
Abstract
Electrical Resistance Spot Welding (ERSW), an ideal sheet metal welding process for automotive applications due to the excellent reproducibility and weld integrity of the process. Dual-phase steels, the next-generation advanced high strength steel is utilized in white body applications. This paper discusses the effect of current on mechanical properties and microstructural features of the weld nugget. Macrostructure reveals the optimal welding current as 5.5 kA for decent nugget formation with maximum penetration and less heat-affected zone. The nugget microstructure consists of lath and needle-like martensite structure in the iron matrix. The shear fracture test revealed nugget pull-out failure at the periphery. The results concluded the role of current in the penetration and nugget formation along with the softening effect, which corresponds to the nugget failure.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 INTRODUCTION
With increasing demands for higher fuel efficiency in automobiles, newer materials have considered between other strategies [1]. Therefore, the low carbon steels replaced by dual-phase steels, which is under the family of advanced high strength steels [2, 3]. As the name implies, this dual-phase steel (DP Steel) composed of ferrite and martensite phases, while the ferrite acts as a matrix for providing good elongation, excellent ductility, and strength (with continuous yielding behavior, good work hardening rate and low yield stress to tensile strength ratio [4–6]. The martensite has formed as the result of weld thermal (heating and cooling) cycles [7]. Among the techniques employed for the welding of DP Steels, the electrical resistance spot welding technique offers highly productive and controllable input parameters than any other welding process [8]. For instance, while welding of DP600, DP980, and DP780 steels by fusion welding and laser beam welding processes resulted in mechanical properties have greatly influenced by acicular α and ά microstructure (formed as a result of HAZ). The thermal cycles associated with the spot welding process results in the formation of martensite phase influencing the mechanical properties of the structures in comparison with the fusion welding process [9]. Bryukhanov et al. reported the influence of annealing temperature on DP600 steels. They presented the differences in young’s modulus through texture variations and level of damage [10]. Pouranvari et al. observed the influence of heat input of the process and their significant role in the formation of weld nuggets. The HAZ softening effect led to button pull out failure mode in the welded joints [11]. Khan et al. discussed the influence of processing elements and their techniques on the failure of RSWed DP600 galvanized sheets and DP780 galvannealed sheets. The results revealed the high carbon content in the fusion zone relates to the microstructural features and mechanical properties of the nugget. Further, the failure modes of DP600 and DP780 steel joints were characterized by interfacial and the button pull-out mode [12]. Hayat et al. investigated the fracture toughness of ERSW DP600 joints and concluded the significant influence of process parameters on the sheet thickness, nugget characteristics and, tensile rupture properties of the weld [13]. Hernandez et al. studied the nanoindentation and microstructural features of RSWed DP980 steel. They found martensite formation was the result of softening effects in the subcritical region of HAZ [14]. From the above literature, it is clear that the articles focusing on the effect of spot welding parameters on dual-phase steels are scanty. Hence, this research work establishes the relation between welding current and nugget characteristics.
2 EXPERIMENTAL WORK
A 1.6 mm thick, cold-rolled DP800 steel has employed for this investigation. The alloying compositions of DP800 steel exposed from Table 1. The major alloying element identified as Manganese (Mn), Silicon (Si), and chromium (Cr) were phase stabilizers. Table 2 infers the mechanical properties of the parent DP800 steel sheet. The DP800 steel composed of Ferrite and Martensite microstructures, which evident from Fig. 1. The microstructure consists of 87% ferrite (α) and 13% martensite (ά) with an average ferrite (α) grain size of 9 µm.

Microstructure of parent DP800 steel.
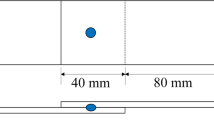
Hydraulic assisted manual Electrical Resistance Spot Welding (ERSW) machine has employed for the joining of DP800 steels (make: PACI TECH-ERSW). Zirconated conical type electrode utilized for this investigation. The spot weld joints for TSFL and CTSFL configurations have obtained for welding current range 4–6 kA, electrode force 0.425 MPa, and welding time 1.5 s, as shown in Fig. 2. The shear fracture tests carried out from a 100 KN, servo-controlled Universal Testing Machine (Make: FIE-BLUESTAR, INDIA, Model: UNITEK 94 100). Vickers microhardness testing machine used to measure the hardness of parent and welded joints (Make: Shimadzu Model: HMV-2T).

Schematic arrangement of TSFL and CTSFL joint configuration.
The cross-section of the spot welds yields the metallurgical results from the examination of different spots. The macrostructure and microstructure of the weldments have characterized by stereo zoom macroscope (Make: CARL ZEISS-STEMI-305) and light optical microscope (Make: MEIJI-MIL-7100). The characterization specimens were mounted using phenolic resin and grounded using fine-grade emery papers and different grades of diamond paste. A Nital reagent (25 mL ethanol and 1.25 mL hydrochloric acid) used to expose the microstructure of the weldment.
3 RESULTS AND DISCUSSION
3.1 Macrostructure
The macrostructure of weld joints at different welding current ranges have presented in Table 3. The heat generation at low welding current range (4 and 4.5 kA) does not adequate to plasticize the material. Therefore, the weld nugget formation was small and improper. Further, the joint at maximum welding current (6 kA) contains inclusions and bulge effects in the interface region. The higher heat dissipation of spot welding electrodes resulted in the nugget distortion and weld bulge [15, 16]. Subsequently, the joints obtained from 5 and 5.5 kA, exhibits good penetration and defect-free nugget zone. The significance of heat generation from the welding current and nugget area of the weld is showed in Fig. 3.

Heat generation and fusion area of corresponding welding current.
3.2 Microstructure
The optical and electron microscope is a salient tool to expose microstructure in various regions of weld cross-section. The microstructure of the welded joints with its low magnification, high magnification, and corresponding false-color images has presented in Fig. 4. The low magnification images exhibited nugget formation of DP800 steel for various welding current. The nugget zone microstructure composed of lath/needle-like martensite structure in the ferrite matrix.

Microstructure; (A1–A3) 4.0 kA; (B1–B3) 4.0 kA; (C1–C3) 4.0 kA; (D1–D3) 4.0 kA; (E1–E3) 4.0 kA.
At lower welding currents (4.0 and 4.5 kA), the heat generation has found to be 0.128 kJ. The martensite (ά) formation in the weldment, is shown in Fig. 4 (A2‒B2 and A3–B3). The improper diffusion and joining of the spot welds result in low shear fracture load and hardness [17]. The higher welding current (6 kA) results in a high heat generation of 0.28 kJ. Figure 4 (E2 & E3) reveals the presence of inclusions in the interface region; it attributed to losing the mechanical properties of the weld joint [18]. While welding at 5.0 and 5.5 kA current, the joints exhibit good penetration and nugget formation. In 5.5 kA welding current, the spot weld bears higher shear fracture load and hardness. The lath and needle-like martensite structures have shown in Fig. 4 (C2–D2 and C3–D3). Figures 5a, 5b infer the lath/needle morphology of the nugget zone and deformed coarser grains at transition zone/interfacial zone. The solidification of the weldment creates elastic distortion and produces coarse grains and tempered martensite along the nugget area. The presence of tempered martensite is due to the HAZ softening [19]. The tempered martensite (Tά) and retained austenite (RA) phases serve as crack initiators during the shear fracture test [20, 21]. According to Hernandez et al., DP steel softening occurred due to the formation of tempered martensite along with the carbide phases by decomposition of fresh martensites [22]. Moreover, the higher heat dissipation of the process is the reason for grain distortion and the formation of tempered martensite regions nearer to the nugget [23]. The presence of tempered martensite in HAZ is the reason behind the fracture to initiate and propagate through the base metal. The FGHAZ composed of fine-martensite structures in the eutectic matrix; it represented in Fig. 5c. The average grain size of FGHAZ is 7–10 µm.

SEM microstructure of 5.5 kA current.
3.3 Tensile Shear Properties
Shear fracture strength of the spot welds calculated in terms of static load carrying capacity and mode of failure. TSFL and CTSFL joints subjected to the tensile shear test and results correlated in Fig. 6. The maximum recorded tensile shear fracture strength of TSFL and CTSFL joints for 5.5 kA welding current is 21 and 17.26 kN. The nugget area and heat input for the corresponding joints were 41.60374 mm2 and 0.24 kJ. From the spot weld joints, the increase in welding current increases the shear fracture loads until 5.5kA and follows a steep decrease for higher welding currents. This increase in tensile shear fracture loads is due to the virtue nugget formation of the spot welds [24, 25]. The spot weld failed along the circumference as a result of coarse grain in HAZ formed by elastic strain and grain distortion [26]. The spot welds exhibited maximum strength showing tear type and pull out failures [27].

Shear fracture load for the corresponding welding current.
3.4 Hardness
The microhardness measurement has carried out in the weld cross-section. The hardness behavior purely depends on microstructural changes during recrystallizationn [28].
Figure 7 represents the hardness value of the Nugget zone (NZ), Coarse Grain Heat-Affected Zone (CGHAZ), Fine Grain Heat-Affected Zone (FGHAZ) and, Base Metal (BM). The maximum and minimum hardness recorded in the nugget zone 560 HV, CGHAZ 310 HV, and FGHAZ 450 HV. The nugget exhibited high hardness among other zones due to the formation of hard martensite structures as a result of the thermal cycle. The low hardness of the CGHAZ is due to the elastic distortion experienced in the nugget and formation of tempered martensite along with retained austenite [29]. This reducing stress concentration in the nugget region and plays a vital role in mechanical properties and failure modes of the spot weld joint [30].

Hardness value of tempered and untempered regions.
3.5 Elemental Analysis
The atomic and volume percentage of elements in the fusion zone has identified using SEM-EDS. The EDS spectrum results revealed elemental composition as Fe, Mn, Cr, C with traces of Si, P, and S as in Fig. 8.

EDS spectrum of the spot-welded joint.
According to Gould et al., a higher alloying element and critical cooling rate attribute to the formation of hard martensite in the NZ [29]. The manganese (Mn), carbon (C), Silicon (Si), and chromium (Cr) alloying elements improve the martensite formation through carbide phases. The short period of the weld cycle in RSW is not a limiting factor for elemental distribution in the weldment [30].
X-ray diffraction has used to identify the elements and phase composition of the nugget zone. Figure 9 exposes the presence of cementite or iron carbide (Fe3C) and manganese carbide (Mn3C) phases in the dual-phase spot joint. Cementite (Fe3C) promotes the martensite phase in the nugget zone. Generally, the martensite formation is predominantly by invariant plan strain due to carbon diffusion and solidification rate.

XRD graph of the spot-welded joint.
And, the Manganese carbide formed promotes the austenite phase in the eutectic matrix [31]. From Fig. 9, the miller indices and corresponding d-spacing values of the cementite and manganese carbide compositions found as [101], 2.00520 Å, and [200], 1.42582 Å.
3.6 Fracture Surface Analysis
The joint obtained for a welding current of 5.5 kA had subjected to fracture studies, and corresponding fracture surface at low and high magnifications disclosed in Fig. 10. The a, b, c regions demonstrated fracture initiation from the periphery region and propagate through the base metal. The spot weld experienced a pull-out type of failure because of good penetration obtained from the heat generated during the process [32].

SEM fracture surface of the failure joint.
The areas a and c has highlighted with cleavage and ductile failure modes and region b experience no plasticity conforming cleavage mode. The higher magnification images revealed discrete failure characterized by fine-dimples around the weld periphery. Wang et al. reported that the size of dimples has a significant effect on the mechanical and metallurgical properties [33]. The high strength and failure of the joint were also related to the microstructural changes.
4 CONCLUSIONS
(1) The defect-free joint has obtained for the welding current 5.5 kA, electrode pressure 0.425 MPa, and welding time 2 s along with a nugget area of 41.60374 mm2 and heat input of 0.24 kJ.
(2) The maximum shear fracture strength of the joint in TSFL and CTSFL configurations was 21.84 and 17.26 kN along with a 584 HV hardness in the weld nugget.
(3) The microstructure of the weld zones revealed lath/plate-like martensite structures in the ferrite matrix. The formation of tempered martensite and retained austenite microstructures are the reason for the softening phenomenon in spot weld.
(4) The spot weld (TSFL and CTSFL) revealed the pull-out mode of failure and fine-dimple features observed in the fracture patterns, which attributes superior fracture strength of DP800 steel joints.
(5) The EDS and XRD results revealed the presence of Fe, Mn, Cr, C with traces of Si, P, and S along with cementite (Fe3C) and Manganese carbide (Mn3C) phases. The presence of these phase changes reflects the mechanical properties of the spot-welded joints.
ABBREVIATIONS AND NOTATION
ERSW electrical resistance spot welding
TSFL tensile shear fracture load
CTSFL cross tensile shear fracture load
NZ nugget zone
HAZ heat affected zone
α ferrite
ά martensite
REFERENCES
N. Fonstein, M. Kapustin, N. Pottore, I. Gupta, and O. Yakubovsky, “Factors that determine the level of the yield strength and the return of the yield-point elongation in low-alloy ferrite-martensite steels,” Phys. Met. Metallogr. 104, 315–323 (2007).
J. Kadkhodapour, S. Schmauder, D. Raabe, S. Ziaei-Rad, U. Weber, and M. Calcagnotto, “Experimental and numerical study on geometrically necessary dislocations and non-homogeneous mechanical properties of the ferrite phase in dual phase steels,” Acta Mater. 59, 4387–4394 (2011).
M. Haghshenas and A. P. Gerlich, “Joining of automotive sheet materials by friction-based welding methods: A review,” Eng. Sci. Technol. 21,130–148 (2018).
D. W. Zhao, Y. X. Wang, L. Zhang, and P. Zhang, “Effects of electrode force on microstructure and mechanical behavior of the resistance spot welded DP600 joint,” Mater. Des. 50, 72–77 (2013).
K. Zhou and L. Cai, “Study on effect of electrode force on resistance spot welding process,” J. Appl. Phys. 116, 084902 (2014).
X. Wan, Y. Wang, and P. Zhang, “Effects of welding schedules on resistance spot welding of DP600 steel,” ISIJ Int. 54, 2375–2379 (2014).
H. Ghazanfari and M. Naderi, “Expulsion characterization in resistance spot welding by means of a hardness mapping technique,” Int. J. Miner. Metall. Mater. 21, 894–897 (2014).
P. Zhang, J. Xie, Y. X. Wang, and J. Q. Chen, “Effects of welding parameters on mechanical properties and microstructure of resistance spot welded DP600 joints,” Sci. Technol. Weld. Joining 16, 567–574 (2011).
M. Pouranvari and S. P. H. Marashi, “Critical review of automotive steels spot welding: Process, structure and properties,” Sci. Technol. Weld. Joining 18, 361–403 (2013).
A. A. Bryukhanov, G. Gerstein, N. A. Volchok, Z. A. Bryukhanova, and F. Nürnberger, “Effect of low-temperature annealings on the change in the level of microdamage of sheets of the dual DP-600 steel,” Phys. Met. Metallogr. 120, 506–512 (2019).
M. Pouranvari, S. P. H. Marashi, and S. M. Mousavizadeh, “Failure mode transition and mechanical properties of similar and dissimilar resistance spot welds of DP600 and low carbon steels,” Sci. Technol. Weld. Joining 15, 625–631 (2010).
M. I. Khan, M. L. Kuntz, P. Su, A. Gerlich, T. North, and Y. Zhou, “Resistance and friction stir spot welding of DP600: A comparative study,” Sci. Technol. Weld. Joining 12, 175–182 (2007).
F. Hayat, B. Demir, M. Acarer, and S. Aslanlar, “Adhesive weld bonding of interstitial free steel at spot welding for automotive application,” Kov. Mater. 48, 137–143 (2010).
V. H. Baltazar Hernandez, S. K. Panda, Y. Okita, and N. Y. Zhou, “A study on heat affected zone softening in resistance spot welded dual phase steel by nanoindentation,” J. Mater. Sci. 45, 1638–1647 (2010).
J. Shen, Y. S. Zhang, and X. M. Lai, “Effect of electrode force on expulsion in resistance spot welding with initial gap,” Mater. Sci. Forum 675, 795–798 (2011).
C. Rajarajan, P. Sivaraj, and V. Balasubramanian, “Microstructural analysis of weld nugget properties on resistance spot-welded advance high strength dual phase (α+α') steel joints,” Mater. Res. Express 7, 6555 (2019).
H. T. Sun, X. M. Lai, Y. S. Zhang, and J. Shen, “Effect of variable electrode force on weld quality in resistance spot welding,” Sci. Technol. Weld. Joining 12, 718–724 (2007).
V. H. Vargas, I. Mejía, V. H. Baltazar-Hernández, and C. Maldonado, “Effect of retained austenite and nonmetallic inclusions on the thermal/electrical properties and resistance spot welding nuggets of Si-containing TRIP steels,” Int. J. Miner. Metall. Mater. 26, 52–63 (2019).
A. Chabok, E. van der Aa, J. T. M. De Hosson, and Y. T. Pei, “Mechanical behavior and failure mechanism of resistance spot welded DP1000 dual phase steel,” Mater. Des. 124, 171–182 (2017).
M. Iyota, Y. Mikami, T. Hashimoto, K. Taniguchi, R. Ikeda, and M. Mochizuki, “The effect of martensitic transformation on residual stress in resistance spot welded high-strength steel sheets,” J. Alloys Compd., 577, 684–689 (2013).
A. Ramazani, K. Mukherjee, A. Abdurakhmanov, M. Abbasi, and U. Prahl, “Characterization of microstructure and mechanical properties of resistance spot welded DP600 steel,” Metals (Basel) 5, 1704–1716 (2015).
C. Ma, D. L. Chen, S. D. Bhole, G. Boudreau, A. Lee, and E. Biro, “Microstructure and fracture characteristics of spot-welded DP600 steel,” Mater. Sci. Eng., A 485, 334–346 (2008).
G. Mukhopadhyay, S. Bhattacharya, and K. K. Ray, “Strength assessment of spot-welded sheets of interstitial free steels,” J. Mater. Process. Technol. 209, 1995–2007 (2009).
K. Kishore, P. Kumar, and G. Mukhopadhyay, “Resistance spot weldability of galvannealed and bare DP600 steel,” J. Mater. Process. Technol. 271, 237–248, (2019).
R. O. Santos, L. B. Silveira, L. P. Moreira, M. C. Cardoso, F. R. Freitasda Silva, A. S. Paula, and D. A. Albertaccia, “Damage identification parameters of dual-phase 600–800 steels based on experimental void analysis and finite element simulations,” J. Mater. Res. Technol. 8, 644–659 (2019).
S. H. Mousavi Anijdan, M. Sabzi, M. Ghobeiti-Hasab, and A. Roshan-Ghiyas, “Optimization of spot welding process parameters in dissimilar joint of dual phase steel DP600 and AISI 304 stainless steel to achieve the highest level of shear-tensile strength,” Mater. Sci. Eng., A 726, 120–125 (2018).
T. T. Huang, R. B. Gou, W. J. Dan, and W. G. Zhang, “Strain-hardening behaviors of dual phase steels with microstructure features,” Mater. Sci. Eng., A 672, 88–97 (2016).
H. Jafarian, E. Borhani, A. Shibata, and N. Tsuji, “Variant selection of martensite transformation from ultrafine-grained austenite in Fe-Ni-C alloy,” J. Alloys Compd. 577, 668–672 (2013).
J. E. Gould, S. P. Khurana, and T. Li, “Predictions of microstructures when welding automotive advanced high-strength steels,” Weld. J. (Miami, FL, U. S.) 85, 111–116 (2006).
H. Zhang, X. Qiu, Y. Bai, F. Xing, H. Yu, and Y. Shi, “Resistance spot welding macro characteristics of the dissimilar thickness dual phase steels,” Mater. Des. 63, 151–158 (2014).
M. Jung, S. J. Lee, and Y. K. Lee, “Microstructural and dilatational changes during tempering and tempering kinetics in martensitic medium-carbon steel,” Metall. Mater. Trans. A 40, 551–559(2009)
W. Tong, H. Tao, N. Zhang, X. Jiang, M. P. Marya, Louis G. Hector Jr., and X. Q. Gayden, “Deformation and fracture of miniature tensile bars with resistance-spot-weld microstructures,” Metall. Mater. Trans. A 36, 2651–2669 (2005).
X. pei Wang, Y. qiang Zhang, J. bin Ju, J. qiang Zhang, and J. wei Yang, “Characteristics of welding crack defects and failure mode in resistance spot welding of DP780 steel,” J. Iron Steel Res. Int. 23,1104–1110 (2016).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rajarajan, C., Sivaraj, P. & Balasubramanian, V. Role of Welding Current on Mechanical Properties and Microstructural Characteristics of Resistance Spot Welded Dual Phase Steel Joints. Phys. Metals Metallogr. 121, 1447–1454 (2020). https://doi.org/10.1134/S0031918X20140136
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0031918X20140136