as the matrix material and SiC, Al2O3, Gr, and CNT as the reinforcement material was investigated experimentally. The surface composite was fabricated by friction stir processing (FSP). The microstructure of the prepared specimens was observed using optical microscopy. Mono reinforced surface composite and hybrid reinforced surface composite were tested for their microhardness and wear resistance before and after FSP and the results were compared. The surface composites showed uniform dispersion and finer grain size after FSP in comparison with the as-received AA5083. FSP aided the hybrid reinforced surface composite to increase the maximum microhardness value to 107.5 HV in SiC/Gr reinforcement as compared to the 89.11 HV in mono Gr reinforced surface composite and 75.15 HV in as-received AA5083. The hybrid surface composite also provided enhanced wear resistance in comparison with the mono reinforced surface composite and the base material.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
INTRODUCTION
Hybrid metal matrix composites are known for their improved properties in comparison with mono reinforced metal matrix composites. In hybrid composites, the matrix material is reinforced with the combination of two or more reinforcements. The collective properties of hybrid compounds help to increase the overall properties of the material as compared with the mono compound. It has been observed in various studies that hybrid reinforcement provides better wear resistance and mechanical properties in comparison with mono reinforcement [1–4].
Aluminum alloy due to its high strength-to-weight ratio and lightweight property, are used in various marine, aerospace, and automotive industries. Al–Mg–Mn alloy (AA5083) is one of the aluminum alloys that is used in the marine industry due to its property of corrosion resistance [5]. However, the alloy lacks wear resistance properties. Therefore, various researchers have developed techniques to improve the surface property of AA5083 by producing surface composites [6, 7]. Surface composites are composites in which only a certain thickness of the material is processed to fabricate the surface composite and the below surface does not change and remains the same as the base material. One of the techniques for producing surface composites is friction stir processing (FSP) [8].
FSP was developed in 1999 by Mishra et al. [9]. Since then the process has been widely used to fabricate surface composites. FSP helps in the homogeneous distribution of the reinforcement material and provides better grain refinement which further helps in better mechanical and tribological properties [10, 11]. For the past few years, FSP has also been used by researchers to fabricate hybrid composites. Moustafa et al. [4] studied FSP on AA7075/SiC–BN surface composites and observed that the wear rate of the material was increased to 53–61% and the microhardness of the hybrid surface composite was increased to 45%. Similarly Kumar et al. [12] studied FSP on AA6082/Y2O3–Gr and observed that the surface composite showed enhanced wear resistance. Umanath et al. [13] investigated FSP on different volume fractions of Al6061/SiC–Al2O3 and detected that the hybrid reinforced surface composite showed enhanced wear resistance with 15% hybrid composite in comparison with the 5% hybrid composite.
In FSP most of the studies were focused on either mono reinforcement or hybrid reinforcement [14–16]. To the best of our knowledge, very limited studies have been done to study the comparison between mono and hybrid reinforcement as a collective study [17–19]. Therefore, this study aims to develop surface composites by mono reinforcement SiC, Al2O3, Gr, CNT, and hybrid reinforcement SiC/Gr, SiC/CNT, Al2O3/Gr, Al2O3/CNT on AA5083 aluminum alloy and then study the effect on wear resistance and micro-hardness properties of the produced hybrid surface composites.
MATERIALS AND METHODS
In this study, aluminum alloy AA5083 with the dimensions of 150 × 50 × 5 mm3 was selected as the parent material. The as-received AA5083 sheet was examined with the help of a spectroscopy test and the chemical composition contains Al—94.59, Mn—0.61, Mg—4.27, SiC—0.0066, Ti—0.021, Zn—0.005, Cr—0.089, Ni—0.004, Pb—0.002, Sn—0.0001, and Cu—0.0001 (wt %). Silicon carbide (SiC), carbon nanotube (CNT), aluminum oxide (Al2O3), and graphite (Gr) were used as the reinforcement material. To study the influence of hybrid and mono reinforcement, hybrid reinforcement with the ratio of 50 : 50 was used in the study. The reinforcement used in the study is shown in Table 1.
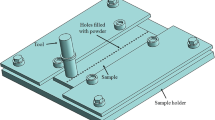
The process was carried out on the milling machine (UF-1 BFW) with a vertical head and the process parameters of the previous studies [17–20] were selected for the test. A constant tool traverse speed of 52 mm/min and a rotating speed of 1000 rpm was used for the process. Hardened H13 steel with 2° tilt angle and dimensions as shown in Fig. 1 was used for the FSP process. The hole method was used for the addition of reinforcement particles into the base material. Holes with 2 mm diameter and 3 mm depth were drilled in a zig-zag pattern by using a CNC milling machine.

FSP Tool and its dimension.
The specimens were cut from the nugget zone of the processed region and were then grounded using emery papers. The samples were then polished using diamond paste and substantially etched using Keller reagent. The microstructural examination and grain size measurement was carried out using optical microscopy at various magnifications with an accuracy of ±2%. The microhardness test was conducted on Vickers microhardness tester as per the ASTM–E384 standards. The test was performed using a 200 g load for 10 s dwell period. The accuracy of the Vickers microhardness tester was found to be of ±1%. The tribological study was performed on pin on disc tribometer as per the ASTM–G99 standard. For the tribological study, the specimens were prepared and the mass was measured with the help of a digital balance with a least count accuracy of 0.001 g. The wear study was performed by using a sliding distance of 1000 m, track diameter of 80 mm, and a constant load of 10 N.
RESULTS AND DISCUSSION
The optical microscopy of the as-received AA5083 and friction stir processed (FSPed) AA5083 without any reinforcement is depicted in Fig. 2. It was found that the as-received AA5083 depicted an average grain size of 10.95 μm and FSP aided to refine the grain size to 8.25 μm without any reinforcement particles.

(a) As-received AA5083, (b) FSPed AA5083 without any reinforcement.
There is a total of 10 specimens that were observed for optical microscopy and grain size. The average grain size of the prepared surface composites is shown in Fig. 3. The optical microscopy of the nugget zones of the prepared specimens is shown in Fig. 4. The average grain size of the as-received AA5083 was observed to be 10.95 μm whereas the FSPed specimen with mono reinforcement SiC, Al2O3, Gr, and CNT refined the grain size to 8.25, 6.5, 5.45, and 6.75 μm respectively. While the hybrid reinforcement showed an average grain size of 6.25, 3.85, 6.5, and 5.45 μm respectively. It can be observed from the data that the grain size of the surface composite was refined by FSP but the type of reinforcement does not show a significant impact on the grain size [21]. However, the SiC/CNT showed a grain size of 3.85 μm which is because the CNT was in the size of nanometers which helped in the better dispersion of reinforcement and thus better grain refinement in the surface composite.

Average grain size of the prepared surface composites.

Optical microscopy of the FSPed specimens with reinforcement (a) SiC, (b) Al2O3, (c) Gr, (d) CNT, (e) SiC/Gr, (f) SiC/CNT, (g) Al2O3/Gr, and (h) Al2O3/CNT.
It was observed that the reinforcement was dispersed homogeneously in almost all the specimens. However hybrid specimens showed onion rings pattern in their micrographs which represents the good scattering of reinforcement material into AA5083 [22‒24]. It was found that the specimens were free from any voids or agglomeration and the same is shown in Fig. 4 which shows that the material movement and stirring action due to the tool were in a good relationship. Figures 4a–4d shows the FSPed samples with mono reinforcement viz. SiC, Al2O3, Gr, and CNT respectively. Gr and CNT due to their lubricant nature and presence of carbon appear darker in the micrographs as compare to SiC and Al2O3. Micrographs shows that the reinforcement was evenly distributed and the processed region showed good material movement. Similarly, in Figs. 4e–4h, micrographs of samples with hybrid reinforcement can be observed. In these micrographs, it can be seen that the reinforcement was stirred to a particular (spiral-like) direction. This is due to the reason that the lubricant nature of Gr and CNT helped in the better movement to the hard-ceramic particles SiC and Al2O3. These types of reinforcement movement aid in better dispersion and free from any defects during FSP. The interfaces between the nugget and the thermomechanical affected zone (TMAZ) are shown in Fig. 5. It can be seen that the grain refinement in the nugget zone is finer in comparison with the TMAZ, which is as expected from the TMAZ zone due to the difference in the temperature during the processing.

Optical microscopy of the transitions between a nugget and TMAZ of the FSPed specimens with reinforcement (a) Sic, (b) Al2O3, (c) Gr, (d) CNT, (e) SiC/Gr, (f) SiC/CNT, (g) Al2O3/Gr, and (h) Al2O3/CNT.
The microhardness of the specimens was measured from the cross-section area, 1.5 mm below the top surface. The hardness was measured from the center of the nugget zone towards the advancing side at a distance of 2 mm between the indentations. The average microhardness results are shown in Fig. 6. The microhardness profile from the nugget zone to the advancing side is shown in Fig. 7. It can be observed that the maximum microhardness was achieved at the center of the nugget and the microhardness was reduced at the zone away from the center. This is due to the reason that the maximum grain refinement occurs at the center of the nugget zone and grain refinement reduces with the distance away from the nugget.

Average microhardness of the prepared surface composites.

Microhardness profile of the cross-section area of the prepared surface composites.
From the graphs, it is clear that the hybrid reinforcement helped to enhance the average microhardness of the material as compared to the mono reinforcement and the base material. Mono SiC reinforcement helped to enhance the average microhardness to 85.45 HV whereas the microhardness of SiC/CNT and SiC/Gr was enhanced to 94.86 and 107.5 HV respectively. Similarly, mono Al2O3 reinforcement enhanced the average microhardness to 85.93 HV whereas hybrid reinforcement Al2O3/CNT and Al2O3/Gr helped to enhance the microhardness to 87.73 and 90.36 HV.
The average microhardness values graph reveals that the hybrid surface composites with SiC as the reinforcement particles showed more microhardness as compared to the Al2O3 reinforcement. This is due to the reason that the SiC particles have more hardness as compare to the Al2O3 particles and the SiC particles provide a better pinning effect as compared to the Al2O3 particles. Devaraju et al. [25] and Suganeswaran et al. [3] studied hybrid composites by FSP and observed similar results. It was also observed that the Orowan strengthening mechanism is also responsible for the better microhardness in the hybrid surface composites [26].
The tribological study was performed on a pin-on-disc tribometer to study the influence of FSP on the wear behavior of the prepared specimens. The mass of the specimens was calculated before and after the wear study. The difference in mass of the specimens is shown in Fig. 8. The specimens were measured for the wear rate during the pin-on-disc wear test and are shown in Fig. 9. It was observed that by incorporating the reinforcement into the matrix, the wear rate of the specimens was improved. It was also observed that the hybrid reinforcement helped the specimens to improve the wear rate as compared to the mono reinforcement. The Gr and CNT acted as a lubricant for the hard SiC and Al2O3 ceramic particles which helped the reinforcement to improve sliding wear rate [21].

Difference in specimen mass before and after wear test.

Effect of reinforcement on wear rate (a) Sic, (b) Al2O3, (c) CNT, (d) Gr, (e) SiC/Gr, (f) Al2O3/Gr, (g) Al2O3/CNT, and (h) SiC/CNT.
The coefficient of friction (COF) was measured for the specimens against the sliding distance and the micrographs are shown in Fig. 10. The hybrid reinforcement helped the specimens to undergo the least COF in comparison with the mono reinforcement and as-received base material. The average COF for the as-received AA5083 was found to be 0.5393. For SiC, Al2O3, CNT, and Gr the COF was reduced by 4.19, 9.97, 20.43, and 20.54% respectively. Whereas for hybrid reinforcement SiC/Gr, Al2O3/Gr, Al2O3/CNT, and SiC/CNT, the COF was further reduced by 20.65, 22.38, 25.62, and 34.45% respectively in comparison with the base AA5083. This shows that the hybrid reinforcement due to the combination of both hard ceramic and lubricant particles helped the specimens to protect against the dry sliding wear during the test.

Effect of reinforcement on COF (a) SiC, (b) Al2O3, (c) CNT, (d) Gr, (e) SiC/Gr, (f) Al2O3/Gr, (g) Al2O3/CNT, and (h) SiC/CNT.
The wear resistance and the coefficient of friction of the hybrid surface composite were enhanced as compared to the base material. It is due to the reason that the reinforcement material produced a layer of solid lubricants between the material and the steel disc which helped the material to decrease the wear [25, 27]. Although the mono reinforcement also improved the wear resistance and COF, the hybrid reinforcement showed better tribological properties. This is due to the reason that the hard-mono reinforcement acted as separate particles during the wear test and therefore the abrasive wear mode was applied in this case [28]. However, in the case of hybrid reinforcement, the Gr and CNT acted as the solid lubricants which helped to reduce the wear.
CONCLUSIONS
In this paper, AA5083 based surface composite was prepared with mono (SiC, Al2O3, Gr, and CNT) and hybrid (SiC/Gr, Al2O3/Gr, Al2O3/CNT, and SiC/CNT) reinforcement, and the following conclusions were obtained from the study.
(1) Uniformly dispersed reinforcement was obtained in the surface composite after FSP without any voids or defects.
(2) FSP refined the grain size of the produced surface composite from 10.95 μm in the base AA5083 to 5.45 μm in mono Al2O3 and 3.85 μm in hybrid SiC/CNT reinforced surface composite which further aided to enhance the mechanical and wear properties.
(3) The hybrid surface composite provided better microhardness in comparison with the mono reinforced surface composite. Hybrid surface composites of SiC/Gr showed an average microhardness of 107.5 HV as compared to the 74.15 HV in as-received AA5083 and 85.44 and 89.11 HV in mono SiC and Gr reinforced surface composite respectively.
(4) The hybrid surface composites also showed better wear properties as compared to the base material and mono reinforced surface composites. The SiC/CNT hybrid surface composite showed an average wear rate of 118.2 μm per unit time in comparison with the 212.48 μm per unit time in as-received AA5083.
REFERENCES
M. Y. Zhou, L. B. Ren, L. L. Fan, Y. W. X. Zhang, T. H. Lu, G. F. Quan, and M. Gupta “Progress in research on hybrid metal matrix composites,” J. Alloys Compd. 838, 155274 (2020).
M. M. Jalilvand, and Y. Mazaheri, “Effect of mono and hybrid ceramic reinforcement particles on the tribological behavior of the AZ31 matrix surface composites developed by friction stir processing,” Ceram. Int. 46, 20345–20356 (2020).
K. Suganeswaran, R. Parameshwaran, T. Mohanraj, and N. Radhika, “Influence of secondary phase particles Al2O3/SiC on the microstructure and tribological characteristics of AA7075-based surface hybrid composites tailored using friction stir processing,” Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 235, 161–178 (2021).
E. B. Moustafa, A. Melaibar, and M. Basha, “Wear and microhardness behaviors of AA7075/SiC-BN hybrid nanocomposite surfaces fabricated by friction stir processing,” Ceram. Int. 46, 16938–16943 (2020).
M. A. Wahid, A. N. Siddiquee, and Z. A. Khan, “Aluminum alloys in marine construction: characteristics, application, and problems from a fabrication viewpoint,” Mar. Syst. Ocean Technol. 15, 70–80 (2020).
V. K. S. Jain, P. M. Muhammed, S. Muthukumaran, and S. P. K. Babu, “Microstructure, mechanical and sliding wear behavior of AA5083–B4C/SiC/TiC surface composites fabricated using friction stir processing,” Trans. Indian Inst. Met. 71, 1519–1529 (2018).
S. S. Mirjavadi, M. Alipour, A. M. S. Hamouda, A. Martin, S. Kord, B. M. Afshari, and P. G. Koppad, “Effect of multi-pass friction stir processing on the microstructure, mechanical and wear properties of AA5083/ZrO2 nanocomposites,” J. Alloys Compd. 726, 1262–1273 (2017).
V. Sharma, U. Prakash, and B. V. M. Kumar, “Surface composites by friction stir processing: A review,” J. Mater. Process. Technol. 224, 117–134 (2015).
R. R. Mishra, M. Mahoney, S. S. McFadden, N. N. Mara, and A. A. Mukherjee, “High strain rate superplasticity in a friction stir processed 7075 Al alloy,” Scr. Mater. 42, 163–168 (1999).
H. S. Arora, H. Singh, and B. K. Dhindaw, “Composite fabrication using friction stir processing—A review,” Int. J. Adv. Manuf. Technol. 61, 1043–1055 (2012).
K. Li, X. Liu, and Y. Zhao, “Research status and prospect of friction stir processing technology,” Coatings 9, 129 (2019).
T. Satish Kumar, S. Shalini, and K. Krishna Kumar, “Effect of friction stir processing and hybrid reinforcement on wear behaviour of AA6082 alloy composite,” Mater. Res. Exp. 7, 026507 (2020). https://doi.org/10.1088/2053-1591/ab6e2a
K. Umanath, K. Palanikumar, and S. T. Selvamani, “Analysis of dry sliding wear behaviour of Al6061/SiC/Al2O3 hybrid metal matrix composites,” Composite, Part B 53, 159–168 (2013).
S. Bharti, N. D. Ghetiya, and K. M. Patel, “Micro-hardness and wear behavior of AA2014/Al2O3 surface composite produced by friction stir processing,” SN Appl. Sci. 2, 1760 (2020).
S. Bharti, N. D. Ghetiya, and K. M. Patel, “A review on manufacturing the surface composites by friction stir processing,” Mater. Manuf. Process. 36, 135–170 (2021).
R. S. Mishra, and Z. Y. Ma, “Friction stir welding and processing,” Mater. Sci. Eng., R 50, 1–78 (2005).
N. Yuvaraj, S. Aravindan, and Vipin, “Wear characteristics of Al5083 surface hybrid nano-composites by friction stir processing,” Trans. Indian Inst. Met. 70, 1111–1129 (2017).
M. Amra, K. Ranjbar, and S. A. Hosseini, “Microstructure and wear performance of Al5083/CeO2/SiC mono and hybrid surface composites fabricated by friction stir processing,” Trans. Nonferrous Met. Soc. China 28, 866–878 (2018).
R. Vaira Vignesh, R. Padmanaban, and M. Datta, “Influence of FSP on the microstructure, microhardness, intergranular corrosion susceptibility and wear resistance of AA5083 alloy,” Tribol. - Mater. Surf. Interfaces 12, 157–169 (2018).
S. Bharti, N. Ghetiya, and K. Patel, “Fabrication of AA6061/Al2O3 surface composite by double pass friction stir processing and investigation on mechanical and wear properties,” Adv. Mater. Process. Technol. 1–15 (2021). https://doi.org/10.1080/2374068X.2021.1953923
D. K. Sharma, V. Badheka, V. Patel, and G. Upadhyay, “Recent developments in hybrid surface metal matrix composites produced by friction stir processing: A Review,” J. Tribol. 143, (2021).
C. María Abreu Fernández, R. A. Rey, M. Julia Cristóbal Ortega, D. Verdera, and C. L. Vidal, “Friction stir processing strategies to develop a surface composite layer on AA6061-T6,” Mater. Manuf. Process. 33, 1133–1140 (2018).
A. Asl Mostafapour and S. T. Khandani, “Role of hybrid ratio in microstructural, mechanical and sliding wear properties of the Al5083/Graphitep/Al2O3p a surface hybrid nanocomposite fabricated via friction stir processing method,” Mater. Sci. Eng., A 559, 549–557 (2013).
A. H. Feng, B. L. Xiao, Z. Y. Ma, and R. S. Chen, “Effect of friction stir processing procedures on microstructure and mechanical properties of Mg–Al–Zn casting,” Metall. Mater. Trans. A 40, 2447–2456 (2009).
A. Devaraju, A. Kumar, and B. Kotiveerachari, “Influence of addition of Grp/Al2O3p with SiCp on wear properties of aluminum alloy 6061-T6 hybrid composites via friction stir processing,” Trans. Nonferrous Met. Soc. China 23, 1275–1280 (2013).
Z. Y. Ma, “Friction stir processing technology: A review,” Metall. Mater. Trans. A 39, 642–658 (2008).
M. L. T. Guo and C.-Y. A. Tsao, “Tribological behavior of self-lubricating aluminium/SiC/graphite hybrid composites synthesized by the semi-solid powder-densification method,” Compos. Sci. Technol. 60, 65–74 (2000).
A. Shafiei-Zarghani, S. F. Kashani-Bozorg, and A. Zarei-Hanzaki, “Microstructures and mechanical properties of Al/Al2O3 surface nano-composite layer produced by friction stir processing,” Mater. Sci. Eng., A 500, 84–91 (2009).
ACKNOWLEDGMENTS
The authors are thankful to Mr. Abhijat Joshi, Dharmendra Naik, Jayesh Panchal, and Ramjibhai Patel for their assistance while experimenting.
Funding
The authors would like to thank the Department of Mechanical Engineering, Nirma University for providing financial support for the study in the form of research budget number E1A07A.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest.
Rights and permissions
About this article

Cite this article
Shalok Bharti, Ghetiya, N.D. & Patel, K.M. Effect of Mono and Hybrid Reinforcement on Microhardness and Wear Behavior of Al–Mn Alloy Based Surface Composites Produced by Friction Stir Processing. Phys. Metals Metallogr. 123, 1387–1394 (2022). https://doi.org/10.1134/S0031918X21100586
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0031918X21100586