
Abstract
Unlike metals, polymers are highly affected by the heat generation during the machining of the workpiece, because the thermal conductivity of polymers are considerably lower than metals, and therefore heat is much more effective in the cutting zone. If the appropriate cutting parameters are not selected, the polymers become excessively deformed and the final part has high surface roughness, dimensionally large burr formation, or dimensional deviations. Machining of polymers ultra-high molecular weight polyethylene (UHMWPE) is quite common in industrial applications. In this study, the effect of SiC fillers on the machinability of UHMWPE polymer composite was investigated. First, different samples were produced using different filler sizes (1 µm, 50 µm, and 100 µm) and different filler amounts (1%, 3%, 5%). Micro-milling tests were carried out at a constant feed rate (70 mm/min), constant cutting depth (0.1 mm) and spindle speeds (1200, 2800, and 4400 rpm). Tool overhang lengths were selected as 10, 15, and 20 mm. During the experiments, the surface/burr shapes, cutting temperatures and cutting forces were observed. In general, it is observed that SiC filler reduces cutting forces and cutting temperatures. In the further stage of the study, Taguchi analysis was performed in the light of different SiC filler sizes, filler amounts, rotational speeds, and tool overhang lengths.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Composites are a highly preferred material system that combine two or more physically separate materials with much better properties than each material [1]. In composite materials, the main phase consists of the matrix. Polymers are used as matrix material in polymer matrix composites. Polymers are the type of material that has the most common and diverse application among composites. The cheapness of the materials and the fact that even very complex and large parts can be produced easily are the main reasons for this situation. The use of polymer matrix composites in many science and technology fields is increasing day by day due to their advanced physical and mechanical properties. These composites are chosen due to their lightness, high strength, and hardness properties. Ultra-high molecular weight polyethylene (UHMWPE), a type of polymer composites, has superior wear resistance, biocompatibility, high strength levels, and low friction coefficient [2]. It has been the standard material for joint replacement (JR) in the artificial knee and hip replacements for more than half a century to date [3]. Due to its excellent mechanical properties, artificial joints are also used in applications such as ballistic protection, bulletproof vests, fishing rods, and fishing nets [4]. On the other hand, UHMWPE is used in different fields such as aerospace, automotive, biomedical, and various machine elements [5]. For these application areas, machining operations are used to produce UHMWPE parts [6]. Due to the high viscosity of UHMWPE, it is not possible to mold parts with complex geometries, therefore, there is a need to investigate the manufacturability capabilities of the composites by machining operations.
UHMWPE is a polyethylene group material produced in low-pressure polymerization [7]. In the 1970s, UHMWPE fibers were obtained from directly mixed solutions with a tensile strength of 2.9 GPa and Young's modulus of 101 GPa [8]. The discovery of the gel spinning process enabled the commercial-scale production of high-strength and high-modulus UHMWPE fibers [9]. Its molecular weight is between 1 × 106 and 4.5 × 106 g/mol [10]. Thanks to early studies, it has also been seen that a natural substance found has been successfully used instead of petrochemicals to produce spun UHMWPE fibers. This eliminates some processes in the production phase, reduces labor and energy costs, and most importantly contributes to sustainability [11]. Silicon carbide (SiC), on the other hand, is a type of ceramics that is added to further increase the superior wear resistance in the structure and is frequently used in recent years. In this type of composite, the soft matrix, which has ductile and energy-absorbing properties, is supported by hard and highly brittle particles. Therefore, the difference between these two phases has revealed an issue worth investigating in terms of machining.
UHMWPE is a material that is difficult to shape due to its high viscosity feature. It is not easy to be shaped in a mold like other plastics used in engineering. Machining is often involved in the forming process of some engineering plastics. UHMWPE is also one of these types of plastics. It is essential to use machining methods in the manufacture of UHMWPE parts with complex geometries. In the machining of UHMWPE, the parameters are expressed as cutting speed, feed and the cutting tool to be used. Surface roughness, tool life, cutting forces are of great importance in the machining of metal parts. The same is valid for the machining of plastic materials. As a result of plastic deformation on the edges of the material, burrs can be observed and this affects the surface quality negatively. In addition, burrs on the surface may cause injury to the person who comes into contact with the part. It is also undesirable to remove the burrs that may occur from the material surface, as it is a loss in terms of both cost and time. Unlike metals, polymers are highly affected by the heat generated during the cutting of the workpiece while machining, because the heat thermal conductivity of polymers is considerably lower than metals, and therefore the resulting heat is much more effective in the cutting zone [12].
As reported in previous studies, micromanufacturing is a concept embraced by a large number of researchers and industrial workers [13]. By downsizing the entire manufacturing process, micromanufacturing produces small-sized parts that take up less space and consume fewer resources and energy. As the equipment size is reduced, the mass of the system can be greatly reduced. This results in lower energy consumption, fewer material requirements, less noise, and pollution, ultimately facilitating a more environmentally friendly process. Due to the lower production cycle and higher tool speed, it leads to higher production speeds. Okazaki et al. [14] showed the effect of miniaturization and stated that a reduction of 1/10 of the production facility can result in a reduction of energy consumption of 1/100 compared to the energy consumption. The most remarkable development in micromachining is the ability to produce components with a characteristic size of 100 µm, close to the size of human hair [15]. Micromanufacturing applications for micromachining are divided into micromilling [16], microturning [17], and microdrilling [18].
Although composite materials are machined close to the final shape, further machining is often unavoidable. As the machining mechanism of composite materials is not yet fully understood, it requires experimental tests that reveal the nature of the machining behavior of composite materials. In order to increase the adequacy of experimental studies and to extract more information, the machinability of composite materials was investigated with the help of experimental methods. Several optimization methods were used. The Taguchi method was used during the processing of aluminum [19] and hybrid metal matrix composites [20]. Another optimization approach is response surface methodology [21].
Although there are few studies on the machining operation of polymer composites, most of these studies focus on fiber-reinforced polymer composites. However, in recent studies, ceramic-reinforced reinforced polymer matrix composites have attracted attention due to their improved mechanical, thermal, and electrical properties. The machining of these composites can be considered a new subject. In literature, there are relatively few studies on micromachining of ceramic particle reinforced UHMWPE. In this context, it is crucial to examine the micromachinability of SiC reinforced UHMWPE. In addition, the effect of SiC reinforcement on parameters such as surface/burr shape, cutting temperatures, and cutting forces should be investigated. The SiC reinforcement is aimed to minimize the mechanical problems encountered hence allowing the UHMWPE to produce the final part shape. In this way, molding costs will be significantly reduced by machining the composites.
UHMWPE is a difficult-to-mold material due to its high viscosity therefore, it is necessary to determine whether the composites can be manufactured by machining for complex geometries. Moreover, particle fillers are included into the polymer matrix to enhance the mechanical properties. For this reason, the effect of fillers on the machining behavior of UHMWPE is an important issue to study. The literature lacks this field since most of the researches focus on the mechanical properties of particle reinforced polymers instead of machinability side. In this context, it is vital to investigate the micromachinability of SiC reinforced UHMWPE.
2 Experimental details
UHMWPE and SiC powders were mixed by using a high speed homogenizer. After the mixing stage, powder blends were molded at 150 ℃ and 200 bar. Generally, molding temperature is chosen between melting and decomposition point of polymers to ensure the molten state without degradation. For this reason, previous studies suggest 150 °C, which is just above the melting point of UHMWPE. SiC filler amounts ranged from 0 to 5% by weight. The filler size was chosen between 1 and 100 µm to observe the size effect. These sizes were chosen in order to produce cost-effective composites for molding materials. In addition, micron-size ceramic fillers are widely studied in polymer composites.
Milling operations were carried out in a Proxon FF 500 milling system. An Optris PI400 infrared thermal camera was used to observe cutting temperatures. In this system, thermal sensitivity is 40 mK while having a real time fast thermal imaging rate of 80 Hz and an optical resolution of 382 × 288 pixels. Prior to the measurements, emissivity settings were completed by ensuring a thermal stabilization. Thermal images were taken from a point close to the cutting tool. The cutting zone was defined by framing the tool/chip interface and therefore, the maximum temperatures were visualized in this zone. The accuracy was about ± 1 °C after a proper system setup. During the milling operations, cutting forces were measured using a Kistler dynamometer (Kistler 9257BA with DynoWare software). The control unit is Kistler 5233A. Measurements were taken on a computer with a NI measurement card. A carbide end milling tool (Dormer S904) was used for material removal from the samples. The cutter diameter is 10 mm and overall length is 72 mm. Cutting depth and feed rate was kept constant at 0.1 mm and 70 mm/min, respectively. Each operation was repeated three times for consistency. Each operation was repeated three times for consistency. Table 1 gives the experimental design of milling operations. In the further stage of the study, an optimization was carried out for different filler sizes, filler amounts, spindle speeds and tool overhang lengths. Main effects plots were obtained using Taguchi's L9 experimental design. The design was used for SiC reinforced polymers while excluding neat UHMWPE samples.
3 Results and discussion
The experimental results in terms of maximum cutting temperatures and resultant cutting forces are given in Table 2. While calculating the resultant forces, the cutting forces were used in x, y and z axes. The machined samples with sample numbers are shown in Fig. 1.

Machined samples
In Fig. 2, thermal camera images of the 1st and 8th experiments are given. Figure 3 shows the main effects graph in terms of maximum cutting temperatures. It is seen that the cutting temperatures increased with respect to the spindle speed. As the filler size and tool overhang length increased, the maximum cutting temperatures decreased. By using coarser SiC filler in the UHMWPE matrix, maximum cutting temperatures were lowered. A contributing factor to this trend is the use of fine-sized fillers in carbide particles. Fine-sized particles exhibit a denser dispersion in the polymer matrix and therefore, frictional interactions increase due to the larger surface area of the filler phase in the composite. In addition, this effect increases the contact points between fillings and machining surfaces. It is seen that cutting temperature gets lower by increasing tool overhang length in the process. This can be associated with increasing oscillatory motion of cutting tool in longer overhang conditions. Oscillations during the machining lead to an intermittent contact at the specimen/tool interface. For this reason, machining surface is air-cooled at the non-contact states and thereby lowering cutting temperatures.

Thermal camera images of samples (Sample no.1 and Sample no.8)

Main effects plot in terms of maximum cutting temperatures
In Fig. 4, the main effects graph is given in terms of average resultant cutting forces. With an increase in rotational speed, higher cutting forces are observed in the machining zone. This can be associated with increasing heat generation during cutting process. Recalling Fig. 3, cutting temperatures increase at higher spindle speeds and thereby leading to a thermal softening in the polymer matrix. Hence, the softened polymer turns into a sticky texture at the machining zone. For this reason, material removal becomes difficult and consequently requiring higher cutting forces in the process. The cutting forces decreased as the filler size and tool overhang length increased. Finer-sized carbides provide larger filler/matrix interfaces due to their larger surface area, resulting in a stronger interaction between the SiC particles and the UHMWPE matrix. Therefore, the machinability of these composites becomes difficult. It shows that higher spindle speeds lead to higher cutting temperatures in the machining zone. This trend can be explained by the plastic deformation in the cutting zone and the increased energy through friction. Therefore, increased heat generation results in higher cutting temperatures and cutting forces at high rotational speeds. In metal cutting, heat generation can be spread over a large volume due to the higher thermal conductivity of metals. However, polymers have poor thermal conductivity leading to heat build-up in a local area during machining. According to manufacturers’ specifications, UHMWPE has a thermal conductivity range of 0.42–0.51 W/mK, which is about five hundred times lower than aluminum [22]. On the other hand, carbide tools have relatively higher thermal conductivities such as 58 W/mK compared to polymers. For this reason, heat is dissipated mostly through the cutting tool contrary to metal cutting operations. Despite this, a large amount of heat is accumulated in the cutting zone and thus, heat effect is obviously seen in the polymer machining.

Main effects plot in terms of average resultant cutting forces
The comparison of reinforced and non-reinforced samples in terms of cutting temperatures and cutting forces is given in Fig. 5. SiC filler generally reduced cutting temperatures and cutting forces. As is known, the thermal conductivity of SiC particles is about 120 W/mK, which is quite higher than that of UHMWPE. By including more SiC particles in the microstructure, overall thermal conductivity is increased in the cutting zone. For this reason, heat transfer is accelerated through the filler particles and consequently, cutting temperatures show a decrease in the composites. Considering cutting forces, SiC reinforced polymers showed lower levels in comparison to neat UHMWPE. Because carbides are extremely harder than polymer matrix, these particles contribute to the material removal process in the cutting zone. When a layer of material is cut during machining, carbide particles at the interface lead to an abrasive effect on the machined polymer surface by relatively moving on the surface.

Comparison of reinforced and non-reinforced samples in terms of a cutting temperatures and b cutting force
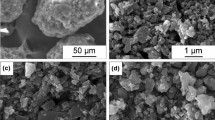
FE-SEM microscope images of the machined samples are shown in Fig. 6. From the neat polymer surfaces (sample-1), it can be mentioned that burr formations are reduced by using higher spindle speeds. This can be associated with the enhanced shearing mechanism at higher speeds. At lower speeds, plastic deformations in terms of elongations may develop on the surfaces and thereby deteriorating the shearing mechanism in the cutting operation. In some SiC reinforced specimens, it was observed that layered structures are formed due to thermal softening at high cutting temperatures and this situation disappears at low cutting temperatures. Ruptures resulted in irregular burr formation. When the FE-SEM images are evaluated with the help of Fig. 1, reveals that the burr formation decreased in SiC reinforced samples 4 and 8. The creep and recovery behaviors that occur in the machining of polymers affect the amount of burrs formed. It is thought that the lower cutting temperatures in the 4th and 8th samples due to the high thermal conductivity of SiC particles revealed this situation. In addition to this, filler included polymers show lower ductility. For this reason, excessive elongations are avoided in the SiC reinforced UHMWPE during the machining operations. This leads to a suppression of burr formation since the chips are more prone to be broken rather than plastically flowing to excessive lengths due to the increased brittle characteristics in the material.

FE-SEM images for surfaces
4 Conclusions
In the present work, micromachining properties of SiC reinforced UHMWPE composites were investigated. Polymer composites were produced by using three different filler sizes (1, 50, 100 µm) and filler amounts (1%, 3%, 5%). After producing the composites, micromilling tests were carried out at dry machining conditions with a constant feed rate of 70 mm/min and a depth of cut of 0.1 mm. The effect of spindle speed was investigated by using three different levels (1200, 2800, 4400 rpm) in the tests. Tool overhang lengths were selected as 10, 15, 20 mm. The surface/burr shapes on the samples were analyzed while cutting temperatures and cutting forces were recorded in the experiments. In general, it was seen that SiC filler lowers the maximum cutting temperatures and cutting forces. For the same tool overhangs (10 mm) and rotational speeds (1200 and 4400 rpm), the maximum temperature and cutting force are decreased by 3–28% and 44–55% respectively. On the machined surface of the composites, some layered structures are observed due to the thermal softening of polymer matrix especially at higher cutting temperatures. Spindle speed is an important factor on cutting temperature. At high spindle speeds, higher temperatures are observed due to increased heat generation in the cutting zone. Similarly, cutting forces increase by increasing spindle speed. According to these results, it can be stated that micromachining operation of polymer composites is heavily dependent on several factors. To design a proper process, machining parameters should be precisely selected. In the future studies, it might be useful to investigate the effects of the other process parameters such as cutting depth and feed rate to fully understand the cutting mechanism in polymer composites.
References
Groover MP. Fundamentals of modern manufacturing. 7th ed. Wiley; 2020.
Macuvele DLP, Nones J, Matsinhe JV, Lima MM, Soares C, Fiori MA, Riella HG. Advances in ultra high molecular weight polyethylene/hydroxyapatite composites for biomedical applications: a brief review. Mater Sci Eng. 2017;76:1248–62.
Gomez-Barrena E, Puertolas JA, Munuera L, Konttinen YT. Update on UHMWPE research from the bench to the bedside. Acta Orthop. 2008;79:832–40.
Ishihara K. Highly lubricated polymer interfaces for advanced artificial hip joints through biomimetic design. Polym J. 2015;47:587–97.
Salles JLC, Gonçalves MTT. Effects of machining parameters on surface quality of ultra high molecular weight polyethylene. Materials. 2003;8(1):1–10.
Pennings AJ, Kiel AM. Fractionation of polymers by crystallization from solution, III. On the morphologogy of fibrillar polyethylene crystals grown in solution. Kolloid Zeitschrift Zeitschrift für Polymere. 1965;205(2):160–2.
Zwijnenburg A. Longitudinal growth, morphology and physical properties of fibrillar polyethylene crystals (PhD Thesis), University of Groningen. 1978.
Smith P, Lemstra PJ. Preparing polyethylene filaments. UK patent application GB2051667. 1979.
Kalb B, Pennings AJ. Spinning of high molecular weight polyethylene solution and subsequent drawing in a temperature gradient. Polym Bull. 1979;1:871–6.
Aleem A, Arain FA. An environmentally friendly process for the preparation of UHMWPE as-spun fibres. Int J Polymer Sci. 2014;3:1–5.
Altan M, Uysal A. Practical determination of hole precision in drilling of ultra high molecular weight polyethylene. 3rd National Design, Manufacturing and Analysis Congress. Balikesir. 2012.
Altan M. Investigation of burr formation in drilling of ultra high molecular weight polyethylene by Taguchi approach. 3rd National Machining Symposium Ankara. 2012.
Rai-Choudhury P. Handbook of microlithography, micromachining, and microfabrication: microlithography, vol. 1. IET; 1997.
Okazaki Y, Mishima N, Ashida K. Microfactory and micro-machine tools. Reported in The 1st Korea-Japan Conference on Positioning Technology. Korea. 2002.
Qin Y, Ma Y, Harrison C, Brockett A, Zhou M, Zhao J, Law F, Razali A, Smith R, Eguia J. Development of a new machine system for the forming of micro-sheet-products. Int J Mater Form. 2008;1(1):475–8.
Son SM, Lim HL, Ahn JH. Effects of the friction coefficient on the minimum cutting thickness in micro cutting. Int J Mach Tools Manuf. 2005;45:529–35.
Sabat AB. The effect of the tool cutting edge geometry on the quality of machined surface in micro turning operation. Design for Manufacturing and the Life Cycle Conference. 4b: 295–299. 2005.
Dornfeld D, Min S, Takeuchi Y. Recent advances in mechanical micromachining. Ann CIRP. 2006;55:745–68.
Kwak JS, Kim YS. Mechanical properties and grinding performance on aluminum-based metal matrix composites. J Mater Process Technol. 2008;201(1):596–600.
Basavarajappa S, Chandramohan G, Davim JP. Some studies on drilling of hybrid metal matrix composites based on Taguchi techniques. J Mater Process Technol. 2008;196(1):332–8.
Gaitonde VN, Karnik SN, Davim JP. Some studies in metal matrix composites machining using response surface methodology. J Reinf Plast Compos. 2008;28(20):2445–57.
Gürgen S, Sofuoğlu MA. Micro-machining of UHMWPE composites reinforced with carbide fillers. Archiv Civ Mech Eng. 2021;21:146.
Acknowledgements
The authors gratefully acknowledge the financial support by the Research Fund of Eskişehir Osmangazi University, Project #202015046.
Funding
Research Fund of Eskişehir Osmangazi University, Project #202015046.
Author information
Authors and Affiliations
Contributions
Conceptualization: SG; methodology: SG; writing- reviewing and editing: SG; investigation: MAS, data curation: MAS; software: MAS.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sofuoğlu, M.A., Gürgen, S. Optimization of micromachining operation for particle reinforced UHMWPE composites. Archiv.Civ.Mech.Eng 22, 138 (2022). https://doi.org/10.1007/s43452-022-00459-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-022-00459-9