
Abstract
New polymer composite materials (PCMs) were obtained based on a mixture of phenol–formaldehyde and phthalide-containing phenol–formaldehyde resole-type binders reinforced with polyoxadiazole fiber, and their tribological properties were investigated. A study was made of the effect of the content of the phthalide-containing phenol–formaldehyde polymer in the two-component mixture of binders on the hardness of the surface layer and the tribological and thermofrictional properties of the PCM in various systems of dry friction on steel. It was shown that the resulting PCMs are superior in tribological and thermofrictional properties to PCMs based on phenol–formaldehyde or phthalide-containing phenol–formaldehyde resole-type binders.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
The active development of modern knowledge-intensive technologies places increased demands on the performance of equipment of various specializations (transport, mining and processing complexes, power equipment, engineering structures, etc.). The use of parts made from polymer composite materials (PCMs) in machines and mechanisms is one of the efficient ways to increase the service life and energy efficiency of equipment. Therefore, in recent years, there has been a steady trend toward replacing metal elements of friction systems with polymer ones, including in equipment operating under extreme conditions of high loads [1, 2].
Phenol–formaldehyde (PF) resins are widely used as binding components of fiber-filled antifriction composite materials. This is due to the higher performance of tribotechnical products made from PCMs based on them in comparison with other thermosetting (e.g., epoxy) and thermoplastic (polyamides, polypropylene, polycarbonate, etc.) polymers [3–6].
Improving the methodology for stabilizing the processes of friction of fiber-reinforced PCMs based on PF binders is a current direction in tribological research. Tribotechnical products made from PF composites reinforced with polyoxadiazole (POD) fiber are characterized by significantly higher heat and abrasion resistance in comparison with PF composites based on cellulose, carbon, polyamide, and polyaramid fibers [7–10]. These composites belong to the class of “antifriction organoplastics.”
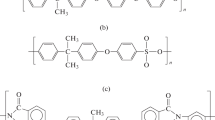
A promising approach to creating new wear-resistant organoplastics with improved thermal, strength, and tribological properties is the chemical modification of the PF binder with a rigid-chain polymer. A resole-type PF binder containing a phthalide group was chosen as a modifier (Fig. 1), which was first obtained in 1967 by Korshak, Sergeev, and Shitikov [11, 12].

Structural formula of a resole-type PF binder based on phenol, phenolphthalein, and formaldehyde (FF-40).
FF-40 phthalide-containing resole-type PF binder is characterized by the increased strength and thermal characteristics and high coke numbers, as well as improved tribological properties in comparison with the resole-type PF binder containing no phthalide group [11–13].
To create new antifriction materials suitable for use in various dry friction systems, this work was aimed at obtaining PCMs reinforced with POD fiber based on a two-component mixture consisting of a PF binder that is conventionally used in the production of sheet organoplastics and a heat-resistant rigid-chain phthalide-containing PF binder. The tribological and thermofriction properties of the obtained PCMs were investigated.
EXPERIMENTAL
The binders used were FEL-03 resole-type PF resin (TU 2221-026-48090685-2014), FF-40 resole-type phthalide-containing PF resin (its synthesis method was described previously [12]), and their mixtures in the ratios (wt %) 70 : 30 and 30 : 70. These ratios were chosen on the basis of the results of preliminary studies, which showed that PCMs based on a two-component binder comprising phenol–formaldehyde (PF) and phenolphthalein–formaldehyde (FF-40) polymers in a ratio of 50 : 50 have unsatisfactory tribological properties.
The gelatinization time was determined in accordance with GOST 901-2017 (clause 7.6) at T = 150°C.
The fabric reinforcing filler was made of Arselon heat-resistant antifriction POD fiber (Russia), the properties and role of which in the friction of phenol–formaldehyde composites were studied in detail in other works [7–10].
All test specimens were made using the same technology by compression pressing (T = 160°C, Рsp = 300 kgf cm–2 , holding time τ = 1 min/mm of specimen thickness) from prepregs with a binder content of 40 wt %.
Surface microhardness was determined with a PMT-3 microhardness meter (Russia) at a load of 50 g.
Friction tests of the PCMs were carried out on an I-47 end friction machine (Russia). Two types of steel counterbodies were used:
(i) three-ball counterbody: balls 5.0 mm in diameter, manufactured in accordance with GOST 3722-81, Ra = 0.02, Psp = 10 MPa;
(ii) bushing with end surface ∅22 × 12 mm, made of 30CH13 steel in accordance with GOST 5632-2014, surface polished to Ra = 0.2, Rsp = 0.043 MPa.
The specimens were tested for 30 min at a rotation speed of 0.5 m s–1. The mass wear of all specimens was determined with an accuracy of 0.0001 g by weighing on an analytical balance before and after testing.
The thermofriction properties of the specimens were studied on the I-47 end friction machine with a heating element located around the point of contact between the counterbody and the specimen. The specimen was heated from room temperature to 180°C at a rate of 10 K/min. The tests were carried out at a rotation speed of 0.5 m s–1 and a load of 0.17 MPa. Temperature measurements in the friction contact zone were made continuously at a distance of 1 mm from the surface of the counterbody using a thermocouple.
RESULTS AND DISCUSSION
For the development of multicomponent systems, the determination of the gelatinization time is an important technological step. With an increase in the content of FF-40 phthalide-containing binder in the mixture with the PF binder, the gelatinization time increases (Fig. 2, curve 1). The gelatinization time for FF-40 and PF binders was 118 and 94 s, respectively. The gelatinization time in the case of FF-40 binder is longer because its macromolecule contains a bulky phthalide fragment, which is unreactive under the given processing and operating conditions, complicating the crosslinking of the thermosetting polymer and promoting the formation of a sparsely crosslinked polymer structure [11–13].

Dependence of (1) the gelatinization time of binders and (2) the microhardness of the surface of pressed PCMs on the content of FF-40 phthalide-containing component in the mixture with the PF binder.
The study of the microhardness of the surface of the PCM specimens obtained by compression pressing under the same conditions showed that, with an increase in the content of FF-40 phthalide-containing binder in the mixture with the PF binder, the surface microhardness decreases (Fig. 2, curve 2). It can be assumed that this is due to the sparsely crosslinked structure of the macromolecules of the two-component binder, which is less rigid than the crosslinked structure of the PF binder.
The study of the tribological properties of the obtained PCMs was performed by ball-on-disc and bushing-on-disc tests. At the initial stage of friction (up to 30 min), the nature of the reinforcing fibers has minimal effect on the friction coefficient since the surface of the fabric specimens is covered with a layer of a polymer binder [10].
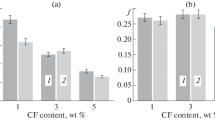
Figure 3 illustrates the results of the study of the tribological properties of the PCMs by ball-on-disk test, which can ensure a sufficiently high pressure and a minimum contact area in the friction system. In this test, the development of frictional heating is minimized [14, 15]. The PCM based on FF-40 phthalide-containing binder has higher values of friction coefficient μ and wear I than the PCM based on the PF binder, which may be due to the reduced hardness of the surface layer, leading to the localization of POD fibers on the surface and a change in the friction mechanism [10]. Note that the dependence for the two-component binder is different: the introduction of FF-40 phthalide-containing resin into the PF binder of the PCM significantly reduces the friction coefficient and the amplitude of its variation. The best tribological performance was achieved at a content of FF-40 phthalide-containing binder of 30 wt % in the mixture with the PF binder (Fig. 3).

Dependence of (1) the friction coefficient and the amplitude of its variation and (2) the wear of the PCM on the content of FF-40 phthalide-containing component in the mixture with the PF binder during dry friction with a steel-ball counterbody.
The coefficient of mutual overlap during friction with the bushing counterbody is 1, which almost corresponds to the actual operating conditions of parts made of PCMs, since they are widely used in the production of plain bearings, bushings, liners, etc. The tribological tests of the PCM based on the PF binder (Fig. 4) demonstrate a fairly high amplitude of variation of the friction coefficient (from 0.19 to 0.33) and increased wear (1.2 mg). At the same time, in the case of PCM based on FF-40 phthalide-containing binder, despite the higher friction coefficient (0.3), the friction process is stable (the amplitude of variation of the friction coefficient ranges from 0.28 to 0.32), and wear is 0.3 mg. The minimum friction coefficient (0.21) is achieved in the system dominated by the PF binder, and the minimum wear (0.2 mg) is reached in the system dominated by FF-40 phthalide-containing binder (Fig. 4).

Dependence of (1) the friction coefficient and the amplitude of its variation and (2) the wear of the PCM on the content of FF-40 component in the mixture with the PF binder during dry friction with a bushing counterbody.
Thus, regardless of the type of friction test (ball-on-disc or bushing-on-disc), the PCMs based on the mixtures of FF-40 phthalide-containing binder and the PF binder have better tribological properties than PCMs based on single-component FF-40 or PF binder.
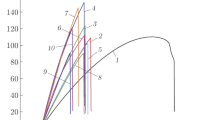
Analysis of the dependences of the thermofriction properties of PCMs (Fig. 5) shows that a higher degree of intermolecular crosslinking of the PCM matrix based on the PF binder under the test conditions negatively affects its tribological properties (Fig. 5, curve 1): the friction coefficient is less stable and reaches maximum values (more than 0.8) at 140–160°C. With a further increase in temperature, the friction coefficient sharply decreases, which may be due to an increase in the wear rate of a harder and more brittle matrix, as well as a higher intensity of fatigue wear with the formation of a “third body” (friction transfer mechanism) [16].

Temperature dependence of the friction coefficient of the PCMs based on (1) the PF binder, (2) FF-40 phthalide-containing, and their mixtures containing (3) 30 and (4) 70 wt % FF-40.
The process of friction of the PCM based on FF-40 phthalide-containing binder (Fig. 5, curve 2) and its mixtures with the PF binder containing FF-40 (30 and 70 wt%) (Fig. 5, curves 3, 4, respectively) is characterized by higher stability and lower friction coefficient in comparison with that of the PCM based on the PF binder. This indicates not only the high thermal stability of the phthalide-containing PF binder, but also its ability to create a positive gradient of mechanical properties [14] during friction of PCM under conditions of dynamically increasing ambient temperature.
CONCLUSIONS
This work was the first to study the effect of the composition of a two-component mixture of phenol–formaldehyde and phthalide-containing phenol–formaldehyde resole-type binders on the hardness of the surface layer and the tribological and thermofriction properties of a PCM reinforced with polyoxadiazole fiber. It was shown that phthalide-containing phenol-formaldehyde oligomers are efficient as modifying additives that provide a controlled, scarcely crosslinked structure of industrial phenol–formaldehyde binders. The obtained PCMs have improved tribological and thermofrictional properties in comparison with PCMs based on phenol–formaldehyde or phthalide-containing phenol–formaldehyde resole-type binders. The results of the study are important in the development of PCMs with properties controllable over a wide range due to the use of multicomponent binders.
REFERENCES
Ren, Y., Zhang, L., Xie, G., Li, Z., Chen, H., Gong, H., Xu, W., Guo, D., and Luo, J., Friction, 2021, vol. 9, pp. 429–470. https://doi.org/10.1007/s40544-020-0446-4
Rodiouchkina, M., Lind, J., Pelcastre, L., Berglund, K., Rudolphi, A.K., and Hardell, J., Wear, 2021, vol. 484, p. 204027. https://doi.org/10.1016/j.wear.2021.204027
Torlova, A.S., Vitkalova, I.A., and Pikalov, E.S., Nauch. Obozr. Tekh. Nauki, 2017, no. 2, pp. 96–114.
Burmistr, M.V., Boiko, V.S., Lipko, E.O., Gerasimenko, K.O., Gomza, Yu.P., Vesnin, R.L., and Kovalenko, V.L., Mech. Compos. Mater., 2014, vol. 50, pp. 213–222. https://doi.org/10.1007/s11029-014-9408-0
Senthilkumar, K., Siva, I., Karthikeyan, S., Pulikkalparambil, H., Parameswaranpillai, J., Sanjay, M.R., and Siengchin, S., in Phenolic Polymers Based Composite Materials, Jawaid, M. and Asim, M., Eds., Ser. Composites Science and Technology, Singapore: Springer, 2021, pp. 123–138. https://doi.org/10.1007/978-981-15-8932-4_8
Bakri, M.K.B., Rahman, M.R., and Matin, M.M., in Fundamentals and Recent Advances in Nanocomposites Based on Polymers and Nanocellulose, Elsevier, 2022, pp. 127–142. https://doi.org/10.1016/B978-0-323-85771-0.00011-7
Sazanov, Yu.N., Dobrovol’skaya, I.P., Lysenko, V.A., Sal’nikova, P.Yu., Kosyakov, D.S., Pokryshkin, S.A., Fedorova, G.N., and Kulikova, E.M., Russ. J. Appl. Chem., 2015, vol. 88, no. 8, pp. 1304–1310. https://doi.org/10.1134/S1070427215080121
Buyaev, D.I., Krasnov, A.P., Naumkin, A.V., Yudin, A.S., Afonicheva, O.V., Golub, A.S., Goroshkov, M.V., and Buzin, M.I., J. Frict. Wear, 2016, vol. 37, pp. 351–357. https://doi.org/10.3103/S106836661604005X
Sharifullin, S.N., Denisov, V.A., Zadorozhny, R.N., Kudryashova, E.Y., Reschikov, E.O., and Izikaeva, A.I., Tribol. Ind., 2020, vol. 42, no. 1, pp. 81–88. https://doi.org/10.24874/ti.2020.42.01.08
Yudin, A.S., Buyaev, D.I., Afonicheva, O.V., Goryacheva, I.G., and Krasnov, A.P., J. Frict. Wear, 2013, vol. 34, pp. 245–252. https://doi.org/10.3103/S10683666130401204
Sergeev, V.A., Korshak, V.V., and Shitikov, V.K., Vysokomol. Soed. A, 1967, vol. 9, no. 9, pp. 1952–1957.
Korshak, V.V., Sergeyev, V.A., Shitikov, V.K., Severov, A.A., Nazmutdinova, I.Kh., Zheltakova, S.G., Burlutskiy, V.F., Kiselev, B.A., Yaremenko, V.V., Vysokomol. Soed., 1968, vol. 10, no. 5, pp. 1085–1091.
Panova, M.O., Krasnov, A.P., Gorbunova, I.Yu., Klabukova, L.F., Salazkin, S.N., and Ezernitskaya, M.G., Plast. Massy, 2020, no. 9–10, pp. 53–55. https://doi.org/10.35164/0554-2901-2020-9-10-53-55
Kragelsky, I.V., Trenie i iznos (Friction and Wear), Moscow: Mashinostroenie, 1968.
Goryacheva, I.G., Makhovskaya, Yu.Yu., Morozov, A.V., and Stepanov, F.I., Trenie elastomerov. Modelirovanie i eksperiment (Friction of Elastomers, Modeling and Experiment), Moscow, Izhevsk: Inst. Komp. Issled., 2017.
Chichinadze, A.V., Levin, A.L., Borodulin, M.M., and Zinov’yev, B.V., Polimery v uzlakh treniya mashin i priborov (Polymers in Friction Units of Machines and Devices), Moscow: Mashinostroenie, 1988.
Funding
The work was carried out within the framework of State Assignment no. 075-00697-22-00 of the Ministry of Science and Higher Education of the Russian Federation.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
CONFLICT OF INTEREST
The authors of this work declare that they have no conflicts of interest.
ETHICS APPROVAL AND CONSENT TO PARTICIPATE
This work does not contain any studies involving human and animal subjects.
Additional information
Translated by V. Glyanchenko
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Panova, M.O., Buyaev, D.I. & Shaposhnikova, V.V. Antifriction Composites Based on a Two-Component Modified Phenol–Formaldehyde Binder. Dokl Chem 514, 21–25 (2024). https://doi.org/10.1134/S0012500823601080
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0012500823601080