
Abstract
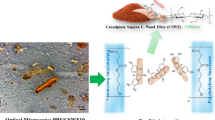
We have developed advanced cellulose-based resin composites consisting of cardanol-bonded cellulose diacetate (CDA), polyester resins and glass fiber, which have high impact strength and bending strength suitable for durable products. Cardanol-bonded CDA derived from inedible plant resources was produced by bonding a modified cardanol to CDA. Cardanol, which is extracted from cashew nut shells, is a phenol derivative with a linear unsaturated hydrocarbon side chain. Esterification of the modified cardanol (3-pentadecylphenoxy acetic acid: PAA) and CDA produced a thermoplastic PAA-bonded CDA with better rigidity and water resistance than a conventional CDA composite with a plasticizer, but the impact strength of the PAA-bonded CDA was insufficient for durable products. By testing the addition of various polyester resins to the PAA-bonded CDA, we found that poly(butylene succinate adipate) (PBSA), which has flexibility and high compatibility with the PAA-bonded CDA, greatly increased its impact strength. The fracture surface of the PAA-bonded CDA composites with 20–30 wt% PBSA had a corrugated surface due to shearing-induced deformation caused by the finely dispersed amorphous PBSA in the composites. Furthermore, adding glass fiber to the PAA-bonded CDA composites with PBSA enhanced its bending strength and impact strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Introduction
Biomass-based plastics derived from renewable biomass resources are expected to be environmentally friendly materials to ameliorate petroleum depletion and carbon dioxide emissions that are causing global warming.1 In recent years, mass-produced bioplastics such as poly(lactic acid) (PLA)2 and bio-polycarbonate (PC) and their composites have been used in durable products for automobiles and electronic devices as well as in consumer products such as textiles and tableware.3 As most of these bioplastics are made using starch produced from edible plants, anxiety about food shortages in the future has increased interest in making bioplastics from inedible plants and the inedible parts of edible plants.
Cellulose, the main component of plant fiber, is the most abundant inedible plant material on Earth,4 but the strong hydrogen bonds between its molecules make it difficult to thermally plasticize and mold. Substantial research efforts have therefore been devoted to facilitating its thermal plasticization by synthesizing cellulose derivatives such as cellulose diacetate (CDA)5, 6 and by adding large amounts of plasticizers7 (for example, di-n-hexyl phthalate, diethyl sebacate, triethyl citrate) to them. These cellulose derivatives have short-chain fatty acids such as acetic acid, propionic acid, and nitric acid8 bonded to hydroxyl groups of cellulose and absorb large amounts of water, making their hydrophobicity insufficient. Furthermore, adding large amounts of plasticizers reduces the rigidity and heat resistance of these cellulose derivatives. These issues have limited their use in durable products; therefore, cellulose derivatives with long alkyl chains have been developed. The long alkyl chains used include carboxylic acids and their derivatives, such as carboxylic anhydrides and carboxylic acid chlorides,9, 10 alkyl halides with alkalis,11 and hydroxyl groups on glucose units.12, 13, 14 We have also developed an advanced CDA resin-bonding cardanol to improve water absorption, rigidity and heat resistance of cellulose derivatives.15 Cardanol extracted from the shells of cashew nuts is a uniquely structured phenol derivative with a linear alkyl side long-chain, and it is hydrophobic and flexible.16 Esterification of the modified cardanol, 3-pentadecylphenoxy acetic acid (PAA) and CDA results in a thermoplastic PAA-bonded CDA resin with excellent rigidity and good water resistance. The impact strength of the resin, however, was insufficient for use in durable products such as electric devices. We subsequently demonstrated that specific olefin resins17 and polyether silicones18 work as impact modifiers for PAA-bonded CDA. The impact modifiers, optimized in terms of amounts (up to 5 wt%), polarities, and viscosities, have increased the impact strength of the PAA-bonded CDA composites through crazing19 and shearing-induced deformations.20
In the study reported here, adding flexible polyester resins was investigated as a further approach to improving the impact strength of the PAA-bonded CDA resin, so that the PAA-bonded CDA composites can be used in durable products such as electric devices. We defined the targeted mechanical properties for electric devices as follows: Izod impact strength 5 kJ m−2, bending strength 60 MPa, bending modulus 2 GPa. These values are based on our practical experience in using plastics for the housings of most electronic devices. First, incorporating various polyester resins with different polarities and structures—especially PLA and poly(hydroxybutyrate) (PHB) as branched polyester resins and poly(caprolactone) (PCL), poly(butylene succinate) (PBS) and poly(butylene succinate adipate) (PBSA), which has lower polarity than PBS, as linear polyester resins—was attempted to increase the impact strength of the PAA-bonded CDA resin. Adding glass fiber to the PAA-bonded CDA composites with PBSA was also examined to improve rigidity including the bending strength and bending modulus.
Experimental Procedures
Materials
PAA-bonded CDA was prepared using the method described by Iji et al.15 (Figure 1). CDA (LM-80; degree of substitution (DS*) of acetic acid: 2.1; viscosity: 200 mPa·s; 6 wt% in acetone) was supplied by Daicel Chemical Industries, Ltd (Tokyo, Japan) (*DS: ratio of replacing three hydroxide groups in one glucose unit in cellulose with acetic acids). Hydrogenated cardanol (m-n-pentadecyl phenol), in which the unsaturated bonds in the alkyl side chain were changed to saturated bonds by adding hydrogen, was supplied by Acros Organics Co. (New Jersey, USA), according to whom the change ratio was more than 99 wt%. The 1,4-dioxane and methanol were supplied by Kanto Chemical Co. (Tokyo, Japan) and used as reaction and isolation solvent reagents without further purification. Triethyl amine was also supplied by Kanto Chemical Co. as a catalyst.

Structure of modified cardanol-bonded cellulose diacetate.
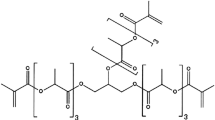
The linear polyester resins PBS, PBSA and poly(caprolactone) (PCL) with the structures described in Figure 2 were used in this study, as were the branched polyester resins PLA and poly(hydroxybutyrate) (PHB) with the structures shown in Figure 3. PBS (Bionole, Showa Denko Co., Ltd., Tokyo, Japan, 1001MD: Mn=61,000, Mw=150,000) and PBSA (Bionole 3001MD: Mn=48,000, Mw=128,000), in which 20 mol% of the succinic acid in PBS was replaced by adipic acid, were supplied by Showa Denko Co., Ltd. PCL (CELGREEN PH7: Mn=11,000, Mw=30,000) was supplied by Daicel Co. (Japan). PLA (TE-4000: Mn=31,000, Mw=72,000) was manufactured by Unitika Ltd. (Japan). PHB (Biogreen: Mn=200,000, Mw=622,000) was supplied by Mitsubishi Gas Chemical Co. (Tokyo, Japan). Mn and Mw represent number-average and weight-average molecular weight of the polyester resins in terms of polystyrene. The chemical structure of the polyesters was identified using a 1H-NMR spectrometer. The 1H-NMR spectra of the polyesters are shown in Supplementary Information 1 (PBS), Supplementary Information 2 (PBSA), Supplementary Information 3 (PCL), Supplementary Information 4 (PLA) and Supplementary Information 5 (PHB). The glass fiber (03JAFT792) was manufactured by Owens Corning Japan LLC (Tokyo, Japan). The plasticizer triethyl citrate (TEC) was supplied by Pfizer Inc. (New York, NY, USA). PA11: poly11-aminoundecanoic acid (product name Rilsan BMFO) was supplied by Arkema Japan, Ltd. (Tokyo, Japan). Acrylonitrile butadiene styrene copolymer (ABS, product name GA-701) was supplied by Nippon A&L Co. (Osaka, Japan).

Structures of tested linear polyester resins: (a) PCL; (b) PBS; and (c) PBSA.

Structures of tested branched polyester resins: (a) PLA; and (b) PHB.
Preparation of test specimens
Sample composites were prepared using an extruder (Haake MiniLab, Thermo Fisher Scientific Co., Darmstadt, Germany), mechanically kneading PAA-bonded CDA and 20–70 wt% polyester resins and glass fiber at 200±10 °C. Each sample was kept at 80 °C for 5 h before injection-molding to remove moisture. For the mechanical tests, PAA-bonded CDA and its derivatives with additional components, such as polyester resins and glass fiber, were molded into test pieces using an injection-molding machine (Haake Mini Jet II, Thermo Fisher Scientific Co.). The temperature of the molten pellets was 200–220 °C, and the temperature of the mold was 80–110 °C. The injection pressure was 70–120 MPa, and the pressure was subsequently kept at 40 MPa for 5–10 s. The test pieces of the molded samples were 2.4 mm thick, 80 mm long and 12.4 mm wide.
Measurements
The mechanical characteristics of the molded samples were measured at room temperature in bending tests conducted in accordance with the ASTM D790 on a universal testing machine (Instron 5567, Instron Co., Norwood, MA, USA; cross-head speed: 0.85 mm min−1; span: 32 mm). The test pieces in the bending test were 2.4 mm thick, 80 mm long and 12.4 mm wide. Izod impact tests were conducted in accordance with the JIS K7110 using an impact-testing instrument (Universal Impact Tester C1, Toyo Seiki Seisaku-sho, Ltd., Tokyo, Japan; pendulum: 2.75 J; upswing angle: 150°). The impact resistance was calculated in accordance with the JIS K7110 standard test method.
Water resistance was evaluated by calculating the water absorption of the bending-test samples. The absorption was calculated from the difference between the weights measured before and after soaking the samples for 24 h in distilled water at room temperature.
The melt flow rate, which is the weight of melted sample passing through a capillary (10 mm long and 2 mm in diameter) in 10 min, was measured using a capillary rheometer (CFT-500D, Shimadzu Co., Kyoto, Japan) at 200 °C with a 500 kgf cm−2 load. Each sample was kept at 80 °C for 5 h before the melt flow rate test to remove moisture.
The turbidity (or haze) of the PAA-bonded CDA composites was evaluated using a haze meter (HM-150, Murakami Color Research Laboratory Co., Ltd., Tokyo, Japan) The haze was calculated in accordance with the JIS K7136 standard test method. The test pieces for the haze measurements were 2.4 mm thick, 80 mm long and 12.4 mm wide, and the turbidity values listed in Tables 1 and 2 are the haze values obtained in the thickness direction.
To measure the heat of fusion of crystallized polyester in the resulting resin samples, differential scanning calorimetric analysis of the samples was conducted using a differential scanning calorimeter (DSC 6200/EXSTAR6000, Seiko Instrument Inc., Chiba, Japan). Measurements with the same thermal history were performed by heating each sample from −100 to 230 °C at 10 °C min−1 and then measuring the heat of fusion of the crystallized polyester.
The appearance of the molded samples was observed using a digital microscope (KEYENCE Co., Osaka, Japan, VHX-500 F). The fracture surfaces of the molded samples after impact testing were observed using a scanning electron microscope (KEYENCE Co., VE-7800).
Results and discussion
Effect of adding polyester resins on the impact strength of PAA-bonded CDA
The impact strength of the PAA-bonded CDA composites with 20 wt% of these polyester resins were measured (Figure 4). Among all polyesters, PBSA was the most effective as an impact modifier of the PAA-bonded CDA. The dispersion of the polyester resins in the composites and the heat of fusion and crystallization rate of the polyester resins in the composites as well as fracture cross-sections of the composites after impact testing were investigated (Table 1 and Figure 5). Adding PLA and PHB as branched monomers was examined to enhance the impact strength of the PAA-bonded CDA. The composite with PLA had a weak impact strength and opaque appearance. Adding PLA to the PAA-bonded CDA formed a weak layered structure in the composites (Figure 5b, and PLA was not dispersed in the composite. Moreover, the composite with PHB had relatively high impact strength and a translucent appearance; therefore, the added PHB seemed to disperse relatively well in the composite. However, adding PHB to the PAA-bonded CDA formed a layered structure, as did adding PLA (Figure 5c). This result indicated that PHB was not uniformly dispersed in the composite.

Effect of adding 20 wt% polyester resins on the impact strength of PAA-bonded CDA composites.

Scanning electron microscope images of fracture surfaces of PAA-bonded CDA with 20 wt% polyester resins after impact testing: (a) PAA-bonded CDA, (b) with PLA, (c) with PHB, (d) with PCL, (e) with PBS and (f) with PBSA.
The polyester resins with linear monomers (PCL, PBS and PBSA) did not form a layered structure (Figures 5d–f). However, the composites with PCL and PBS showed high turbidity, indicating that these resins did not disperse uniformly in the composite, as shown in Table 1. As a result, adding these resins did not increase the impact strength of PAA-bonded CDA. By contrast, PBSA, in which 20 mol % of the succinic acid in PBS was replaced by adipic acid, resulting in lower polarity than PBS, was especially uniformly dispersed; PBSA appeared almost transparent in the PAA-bonded CDA composites, and greatly improved their impact strength. The heat of fusion of crystallized polyester resins in PAA-bonded CDA composites was examined by differential scanning calorimetric analysis. As shown in Table 1, the degree of crystallization of PBS and PCL in the PAA-bonded CDA composites were larger than that of PBSA, and the crystallized parts of these polyesters, which were fragile and were not finely dispersed, did not improve the impact strength. Based on our previous research,18 adding polyether-modified silicones, which were finely dispersed in the PAA-bonded CDA composites, greatly improved impact strength through shearing-induced deformations. Therefore, we deduced that the reason why PBSA enhanced the impact strength of the composites compared with the other polyester resins was its compatibility with the PAA-bonded CDA and the high amounts of flexible amorphous PBSA in the PAA-bonded CDA composites. As shown in Figure 6, the highest impact strength was obtained when 30 wt% PBSA was added. Figure 6 and Table 2 indicate the effect of adding PBSA on the turbidity and heat of fusion of PAA-bonded CDA composites. The addition of more than 30 wt% PBSA to the PAA-bonded CDA composites increased its turbidity and reduced its impact strength. As shown in Table 2, adding large amounts of PBSA tended to crystallize PBSA in the PAA-bonded CDA composites. Consequently, the crystallized PBSA, which is fragile and not finely dispersed, would reduce the impact strength. That is, the high impact strength of the PAA-bonded CDA composites containing 20–30 wt% PBSA was due to amorphous PBSA, which is flexible and finely dispersed in the composites. In addition, the fracture cross-section of PAA-bonded CDA without PBSA had a flat surface (Figure 5a), whereas the fracture cross-section of a composite with 20 wt% PBSA (Figure 5f) had a corrugated surface due to shearing-induced deformation caused by the finely dispersed flexible PBSA in the composites. By contrast, the fracture cross-sections of PAA-bonded CDA with PCL and PBS had fewer concavities and convexities than the fracture cross-sections of the composites with PBSA (Figures 5d and e).

Effect of adding PBSA and PBS on the impact strength of PAA-bonded CDA composites.
Enhancing the bending strength of PAA-bonded CDA composites with PBSA by adding glass fiber
The PAA-bonded CDA composites with PBSA and glass fiber exhibited high bending strength as well as high impact strength. The bending strength of the PAA-bonded CDA composites with highly flexible PBSA was relatively low (Figure 7), but the strength is preferably required to be at least 60 MPa, as mentioned above, when the composites are used in durable products such as electronic devices. Therefore, adding glass fiber was investigated to improve the bending strength of the composites. As shown in Figure 7 and Table 3, the glass fiber-reinforced PAA-bonded CDA composites had higher bending strength and a larger bending modulus than the corresponding composites without glass fiber. Adding 20 wt% glass fiber to the PAA-bonded CDA composite with 30 wt% PBSA increased its impact strength and bending strength. Figures 8a and b show scanning electron microscope images of fracture surfaces of PAA-bonded CDA composites containing 10 wt% glass fiber, (Figure 8a) without PBSA and (Figure 8b) with PBSA after impact testing. The length of glass fiber withdrawn from the PAA-bonded CDA composite containing only glass fiber was shorter than the length drawn from the composite containing both glass fiber and PBSA. Therefore, the inclusion of PBSA in the composites with glass fiber in particular tended to enhance its impact strength, as the flexibility of PBSA facilitated withdrawal of the glass fiber and suppression of its breaking when the composites were fractured, in addition to shearing-induced deformation of the resin parts. The energy loss caused by pulling out the glass fibers enhanced the impact strength of the composites. Indeed, holes caused by pulling out the glass fibers were observed at the fracture cross-section. Meanwhile, adding the glass fiber to the rigid composites without PBSA hardly enhanced its impact strength, as the glass fibers were easily broken without shearing-induced deformation of the resin parts.

Effect of adding glass fiber on the bending strength of PAA-bonded CDA composites with PBSA.

Scanning electron microscope images of fracture surfaces of (a) PAA-bonded CDA with 10 wt% glass fiber and (b) PAA-bonded CDA composite with 30 wt% PBSA and 10 wt% glass fiber after impact testing.
The PAA-bonded CDA composites with PBSA and glass fiber were compared with current representative plastics, including the following: a CDA composite with a plasticizer (TEC); PLA, a mass-produced bioplastic derived from corn starch; Polyamide 11 (PA11), a bioplastic derived from castor beans and used in durable products; and ABS, a petroleum-based plastic used in durable products. Table 3 lists the impact strength, water resistance (water absorption), maximum bending strength and thermoplasticity (melt flow rate) of the PAA-bonded CDA composites with 0–50 wt% PBSA and 0–25 wt% glass fiber, a CDA composite with 29 wt% plasticizer (TEC), PLA, PA11, and ABS. PAA-bonded CDA had lower impact strength than PLA, but the PAA-bonded CDA composites with 20–50 wt% PBSA were significantly stronger than the one with PLA and nearly equal to PA11 and the CDA composite with the plasticizer. The water resistance of the PAA-bonded CDA composites was superior to the water resistance of CDA and the CDA composite with plasticizer. Furthermore, the impact strength and the maximum bending strength of the PAA-bonded CDA composites with 20–50 wt% PBSA and 10–25 wt% glass fiber were higher than for PA11. The thermoplasticity of the PAA-bonded CDA composites was comparable to the thermoplasticity of the CDA composite with the plasticizer and of ABS.
Conclusion
Cellulose-based resin composites with high impact strength (up to 11.2 kJ m−2) and high bending strength (up to 85 MPa) have been developed by adding PBSA and glass fiber to modified cardanol (PAA)-bonded CDA. In addition, these composite materials had good water resistance (low water absorption rate: 0.63 wt% per day) and sufficient thermoplasticity (melt flow rate), equivalent to ABS resin. Because flexible amorphous PBSA became highly dispersed in the PAA-bonded CDA composites, the impact strength increased as a result of shearing-induced deformation. Adding glass fiber to the composites prevented a decrease in the maximum bending strength by adding PBSA and enhanced the impact strength by withdrawing the glass fiber when the composites fractured.
References
Anastas, P. T. & Kirchhoff, M. M. Origins, current status, and future challenges of green chemistry. Acc. Chem. Res. 35, 686–694 (2002).
Li, S., Ernst, W. & Martin, P. Present and future development in plastics from biomass. Biofuels Bioprod. Biorefin. 4, 25–40 (2010).
Auras, R., Harte, B. & Selke, S. An overview of polyactides as packaging materials. Macromol. Biosci. 4, 835–864 (2004).
Heinze, T & Liebert, T. Unconventional methods in cellulose functionalization. Prog. Polym. Sci. 26, 1689–1762 (2001).
Sawai, D., Nozoe, Y., Yoshitani, T. & Tsukada, Y. Development of new cellulose−based polymers with excellent Melt−processability. Fujifilm Res. Dev. 57, 55–58 (2012).
Mohanty, A. K., Wibowo, A., Misra, M. & Drzal, L. T. Development of renewable resource−based cellulose acetatebioplastic: effect of process engineering on the performance of cellulosic plastics. Polym. Eng. Sci. 43, 1151–1161 (2003).
Park, H.-M., Misra, M., Drzal, L. T. & Mohanty, A. K. “Green“ nanocomposites from cellulose acetate and clay: effect of eco−friendly triethyl citrate plasticizer. Biomacromolecules 5, 2281–2288 (2004).
Zepnik, S., Kesselring, A., Kopitzky, R. & Michels, C. Basics of cellulosics. Bioplastics Magazine 5, 44–47 (2010).
Sealey, J. E., Samaranayake, G., Todd, J. G. & Glasser, W. G. Novel cellulose derivatives. IV. Preparation and thermal analysis of waxy esters of cellulose. J. Polym. Sci. B Polym. Phys. 34, 1613–1620 (1996).
Edgar Kevin, J., Pecorini Thomas, J. & Glasser Wolfgang, G. in Cellulose Derivatives. Vol. 688, Ch. 3, 38–60 (American Chemical Society, 1998)
Isogai, A., Ishizu, A. & Nakano, J. Preparation of Tri-O-alkylcellulose by the use of a nonaqueous cellulose solvent and their physical characteristics. J. Appl. Polym. Sci. 31, 341–352 (1986).
Roy, D., Semsarilar, M., Guthrie, J. T. & Perrier, S. Cellulose modification by polymer grafting: a review. Chem. Soc. Rev. 38, 2046–2064 (2009).
Teramoto, Y. & Nishio, Y. Cellulose diacetate-graft-poly(lactic acid)s: synthesis of wide-ranging compositions and their thermal and mechanical properties. Polymer 44, 2701–2709 (2003).
Enomoto-Rogers, Y., Kamitakahara, H., Takano, T. & Nakatsubo, F. Cellulosic graft copolymer: poly(methyl methacrylate) with cellulose side chains. Biomacromolecules 10, 2110–2117 (2009).
Iji, M., Moon, S. & Tanaka, S. Hydrophobic, mechanical and thermal characteristics of thermoplastic cellulose diacetate bonded with cardanol from cashew nutshell. Polym. J. 43, 738–741 (2011).
Lubi, M. C & Thachil, E. T. Cashew nut shell liquid (CNSL) - a versatile monomer for polymer synthesis. Des. Monomers Polym. 3, 123–153 (2000).
Kiuchi, Y., Soyama, M., Iji, M., Tanaka, S. & Toyama, K. Improvement in impact strength of modified cardanol−bonded cellulose thermoplastic resin by using olefin resins. J. Appl. Polym. Sci. 131, 39829 (2014).
Soyama, M., Kiuchi, Y., Iji, M., Tanaka, S. & Toyama, K. Improvement in impact strength of modified cardanol−bonded cellulose thermoplastic resin by adding modified silicones. J. Appl. Polym. Sci. 131, 40366 (2014).
Bucknall, C. B. & Smith, R. R. Stress−whitening in high−impact polystyrenes. Polymer 6, 437–446 (1965).
Seo, Y., Hwang, S. S., Kim, U. K., Lee, J. & Sung, Hong II Influence of the mechanical properties of the dispersed phase upon the behaviour of nylon/rubber blends: crosslinking effect. Polymer 34, 1667–1676 (1993).
Acknowledgements
We are grateful to Toshie Miyamoto for her support in the experiments. The work was funded by the Advanced Low Carbon Technology Research and Development Program (ALCA) of the Japan Science and Technology Agency (JST).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no conflict of interest.
Additional information
Supplementary Information accompanies the paper on Polymer Journal website
Rights and permissions
About this article

Cite this article
Soyama, M., Iji, M. Improving mechanical properties of cardanol-bonded cellulose diacetate composites by adding polyester resins and glass fiber. Polym J 49, 503–509 (2017). https://doi.org/10.1038/pj.2017.10
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/pj.2017.10
- Springer Nature Limited
This article is cited by
-
Load bearing investigations on lightweight rubber seed husk cellulose–ABS 3D-printed core and sunn hemp fiber-polyester composite skin building material
Macromolecular Research (2024)
-
Partially Exfoliated α-ZrP Reinforced Unsaturated Polyester Nanocomposites by Simultaneous Co-polymerization and Brønsted Acid–Base Strategy
Journal of Inorganic and Organometallic Polymers and Materials (2020)
-
Aggregation States of Poly(4-methylpentene-1) at a Solid Interface
Polymer Journal (2019)