
Abstract
The structure and the mechanical and electrical properties of new ternary composites based on Al‒Mg deformable alloy obtained by fluid extrusion are studied. The evolution of structural and phase transformations in dissimilar fibers (Cu, Mg, and Al–Mg alloy) during thermomechanical treatment are studied using the methods of metallography, scanning electron microscopy, and hardness measurements. It is established that the strengthening of the ternary composite results from solid state reactions at the boundaries of the fiber, which lead to the formation of intermetallide phases (AlCu, Al2Cu, Mg2Cu, and MgCu2) and nonequilibrium supersaturated solid solutions of copper in aluminum and magnesium.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
Much attention is currently paid to aluminum alloy production used for conducting cores of cable products. New technologies for the production of aluminum wire rod from pure aluminum and a number of electrical and structural alloys with small additions of Si, Fe, Mn, Mg, and Zn (e.g., of 1050, 1188, 6201, and ABE grades) are being developed for this purpose. The ultimate tensile strength of these materials varies from 124 to 180 MPa [1, 2]. The development of modern production requires the fabrication of cable products with improved operational properties, i.e., the optimal balance of strength, weight, current load, corrosion resistance, flexibility, etc. There are different approaches to improving their design, depending on the purpose of the wires. For example, if the critical parameter is strength, the traditional wires contain reinforcing cores made of steel or Fe–Ni alloy wire [2]. For high-temperature wires of high-voltage power lines, a promising Al–Zr alloy operating in the 210–240°C [3] temperature range and the 01417 alloy containing rare-earth metals have been developed [4]. In recent years, breakthrough technologies of nanocomposite wires capable of transmitting two to three times more power with the same cross section and with improved mechanical and strength characteristics have been developed [5]. The principle of creating such composites is based on the combination of high electrical conductivity and plasticity of the matrix (copper or aluminum) and high strength of the introduced elements (nanosized metal particles [6] or nanotubes [7]). According to [8–12], promising alloys for creating high-strength conductors are Al/Mg and Mg/Cu composites obtained by intense plastic deformation. As a continuation of this research and for the subsequent development of the technology of multi-core wires with high performance characteristics, this paper studies the structure and physical and mechanical properties of Al/Cu/Mg ternary composites obtained by deformation methods.
1. MATERIAL AND METHODOLOGY
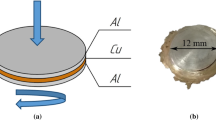
The ternary composite was fabricated by fluid extrusion on a laboratory high pressure facility [13]. The initial billet was a bar of AMg2 aluminum alloy with a diameter of 18 mm, at each end of which six holes were drilled with a diameter of 3 mm along a circle with a radius of 5.5 mm and an additional hole at the center. At each of the seven holes, a rod 3 mm in diameter, made of a Cu/Mg binary composite was placed. The method of obtaining a binary Cu/Mg composite by fluid extrusion is described in detail in [13]. The assembly of the rod of the AMg2 alloy and the rods of the binary composite was placed into the container of the high-pressure facility and fluid-extruded at room temperature through 10 and 6 mm dies, as a result of which there were obtained bars of a ternary composite consisting of an Al matrix and seven Cu/Mg fibers. For the sake of brevity, we will designate a seven-core ternary composite as Al/Cu/Mg. We performed the further reduction in the diameter of the composite to 3 mm by fluid extrusion and rolling and, to the diameter of 1.5 mm, by drawing. The average content of the components, calculated from the volume fraction of fibers on the cross-section of the composite, is given in Table 1.
The initial materials were the AMg2 alloy (0.40 Si, 0.50 Fe, 0.15 Cu, 0.10–0.50 Mn, 1.7–2.4 Mg, 0.05 Cr, 0.15 Zn, 0.15 Ti, and the rest is Al, wt %), MO brand copper, and Мg90 grade magnesium.
The intermediate annealings between deformation cycles, as well as annealings at the final stage of the treatment of the rods were carried in vacuum quartz or glass ampoules at 200 and 320°C for 2 h.
The structure of the composites was studied by optical and scanning electron microscopy (SEM) with Neophot-21 and Quanta-200 microscopes with EDAX Superprobe JCXA-733 add-ons. The phase composition of fibers and the thickness of the diffusion layers were determined using the local X-ray spectral analysis over the cross section of the composite. The electrical properties of the composites were studied on samples 0.25 mm in diameter by the standard four-contact method at a direct current of 20 mA with an error in measuring the electrical resistivity of ρ ± 0.04 × 108 Ω m [14]. The temperature dependence of the electrical resistivity upon heating and cooling at a rate of 120 deg/h was determined in a vacuum cell [13]. The mechanical tensile tests were carried out on the INSTRON 5982 machine at a rate of 3 mm/min, the diameter of the wire samples being of 1.5 mm and the length of the working part of 30 mm. The microhardness was measured on a PMT3 device under a load of 0.2 N.
2. EXPERIMENTAL RESULTS AND DISCUSSION
2.1. Structure, Phase Composition, and Hardness of the Composites
Figures 1a–1c show how the sizes and shapes of copper and magnesium fibers vary in rods obtained by different methods of deformation as their diameter decreases from 6 to 3 mm. We can see that the fibers preserve their original shape after fluid extrusion and have the same thickness along the cross section (Fig. 1b). As the diameter of the composite is reduced from 6 to 3 mm by rolling, we observed a distortion of the shape of the fibers and the scatter of their thickness amounts to tens of micrometers (for example, in the Cu fiber, from 50 to 80 μm) (Fig. 1c).

Cross section of Cu/Mg fibers after (a, b) fluid extrusion and (c) rolling of ternary composite (a) ∅6 mm and (b) ∅3 mm.
It is known that, in the joint deformation process and subsequent heat treatment of different metals, diffusion layers of variable chemical composition appear [8, 9]. We can determine their extension by measuring the microhardness over the cross section of the composite (Fig. 2). If the microhardness of fibers is constant over their depth, its variable values correspond to the microhardness of the diffusion layers between them. Due to different initial hardness of the components of the composite, HV increases to the Al/Cu interface between the matrix and the copper fiber and decreases from the Cu/Mg interface to the depth of the magnesium fiber. In a composite with ∅ = 6 mm in particular, the width of the diffusion layer at the Al/Cu interface, determined by durametric data, is 100 μm and, at the Cu/Mg interface, 80 μm (Fig. 2a). As the diameter of the composite decreases to 3 and 1.5 mm, the thickness of the diffusion layers also decreases and the determination of this characteristic from the variation in the microhardness becomes unreliable.

Variation in microhardness over the cross section of the ternary composite after different thermomechanical treatment (a) ∅6 mm after fluid extrusion, (b) ∅3 mm ((⚫) fluid extrusion and (▲) fluid extrusion + annealing 200°, 2 h), and (c) ∅1.5 mm ((▼) drawing and (◆) drawing + annealing 320°, 2 h).
The results presented in Fig. 2b indicate that additional deformation treatment with intermediate annealing with a decrease in the diameter of the composite by a half causes an insignificant reduction in the microhardness of its components by 100–150 MPa.
We determined the fine structure of the diffusion layers and their phase composition using the data of SEM and local X-ray spectral analysis. Figure 3 shows microphotographs of the structure of the fiber boundaries in a ∅3 mm composite obtained by rolling.

Structure of (a) Al/Cu and (b) Cu/Mg fiber boundaries.
According to elemental analysis, at the Al/Cu interface between the matrix and the copper layer, a thin (1–2 μm) layer of AlCu and Al2Cu copper aluminide is formed (Table 2, point 1). This layer is very brittle, its destruction during the deformation leads to the formation of pores and discontinuities that turn into cracks, which are clearly seen in secondary-electron SEM images (Fig. 3a).
Unlike the relatively smooth Al/Cu interface, the Cu/Mg interface between copper and magnesium fiber is rougher and consists of crests and dips, whose depth reaches 5 μm (Fig. 3b).
From the Al/Cu interface into the depth of the aluminum matrix, a diffusion layer with a thickness of ~3–4 μm forms. The percentage of copper at a distance of 1 μm from this interface (point 2), given in Table 2, indicates the formation of a nonequilibrium supersaturated aluminum solid solution.
At the Cu/Mg interface into the depth of the magnesium fiber, a diffusion layer with a variable concentration of Cu forms, the thickness of which does not exceed 1 μm. No intermetallic phases at the Cu/Mg interface of fibers were detected.
At the next stage of the experiment, we obtained a ∅1.5 mm composite by drawing with an intermediate annealing of 320°C for 2 h. The reduction in the diameter of the composite wire by a half resulted in a reduction in the thickness of Cu and Mg fibers to 40 and 100 μm, respectively (Fig. 4a).

(a) Cross section of ∅1.5 mm ternary composite and (b, c) concentration dependences of Cu and Mg at the Cu/Mg interface of fibers (b) before and (c) after annealing at 320°C, 2 h.
In the process of drawing, deformation hardening of the Al/Cu/Mg composite, accompanied by an increase in the HV of the corresponding fibers to 1100, 1250, and 670 MPa, occurs (Fig. 2c).
Additional plastic deformation of the rod by drawing activates solid-phase reactions at the interfaces of dissimilar fibers, which results in the formation of diffusion layers on both sides of the copper fiber, i.e., at the boundaries of Al/Cu and Cu/Mg interfaces. At the Al/Cu interface, we detected a thin layer (not thicker than 1 μm) with a hardness higher than that of aluminum, in which the copper content reaches 30–35 at % (which corresponds to the formation of Al2Cu aluminide) and gradually decreases to 1–2 at % with the distance from the interface to the depth of the Al matrix.
According to the metallography data, two thin sublayers of different etchability are formed on the Cu/Mg interface: a 1.5–2-μm-thick layer with HV = 1000–1100 MPa on the copper side and a 5–6-μm-thick layer with HV = 700 MPa on the magnesium side. Taking into account the state diagram and comparing the hardnesses of the pure components and the intermetallides, we can assume that the first sublayer is formed by the Cu2Mg or CuMg2 intermetallides and the second one comprises a nonequilibrium supersaturated magnesium solid solution of copper.
The diffusion layers at the Cu/Mg interface of fibers and their thickness are determined more precisely from the concentration dependences of Cu and Mg plotted along the scan line perpendicular to the fiber boundary (Fig. 4b). Within a fiber, the copper and magnesium content is constant and, on both sides of the boundary, it varies smoothly. According to these data, the width of the diffusion layer of variable composition at the Cu/Mg interface is about 10 μm.
One of the objectives of our work was to study the evolution of the structure and properties of the composite under annealing conditions. According to the durametric data, post-deformation annealing up to 200°C and 320°C causes a reduction in microhardness in all the components of the composite by 50–200 MPa (Figs. 2b and 2c). The intensification of the softening of the material is also indicated by changes in the fiber structure. In the magnesium fiber in particular, a recrystallized structure with a mean grain size of 16 μm forms (Fig. 5b). Compared to the structure of this fiber in the deformed state, the grain size after annealing increases 6.5-fold (Figs. 5a and 5b). In copper fiber, the deformed state is also changed to a recrystallized state (Figs. 5c and 5d). The recrystallization processes are also indicated by the emergence of numerous annealing twins. The grains acquire an equiaxial shape and have a size of ~15–20 μm (Fig. 5d).

Microstructure of (a, b) magnesium and (c, d) copper fibers (a, c) before and (b, d) after annealing at 320°C, 2 h.
During the annealing of the composite, the diffusion layers along the fibers acquire more distinct boundaries; in this case, low-temperature annealing at 200°C for 2 h does not change their size and phase composition and an increase in temperature to 320°C intensifies the diffusion and mass-transfer processes while the thickness of the diffusion layers increases several-fold. Comparing Figs. 4b and 4c, we can see that, at the Cu/Mg interface, the thickness of the diffusion layer after annealing increases twofold from 10 to 20 μm.
2.2. Electrical and Mechanical Properties
The electrical properties of the composite were studied on samples with a diameter of 0.25 mm. Figure 6 shows the temperature dependence of the electrical resistivity (1) of a ternary composite when heated to 450°C, which exhibits a linear increase in ρ as a function of T up to 300°C, disturbed with a further increase in temperature. The temperature dependence taken during the cooling of the sample has a plateau in the temperature interval 460–440°C. All these anomalies may indicate changes in the structure of the composite. Taking into account the data of [13], which showed the absence of anomalies in the resistometric curve of binary Cu/Mg composites (3) in the temperature range 300–450°С, we can assume that the main processes that cause the increase in the electrical resistivity upon the heating of the ternary composite occur at the Al/Cu interface.

Temperature dependences of the electrical resistivity of deformed (1) and annealed (2) Al/Cu/Mg ternary and (3) Cu/Mg double composites upon heating and cooling at a rate of 120°/h.
These results are consistent with the data of X-ray spectral analysis, which showed that the formation of intermetallide phases and diffusion layers at this boundary is rather active. A comparison of the temperature dependences of the electrical resistivity taken during the heating of the initially deformed (1) and annealed sample (2) has shown that, for the latter, the deviation from the linear dependence of ρ on T at temperatures above 300°C is more pronounced and ρ increases faster. The plateau in the cooling curves is slightly shifted to lower temperatures of 450–430°C. All these facts also indicate the intensification of solid-phase reactions at the interfaces of the fibers, which ultimately can lead to changes in the phase composition and properties of the annealed composite as a whole. For example, as a result of the decomposition of nonequilibrium aluminum and copper solid solutions and the formation of dispersed strengthening phases, the strength properties of the material will be enhanced.
The mechanical properties were studied on deformed and annealed wire samples. The results of the tests and the type of treatment are given in Table 3.
It follows from the table that the annealing of an extruded composite at 320°C leads to a reduction in the offset yield point to 100 MPa and increases the plasticity of the material. Additional deformation by 75% by drawing after annealing restores the high values of σ0.2 = 254 MPa. The increase in strength may be due to the release of intermetallic phases during the annealing of the ternary composite. The strength of the annealed ∅1.5 mm wire is 253 MPa, which is higher by 63 MPa than the strength of the AMg2 alloy wire. The plasticity characteristics are almost the same and are on the level of 19–23% (GOST 4784-97).
CONCLUSIONS
Analyzing the results obtained in the study of the evolution of the structure and properties of the Al/Cu/Mg composite during thermomechanical treatment, we should note the positive experience of using fluid extrusion to produce aluminum wires with a large number of thin copper and magnesium fibers. Such composite wires have higher strength characteristics than those of AMg2 alloy wire. One of the main factors of strengthening of composites is the formation of new intermetallic phases AlCu, A2Cu, Mg2Cu, or Cu2Mg at the boundaries between dissimilar fibers, as well as diffusion layers consisting of supersaturated solid solutions in their components.
The formation of such nonequilibrium states by mechanical alloying of components under intense plastic deformation is described in sufficient detail in the literature [15–18]. In particular, several mechanisms for the formation of solid solutions have been proposed in which the active role is played by nonequilibrium point defects, atom transfer by dislocations, and grain boundary diffusion.
The comparison of the mutual diffusion coefficients and atomic radii of Cu, Al, and Mg (in ascending order) allows us to state that, upon fluid extrusion of Al/Cu/Mg composite, at the boundaries of dissimilar fibers, nonequilibrium substitution solid solutions of copper in aluminum and copper in magnesium are formed. In turn, upon subsequent thermal treatment, their decomposition with the release of disperse strengthening phases may be an additional source of increasing the strength of the composite.
REFERENCES
I. B. Peshkov, “The state and prospects of aluminum in the cable industry,” Kabeli i Provoda, No. 1, 7–9 (2009).
Overview of the Aluminum Rod Market (InfoMain. Dekabr’, Moscow, 2008) [in Russian].
N. A. Belov, A. N. Alabin, and A. Yu. Prokhorov, RF Patent No. 2010107317/02 (2010)
Yu. A. Gorbunov, “Role and prospects of rare-earth metals in the development of physico-mechanical characteristics and applications of deformable aluminum alloys,” Zh. Sibir. Federal. Univ. Ser. Engineer. Technol., 635–645 (2015).
D. I. Belyi, “Aluminum alloys for conductor cores of cable products,” Nauka Tekh. Kabeli Provoda, No. 1 (332), 8–15 (2012).
F. Wang, K. Wakoh, Y. Li, S. Ito, K. Yamanaka, Y. Koizumi, and A. Chiba, “Study of microstructure evolution and properties of Cu–Fe microcomposites produced by a pre-alloyed powder method,” Mater. Des. 126, 64–72 (2017).
S. Zhao, Z. Zheng, Z. Huang, S. Dong, P. Luo, Z. Zhang, and Y. Wang, “Cu matrix composites reinforced with aligned carbon nanotubes: Mechanical, electrical and thermal properties,” Mater. Sci. Eng., A 675, 82–91 (2016).
F. Bo, X. Yuncang, Y. Huihui, H. Rui, and L. Qing, “Mechanical behavior of a Mg/Al composite rod containing a soft Mg sleeve and an ultra hard Al core,” Mater. Sci. Eng., A 675, 204–211 (2016).
W. Yang, F. Bo, X. Yuncang, H. Rui, Y. Huihui, and L. Qing, “Microstructure mechanical behavior of a Mg AZ31/Al 7050 laminate composite fabricated by extrusion,” Mater. Sci. Eng., A 640, 454–459 (2015).
K. Maki, Y. Ito, H. Matsunaga, and H. Mori, “Solid solution copper alloys with high strength and high electrical conductivity,” Scr. Mater. 68, 777–780 (2013).
C. Zhu, A. Ma, J. Jiang, X. Li, D. Song, D. Yang, Y. Yuan, and J. Chen, “Effect of ECAP combined cold working on mechanical properties and electrical conductivity of Conform-produced Cu–Mg alloys,” J. Alloys Compd. 582, 135–140 (2014).
S. Gorsse, B. Ouvrard, M. Goune, and A. Poulon-Quintin, “Microstructural design of new high conductivity–high strength Cu-based alloy,” J. Alloys Compd. 633, 42–47 (2015).
A. Yu. Volkov, A. A. Kalonov, D. A. Komkova, and A. V. Glukhov, “Structure and properties of Cu/Mg-composites, obtained by hydroextrusion,” Phys. Met. Metallogr. 119 (10) (2018), (in press).
A. Yu. Volkov, O. S. Novikova, and B. D. Antonov, “The kinetics of ordering in an equiatomic CuPd alloy: A resistometric study,” J. Alloys Compd. 581, 625–631(2013).
T. P. Tolmachev, V. P. Pilyugin, A. I. Ancharov, E. G. Chernyshev, and A. M. Patselov, “The formation, structure, and properties of the Au–Co alloys produced by severe plastic deformation under pressure,” Phys. Met. Metallogr. 117, 135–142 (2016).
V. L. Gapontsev and V. V. Kondrat’ev, “Diffusion phase transformations in nanocrystalline alloys under severe plastic deformation,” Dokl. Phys. 385, 576–579 (2002).
V. M. Farber, “A contribution of diffusion processes into structure-formation upon the severe cold plastic deformation of metals,” Metalloved. Term. Obrab. Met., No. 8, 3–9 (2002).
M. Shtremel’, “The role of diffusion in the processes of mechanical alloying,” Metalloved. Term. Obrab. Met., No. 8, 10–12 (2002).
ACKNOWLEDGMENTS
This work was carried out within a state task from the Federal Agency of Scientific Organizations, subject “Structure”, project no. АААА-А18-118020190116-6.
The electron microscopy studies were performed in the Department of Electron Microscopy of the Institute of Metal Physics, Ural Branch, Russian Academy of Sciences, “Testing Center of Nanotechnologies and Unconventional Materials.”
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by E. Chernokozhin
Rights and permissions
About this article

Cite this article
Brodova, I.G., Volkov, A.Y., Shirinkina, I.G. et al. Evolution of the Structure and Properties of Al/Cu/Mg Ternary Composites during Thermomechanical Treatment. Phys. Metals Metallogr. 119, 1210–1216 (2018). https://doi.org/10.1134/S0031918X18120050
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0031918X18120050