
Abstract
In this paper, the mechanical properties and corrosion behavior of steel/Al electromagnetic self-pieced riveting, adhesive and hybrid riveted and adhesive joints in the salt-spray environment were compared. These joints were firstly placed in the neutral salt spray environment, and then surface observation, weighting, mechanical properties tests and fractographic analysis were conducted. Results showed that with the increase of ageing time, the peak load of the single riveted joints firstly increased and then decreased, while the peak loads of the other two joints continued to decline. This was because the corrosion products formed in the sheet clearance of the single riveted joint, increasing the frictional resistance during the shear process after a short ageing time (before 20 days). For adhesive and hybrid joints, adhesives prevented the formation of corrosion products in the clearance, but it was vulnerable to damage by chloride ions, which would result in the continuous strength degradation of the joints. Specifically, after ageing for a long time (25 days), the peak load of the riveting, adhesive and hybrid joints, respectively, decreased by 11.2%, 26.3% and 14.4% comparing with the uncorroded joint, which showed the adhesive joint had the worst corrosion resistance. This indicated that the adhesive joint was more affected by environmental factors than the riveted and hybrid joint.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The lightweight structure of automobile is one of the effective ways to save energy and reduce greenhouse gas emission [1]. Using a large number of high performance and lightweight materials (e.g. high strength steel, aluminum alloy, magnesium alloy and composite materials) has become one of the most mainstream means for lightweight body [2]. Among them, the steel/Al hybrid structure has the greatest application potential in the present stage of automobile manufacturing, considering comprehensively the performance and cost factors [3].
The steel/Al hybrid structure due to the difference of the material properties usually requires advanced joining technologies to connect them [4]. Self-pieced riveting (SPR) technology [5] has the advantages of short processing time, high connection strength and no pre-drilling, which is the preferred solution for joining dissimilar materials [6]. However, for high-strength steel, the rivet is easy to be upsetting in the regular SPR technique, which significantly affects the reliability of the joint [7]. To further improve the joint quality and increase the applicability of the process, some researchers combined SPR technique with other processes, such as electromagnetic riveting (EMR). Specifically, Liang et al. [8] combined EMR technology with regular self-piercing riveting technology, and proposed electromagnetic self-piercing riveting (E-SPR). Compared with regular SPR, E-SPR had higher riveting force and faster impact velocity. It was found that the mechanical properties of the joint were improved by increasing joining speed. Taking into account changes in power sources, Jiang et al. [9] optimized the structure for half hollow rivets. They found that the mechanical properties of the joints with different rivet types performed various. In terms of shear load and energy absorption (EA), the rivets with a blade angle of 40° and inner diameter of 2.6 mm were the most suitable for steel/Al structure in E-SPR process. Meanwhile, they also found that the mechanical properties of the E-SPR joints under high loading speeds were stable [10].
However, the mixed application of dissimilar material would cause electrochemical corrosion, due to the different chemical activity of the material [11]. Previous study showed that applying adhesive in the contact area was a good method to improve the corrosion resistance of the joints [12]. At present, many researchers had studied the mechanical properties of the hybrid joints made by adhesive bonding and riveting. Liu et al. [13] found that the hybrid joint had a larger adhesive area compared with the SPR joint, thus improving the mechanical properties. The comprehensive mechanical properties of hybrid joints were investigated by Reil et al. [14]. The results showed that the stress distribution of the hybrid joint was more uniform under the shear load, and the shear strength of hybrid joints was higher than the single joints. Besides, the fatigue behaviors and mechanism of the hybrid joint were investigated by Wu et al. [15]. They found that the hybrid joint had periodical and asymmetric failure mode. In addition, many researchers had studied the numerical model of the hybrid joints. By replacing the viscoelastic properties of the adhesive with the equivalent mechanical properties, the numerical simulation model of hybrid joining processes was obtained by Lukas et al. [16]. Liu et al. [17] developed the finite element model of the Rivet-Bonding process suitable for industrial applications, which was proven capable of predicting the adhesive distribution, the solid parts deformation and the load–displacement curve.
Aforementioned works mainly focused on the mechanical properties of riveted-adhesive joint in a general state. However, in the practical application, the joints were frequently in service under humid environmental conditions, which would accelerate the corrosion failure [18]. Therefore, it had great significance to investigate the mechanical properties of the riveted, adhesive and hybrid joints in a severe environment, which could provide application reference for automotive manufacturing.
This study aims to compare the corrosion behaviors of steel/Al riveted, adhesive and hybrid joints in a salt-spray environment. First, the steel/Al structures were connected in riveted, adhesive and hybrid joint, and then the joints were tested by the neutral salt spray (NSS) method. Subsequently, surface observation, weight measurement and mechanical properties test after various ageing time were conducted. After that, the microscopic fracture was characterized using a scanning electron microscope. Finally, the failure mechanisms of these joints were discussed and analyzed.
2 Experimental methods
2.1 Specimens preparation
The specimens were made from 5052 aluminum alloy sheets, DC52D + Z steel sheets (surface galvanization), steel rivets and Hui-tian 7130 adhesive. The adhesive is a single-component high-temperature curing epoxy structural adhesive. It is similar to the Dow Chemical 1840. High-temperature curing can greatly shorten the time required for the bonding process, and can provide high bonding strength. The commonization rivets are P-SK 5 × 6 semi-hollow rivets manufactured by Bollhoff Co. and made of 35# carbon steel (ASTM 1035). The properties of metal parts and material parameters of adhesive are shown in Tables 1 and 2, respectively.
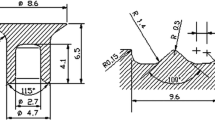
Figure 1 shows the geometry and dimension of the specimens, rivet and die. The size of Al and steel sheets was determined as 140.0 × 40.0 mm, and thicknesses of steel and Al sheets were 1.5 and 2.5 mm, respectively. The overlapping length was 40.0 mm. The geometry of rivets was 6 mm height and 5.3 mm diameter with 1.2 mm thick shank.

The geometry sizes of the specimens: a dimensions of the riveted sheets, b dimensions of the rivet, c dimensions of the die (Dimension in mm)
Figure 2 presents the schematic of the electromagnetic bond-riveted manufacturing process. First, the bonding process was carried out. Specifically, to ensure the bonding strength, a certain degree of roughness was obtained in the bonding area of Al sheets and steel sheets. The sheets were grit with sandpaper (grade P360). Moreover, the Al sheets and steel sheets were grit along the direction of 0/90°. After that, the overlapping area of sheets was cleaned with acetone and dried. Then adhesive layer was gumming on the overlapping areas uniformly. Referencing previous studies, the thickness of the adhesive layer was selected as 0.2 mm [19]. The joints with 0.2 mm thickness of adhesive layer had considerable strength, and saved the cost.

The manufacturing process scheme of electromagnetic bond-riveted joints
Subsequently, the riveting process was performed before the curing of adhesive. During the riveting process, high-capacity capacitor was charged by power supplies first. Then, capacitor and coil formed a loop. High-amplitude alternating pulse currents flowed through the coil and created a high-intensity electromagnetic field, which induced eddy currents in the coppery driver plate. The induced eddy currents produced an electromagnetic field opposite to the direction of the electromagnetic field in the coil. Powerful repulsion forces were generated between the two electromagnetic fields. Driver plate drove punch to impact the rivet rapidly and the riveting process completed. Finally, the specimens were cured at a temperature of 180 °C for 35 min. In addition, the single riveted and adhesive bonded joints were obtained by the same method as above.
2.2 Salt spray accelerated ageing test
Salt spray accelerated ageing refers to testing the corrosion resistance of products or materials by simulating salt spray conditions in an environmental chamber [20]. Through the simulation of the atmospheric salt spray environment in the laboratory, it has the characteristics of acceleration and standardization [21]. The salt spray test simulated a high chloride concentration in the environment compared to the natural environment.
In this study, the neutral salt spray test (NSS) was adopted [22]. NSS is one of the earliest and most widely used accelerated ageing test methods [23]. As shown in Fig. 3, the test was carried out in the Q-FOG/CCT1100 salt spray chamber. It created a continuous spray environment of 5%NaCl solution for the test, and the humidity was above 95% [24]. The temperature was set to 35 °C. The concentration of sodium chloride solution was 50 g/L. The PH was set in the neutral range (6.5 to 7.2). The sedimentation rate of salt spray ranged from 1.0 to 2.0 mL /80 cm2 h. Table 3 shows the specific parameters of the neutral salt spray test. According to ASTM B117 standard, the joints should keep the inclination angle of 15°–30° [25]. The joints were removed from the salt spray chamber for performance testing after 5, 10, 15, 20, and 25 days. To avoid further corrosion of joints in the natural environment, the joints were cleaned and dried immediately after removing from chamber. The specimens were placed in a dry and sealed box.

Neutral salt spray ageing test: a salt spray test chamber, b joints and corrosive environment
2.3 Properties test and microscopic observation
INSTRON 5985 universal testing machine was used to test the mechanical properties. The load–displacement curves were acquired under a loading velocity of 2 mm/min. In addition, gaskets with suitable thicknesses were used to ensure the balance of specimens. After shear tests, Olympus laser confocal microscope was used to scan the 3D cloud image of the feature points in the lap zone of the single riveted failure specimens. The corrosion rate of the joints was evaluated by the maximum height difference of corrosion pit on the lap zone surface after different ageing time. In addition, the weight change after ageing was also to analyze the corrosion rate.
3 Results
3.1 Surface appearance
Figure 4 shows the specimens after different ageing time. At the same ageing time, the surface appearance was little obvious difference between the three kinds of joint. With the increase of ageing time, the sheets were corroded to varying degrees. The rust in the non-lap zone of steel sheet gradually deepened from white to brown ribbon, and the part near the lap zone was mainly white rust. In addition, the surface of steel sheets became increasingly uneven, which indicated that erosion was more severe. However, the corrosion products on aluminum sheets were mainly white rust, and the surface appearance did not change significantly. The contour of the riveting area became increasingly blurred. In general, from the perspective of macroscopic morphology, the differences of the three joints after ageing were small, and the corrosion degree increased with the aging time.

The specimens after different ageing time: a Riveted joint, b Adhesive joint, c Hybrid joint
Figure 5 shows the weight difference of joint before and after ageing. With the increase of ageing time, the weight of joints firstly decreased and then increased. Within 0–5 days, the slope of the joint weight change curve was the largest. This indicated that the corrosion rate was the fastest at this period. Within 5–15 days, the weight of joints continued to decrease, but the corrosion rate decreased. The main reason was that a large number of corrosion products were attached to the surface of the specimen with the increase of ageing time. It could prevent further erosion of the substrate to a certain extent. Within 15–25 days, the weight of joints began to increase. The main reason was that the surface morphology of the samples became rougher. Besides, there was usually a crevice between the sheets after riveting. The corrosion products in the sheet clearance were not easy to be removed [26].

The weight difference of joint before and after ageing
For single adhesive joints and hybrid joints, the weight changes of the specimens were basically the same. It indicated that the corrosion rates of adhesive joints and hybrid joints were very similar. Within 0–15 days, the weight loss of the riveted joints was greater than the other two joints. The difference of the weight change was the largest at ageing time of 15 days, reaching nearly 1 g. It revealed that the corrosion rate of the riveted joints was faster than the other two joints. Within 15–25 days, the weight increase of the riveted joints was larger than the other two joints. The weight change of the three joints was the same at ageing time of 25 days. The reason was that the electrochemical reaction only occurred on the surface of adhesive joints and hybrid joints within 0–15 days. Due to the adjacent dissimilar metals of steel and aluminum, the lap zone of the riveted joints was the most active area for electrochemical reaction. Corrosion occurred outside the surface of the riveted joints as well as in the lap zone. Therefore, the weight loss of the riveted joints was larger than the other two joints. However, within 15–25 days, with the corrosion further into the center of the lap zone, a large number of corrosion products could not be removed. This caused the weight of the joints to rise faster. In addition, liquid absorption occurred in the adhesive layer in two different ways: diffusion and micro-cracks/pores, which was an important process in the ageing of polymers. At this point, the liquid absorption was greater than the weight loss resulting from ageing. This caused that the weight of adhesive and hybrid joints also increased [27].
3.2 Mechanical properties degradation
Figure 6 depicts the shear load–displacement curves of the joints after different ageing time. The curves of the same type joints almost coincided in the elastic deformation stage, and the curve trends of the same type joints were still the same in the plastic deformation stage after different ageing time. However, the peak load and failure displacement changed. For the riveted joints, the load increased gradually and then decreased slowly, and the load reached the maximum when the displacement was about 1 mm. With the increase of ageing time, the peak load and failure displacement firstly increased and then decreased. For adhesive joints, the load increased gradually and then decreased suddenly. With the increase of ageing time, the peak load and failure displacement decreased. For the hybrid joint, the load increased gradually and then suddenly decreased to about 7 kN. Subsequently, it increased slightly and decreased slowly after reaching the second peak. By comparing the curve trends of the single joints, the curve could be divided into two stages. In the first stage, adhesive failure occurred, and the load was labeled as peak 1. However, in the second stage, riveting failure occurred, and the load was labeled as peak 2.

The shear load–displacement curves after different ageing time: a Riveted joint, b Adhesive joint, c Hybrid joint
According to Fig. 6, the peak loads and energy absorption (EA) of the joints after different ageing time were obtained, as shown in Fig. 7. The EA value was calculated by integrating the load–displacement curve. It could be seen from Fig. 7a that, for the riveted joints, the peak load firstly increased and then decreased with the increase of ageing time. Specifically, the shear load of the riveted joints increased within 0–20 days. However, at ageing time of 25 days, the shear load of the corroded joint decreased and was lower than the joint without corroded. The main reason was that the corrosion products were formed at the clearance between sheets. Moreover, the corrosion products of the riveted joint increased within 0–20 days. During the shear test, the friction between the sheets provided the main shear resistance at the beginning stage [28]. The corrosion products increased the friction between the sheets, thus increasing the shear load. At the ageing time of 25 days, the strength of the rivet decreased significantly and the interlocking structure between the rivet and the sheets failed, thus reducing the shear load [29]. In addition, the corrosion had little effect on the failure displacement because the failure modes of riveted joints were interlocking structure separation before 20 days. After 25 days, the rivet broke directly and fell off, thus reducing the failure displacement. For adhesive joints, the peak load and failure displacement decreased monotonously with the increase of ageing time. The main reason was that chloride ion was constantly immersed in the adhesive layer. This destroyed the adhesion of the adhesive layer, resulting in poor plasticity [30]. With the increase of ageing time, the eroded area of adhesive became larger and the stiffness of sheet gradually decreased. It led to the reduction of shear load and failure displacement. For hybrid joints, the shear load (peak 1) and failure displacement decreased monotonously with the increase of ageing time, similar to the adhesive joint. Besides, the ageing time had little effect on the shear load (peak 2) and failure displacement. It indicated that the adhesive layer prevented oxygen and corrosive solution from entering the gaps between the sheets. It played an anti-corrosion role in the joint. In addition, it could be seen from Fig. 7b that the EA of the three kinds of joints was decreasing with the increase of ageing time. After ageing for a long time, the EA of the hybrid joint was 176.5% and 262.2% higher than that of the riveted joint and the adhesive joint, respectively.

The peak load and energy absorption of the joints after different ageing time: a Peak load, b Energy absorption
To intuitively observed, the variation law of mechanical properties of the three kinds of joints with the increase of ageing time was obtained. Based on Eqs. (1) and (2), the load drop ratio and EA drop ratio of the joints after different ageing time is obtained, as shown in Fig. 8.
where LDR and EADR, respectively, are the load drop ratio and EA drop ratio of the joints, LX (EAX) is the load drop ratio (EA drop ratio) of the joint at the ageing time of X days and L0 (EA0) is the load drop ratio (EA drop ratio) of untreated joint.

The load drop ratio and EA drop ratio of the joints after different ageing time: a Load drop ratio, b EA drop ratio
For riveted joints, at the ageing time of 20 days, the peak load of the joints (8.13 kN) was 22.6% larger than the joints without ageing. At the ageing time of 25 days, the peak load of the joints (5.89 kN) was 11.2% lower than the joints without ageing. For adhesive joints, at the ageing time of 5, 10, 15, 20 and 25 days, the peak load of the joints decreased by 1.64%, 3.46%, 5.40%, 9.79% and 26.3% comparing with the uncorroded joint, respectively. This demonstrated that the load drop ratio was increasing. For hybrid joints, at the ageing time of 5, 10, 15, 20 and 25 days, the peak load decreased by 1.44%, 4.76%, 8.83%, 11.9% and 14.4%, respectively, compared with the uncorroded joint. The load drop ratio of hybrid joints was not different from the adhesive joint within 5–20 days. However, at the ageing time of 25 days, the peak load of adhesive joints decreased much more than hybrid joints. The load drop ratio of hybrid joints was 16.2% lower than adhesive joints.
As shown in Fig. 8b, it could be seen that the EA drop ratio of the three kinds of joints was increasing gradually. For riveted joints, the EA drop ratio increased slowly within 5–20 days, and suddenly increased at the ageing time of 25 days. For adhesive joints, the EA drop ratio increased at a constant speed. However, for hybrid joints, the EA drop ratio increased fastly at first, and then slowly. After ageing for a long time, the EA drop ratio of hybrid joints was 17.4% higher than adhesive joints. In addition, for riveted joints, the peak load and failure displacement decrease sharply, which resulted in a larger of the EA drop ratio at the ageing time of 25 days.
3.3 Failure mode
Figure 9 shows the failure of the joints with different ageing time after the shear test. As shown in Fig. 9a, it could be seen that the surface of the uncorroded riveted joint was smooth. After several days ageing, the steel sheet showed serious corrosion signs in both lap zone and non-lap zone. The non-lap zone was dominated by tawny rust spots (iron oxide), while the lap zone was dominated by white corrosion products (aluminum oxides). For aluminum sheets, the corrosion of lap zone was also obvious, while that of non-lap zone was not. The main reason was that there were aluminum oxides on the surface of the aluminum sheet in the non-lap zone, which prevented the further oxidation of the aluminum sheet. For the lap zone of the riveted joints, obvious evolution rule of corrosion area could be seen. The rivet position was marked by the small circles, and the uncorroded area was marked by the big circles. Obvious corrosion products could be seen outside the big circle marked in the figure, while no corrosion products could be seen inside the big circle. In addition, with the increase of ageing time, the area of the big circle decreased. It indicated that the corrosion zone was deeper into the center of the lap zone. After 25 days, rivet fell off in the failure joint, and the failure mode changed. This was a good explanation for the sudden drop in the shear load of the riveted joints after 25 days.

The failure of the joints after different ageing time: a Riveted joint, b Adhesive joint, c Hybrid joint
As shown in Fig. 9b and c, for single adhesive joints and hybrid joints, there was no corrosion pit in the lap zone, and no corrosion products were formed on the surface of the sheet. The part marked by the red dotted line was the adhesion failure area, and adhesion failure occurred at the interface between the aluminum sheets and the adhesive layer. The main reason was that the coating effect of galvanized steel sheet was better than aluminum sheet, and the penetration between aluminum sheet and adhesive layer was more obvious. The part marked by the green dotted line was the substrate failure area. The galvanized layer of the steel sheets had been torn off. The part marked by the yellow dotted line was the cohesive failure [31]. It could be seen that the failure mode of adhesive layer showed distinct evolution law. The adhesion failure area was distributed at the edge of the lap zone and extended to the center of the lap zone. The failure area increased with the increase of ageing time. It could be seen in Fig. 9b that no substrate failure occurred in the adhesive joint after 25 days. It indicated that the corrosive solution had serious penetration to the adhesive layer, which greatly weakened the mechanical properties of adhesive joints, so the peak load and EA decreased significantly. In addition, it could be seen in Fig. 9c that the adhesion failure area of hybrid joints did not increase much with the increase of ageing time, and no cohesive failure occurred after 25 days. This indicated that the riveting process could enhance the corrosion resistance of adhesive joints. Furthermore, unlike the riveted joints, no rivet fell off in the failure hybrid joints. In conclusion, the adhesive layer could prevent the corrosion of the lap zone and riveting structure.
The above studies showed that the adhesion failure area of single adhesive joints and hybrid joints would change accordingly with the change of ageing time, thus affecting the mechanical properties. The quantitative values of the adhesion failure area and area ratio are shown in Table 4. The relationship between adhesive failure area and ageing time could be established to predict the corrosion resistance of joints. The adhesion failure area ratio-ageing time curves were obtained by Eq. (3) and polynomial fitting, as shown in Fig. 10.
where AFAR is the adhesion failure area ratio of the joints, AX is the adhesion failure area of the joint at the ageing time of X days and A0 is the area of lap zone.

The adhesion failure area ratio -ageing time curves
With the increase of ageing time, the adhesion failure area ratio increased monotonously from 0. Within 0–25 days, the rising slope of the adhesion failure area ratio was basically unchanged for adhesive joints. However, for hybrid joints, the rising slope of the adhesion failure area ratio decreased continuously. The adhesion failure area ratio of hybrid joints (32%) much less than adhesive joints (47.2%) after 25 days. This was because the pressure applied to the central adhesive layer made the adhesive bond to the sheet more tightly in the riveting process, and the corrosive solution was difficult to immerse. It also verified that the corrosion resistance of hybrid joints was better than adhesive joints.
To further study the corrosion of the lap zone for the riveted joints, the three-dimensional cloud image of the corrosion pit morphology in the selected area A in Fig. 9a was taken for analysis. Because it was at the edge of the lap zone, and it was the most severely corroded area. The maximum height difference of the corrosion pit was used to reflect the corrosion degree of the riveted joints. Figure 11 presents the 3D cloud image of the steel sheet at point A after different ageing time. With the increase of ageing time, the surface height difference of the observed area became larger. Specifically, the steel surface of the uncorroded joint was flat, and the height difference was close to 0. After 5 days, the surface of the observed area showed a height difference, and showing some corrosion pits. After 10 days, the corrosion pits clustered into bands. Thereafter, the surface height difference of the observed area gradually increased.

The 3D cloud image of steel sheet at point A with different ageing periods: a 0 days, b 5 days, c 10 days, d 15 days, e 20 days, f 25 days
Figure 12 shows the maximum height difference of corrosion pit-ageing time curves of the riveted joints. Within 0–5 days, the height difference of the corrosion pit increased the fastest. It illustrated the corrosion rate was the fastest. The main reason was that the large area of the joint surface in contact with the corrosive environment. It produced corrosion products, which were attached to the joint and prevented the corrosion of the joint to a certain extent. Therefore, within 5–15 days, the slope of the curve decreased and the corrosion rate slowed down. However, within 15–25 days, the slope of the curve increased. The main reason was the fluffiness of the corrosion products. This resulted in a larger contact area between the sheet and the corrosion solution, thus increasing the corrosion rate.

The maximum height difference of corrosion pit-ageing time curves
4 Discussion
According to the above analysis, for the three kinds of joint, salt spray environment would cause erosion on the surface of specimens and the lap zone. The chemical reaction of galvanized steel sheet in the process of neutral salt spray corrosion had been verified [32]. In the anode reaction, Zn lost electrons to form Zn2+. While in the cathode reaction, H2O and O2 gained electrons to form OH−. The specific process was as follows:
In NaCl solution, Cl− would cause further damage to the oxide of the galvanizing layer [33].
After the galvanized layer was damaged, the steel sheet was oxidized [34].
Similarly, the aluminum sheet was corroded by oxidation reaction [35].
Based on the experimental results and theoretical research, the corrosion failure mechanism of these joints in neutral salt spray environment was obtained, as shown in Fig. 13. In a salt spray environment, corrosive fluid (marked in blue) would adhere to the joint, especially in the lap zone. In addition, due to the potential difference between the aluminum sheet and the steel sheet, electrochemical corrosion was more likely to occur in the lap zone. Figure 13a shows the corrosion failure mechanism of the riveted joints. After riveting, the sheet had a certain degree of warpage and there was a small gap between aluminum sheet and steel sheet in the lap zone. The corrosion solution penetrated into the lap zone, resulting in corrosion products. After 5 days, the corrosive solution corroded the aluminum and steel sheets, and the corrosion products (marked in yellow) attached to the lap zone and the surface of the sheet. It prevented the electrochemical corrosion of the joint to a certain extent, and the corrosion rate slowed down. In the initial stage, the corrosive solution only corroded the edge of the lap zone. With the increase of ageing time and the continuous addition of corrosive solution, crisp corrosion products were produced between the two sheets in the lap zone. This caused the corrosive solution and corrosion products to penetrate further into the lap zone. After 25 days, the surface of the sheet and the lap zone were severely corroded.

The corrosion failure mechanism of joints in neutral salt spray environment: a Riveted joint, b Adhesive joint, c Hybrid joint
Figure 13b shows the corrosion failure mechanism of adhesive joints. There was adhesive layer between aluminum sheet and steel sheet in the lap zone. After 5 days, the corrosive solution corroded the aluminum and steel sheets in the lap zone. The corrosion products (marked in yellow) only attached to the surface of the sheet. The main reason was that adhesive layer prevented water and oxygen from entering the lap zone. However, the main composition of adhesive layer was epoxy resin, and it would be eroded by chloride ion. In addition, the corrosive solution had a strong permeability and could immersed between the adhesive layer and the sheet. Therefore, after 5 days, the corrosive solution corroded the lap zone, but only at the edge. Although the corrosion caused adhesion failure of the adhesive joint, no corrosion products were formed on the surface of the sheet. Because the adhesive layer existed in the entire lap zone, the penetration continued from the edge to the center of the lap zone. After 25 days, the adhesion failure area was the largest.
Figure 13c shows the corrosion failure mechanism of hybrid joints. Similar to adhesive joints, after 5 days, the corrosive solution corroded the aluminum and steel sheets in the lap zone. The corrosion products (marked in yellow) only attached to the surface of the sheet. The corrosive solution had eroded only the edges of the lap zone, and no corrosion products were formed on the surface of the sheet. However, the stress caused by riveting on the adhesive layer was larger in the center of the lap zone, and gradually decreased from the center to the edge. It could be inferred that the adhesive layer was denser in the center of the lap zone. The corrosive solution could only penetrate through the edge of the lap zone, and it was difficult to penetrate into the center. Therefore, after 25 days, only the surface of the sheet was severely corroded, and there was little corrosion in the lap zone.
It could be seen from Fig. 13 that the corrosion failure mechanism of the three joints was different. For riveted joints, brittle corrosion products were more likely to form in the overlap zone due to the clearance between sheets. While the adhesive and hybrid joints had adhesives that prevent chlorine and water from entering the clearance at the overlap zone. Therefore, the riveted joints had severe corrosion compared to others. In addition, it could be seen from Fig. 9 that the internal corrosion of the three joints was different. Only the adhesive layer existed in the overlap zone of the adhesive and hybrid joints, and no corrosion pits were seen. While the riveted joints were severely corroded and become more corroded with the increase of ageing time. The test results could also indicate that the riveted joints had severe corrosion compared to others.
5 Conclusions
This paper investigated mechanical properties and failure behavior of the riveted, adhesive and hybrid joints with steel/Al structure after different ageing time. The mechanical properties degradation and corrosion mechanism were obtained. The main conclusions were drawn as following:
-
1.
The weight of the three kinds of joints firstly decreased and then increased with the increase of ageing time. For the single riveted joints, there is a clearance between the sheets after riveting. The corrosion products gradually formed in the sheet clearance after ageing a period time. For adhesive and hybrid joints, the liquid absorption occurred in the adhesive layer was the main reason of the weight increase.
-
2.
With the increase of ageing time, the peak load of the riveted joints firstly increased and then decreased, while the peak loads of the other two joints continued to decline. This was due to the corrosion products formed in the sheet clearance of the riveted joint, increasing the frictional resistance during the shear process after a short ageing time (before 20 days).
-
3.
After ageing for a long time (25 days), the peak load of the three kinds of joints, respectively, decreased by 11.2%, 26.3% and 14.4% comparing with the uncorroded joint, which showed the adhesive joint had the worst corrosion resistance. This indicated that the adhesive joint was more affected by environmental factors than the riveted and hybrid joint.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
Zheng KL, Denis JP, Wang LL, Lin JG. A review on forming techniques for manufacturing lightweight complex-shaped aluminium panel components. Int J Lightweight Mater Manuf. 2018;1(2):55–80.
Jiang H, Zeng CC, Li GY, Cui JJ. Effect of locking mode on mechanical properties and failure behavior of CFRP/Al electromagnetic riveted joint. Compos Struct. 2021;257: 113162.
Jiang H, Liao YX, Gao S, Li GY, Cui JJ. Comparative study on joining quality of electromagnetic driven self-piecing riveting, adhesive and hybrid joints for Al/steel structure. Thin-Walled Struct. 2021;164: 107903.
Martinsen K, Hu SJ, Carlson BE. Joining of dissimilar materials. CIRP Ann. 2015;64(2):679–99.
Haque R. Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: a review. Arch Civ Mech Eng. 2018;18:83–93.
He XC, Wang YF, Lu Y, Zeng K, Gu FS, Ball A. Self-piercing riveting of similar and dissimilar titanium sheet materials. Int J Adv Manuf Technol. 2015;80:2105–10.
Mori KI, Abe YH. A review on mechanical joining of aluminium and high strength steel sheets by plastic deformation. Int J Lightweight Mater Manuf. 2018;1(1):1–11.
Liang JS, Jiang H, Zhang JS, Wu XH, Li GY, Cui JJ. Investigations on mechanical properties and microtopography of electromagnetic self-piercing riveted joints with carbon fiber reinforced plastics/aluminum alloy 5052. Arch Civ Mech Eng. 2019;19(1):240–50.
Jiang H, Gao S, Li GY, Cui JJ. Structural design of half hollow rivet for electromagnetic self-piercing riveting process of dissimilar materials. Mater Des. 2019;183: 108141.
Jiang H, Sun LQ, Liang JS, Li GY, Cui JJ. Shear failure behavior of CFRP/Al and steel/Al electromagnetic self-piercing riveted joints subject to high-speed loading. Compos Struct. 2019;230: 111500.
Park SY, Choi WJ, Yoon BC. Analysis of effects of process factors on corrosion resistance of adhesive bonded joints for aluminum alloys. J Mater Process Technol. 2020;276: 116412.
Shang X, Marques EAS, Machado JJM, Carbas RJC, Jiang D, Silvac LFM. Review on techniques to improve the strength of adhesive joints with composite adherends. Compos Part B. 2019;177: 107363.
Liu YH, Zhang LH, Liu WJ, Wang PC. Single-sided piercing riveting for adhesive bonding in vehicle body assembly. J Manuf Syst. 2013;32(3):498–504.
Reil M, Knoll O, Morin D, Langseth M. Testing of metal connections using adhesive bonding combined with self-piercing riveting. Technol Econ Funct Lightweight Des. 2019;1:167–73.
Wu GH, Li DY, Lai WJ, Shi YD, Kang HT, Peng YH, Su XM. Fatigue behaviors and mechanism-based life evaluation on SPR-bonded aluminum joint. Int J Fatigue. 2021;142: 105948.
Lukas P, Josef D, Florian H, Christof S, Stefan K. Numerical simulation of hybrid joining processes: self-piercing riveting combined with adhesive bonding. Procedia Manuf. 2020;47:413–8.
Liu YP, Han L, Zhao H, Liu XP. Numerical modelling and experimental investigation of the Riv-Bonding process. J Mater Process Technol. 2021;288: 116914.
Whitehouse NR. Management of corrosion of automobiles. Shreir’s Corrosion. 2010;4:3167–74.
Boutar Y, Naïmi S, Mezlini S, Carbas RJC, Silva LFM, Alic MBS. Fatigue resistance of an aluminium one-component polyurethane adhesive joint for the automotive industry: effect of surface roughness and adhesive thickness. Int J Adhes Adhes. 2018;83:143–52.
Usman BJ, Scenini F, Curioni M. The effect of exposure conditions on performance evaluation of post-treated anodic oxides on an aerospace aluminium alloy: comparison between salt spray and immersion testing. Surf Coat Technol. 2020;399: 126157.
Xiao LF, Peng JX, Zhang JR, Ma YF, Cai CS. Comparative assessment of mechanical properties of HPS between electrochemical corrosion and spray corrosion. Construct Build Mater. 2020;237: 117735.
Xia M, Wang YD, Xu SH. Study on surface characteristics and stochastic model of corroded steel in neutral salt spray environment. Construct Build Mater. 2021;272: 121915.
Catherine AM, Sarah AMB, Greg MS. Cross comparison of TCP conversion coating performance on aluminum alloys during neutral salt-spray and thin-layer mist accelerated degradation testing. Electrochim Acta. 2018;282:171–84.
Chen FF, Breedon M, Sapper ED, Ganther W, Colec DLI. A microclimate model to simulate neutral salt spray testing for corrosion inhibitor evaluation and functional coating development. Prog Org Coat. 2017;111:327–35.
Girisha KG, Rao KVS. Improvement of corrosion resistance of aisi 410 martensitic steel using plasma coating. Mater Today. 2018;5(2):7622–7.
Jiang H, Sun LQ, Dong DY, Li GY, Cui JJ. Microstructure and mechanical property evolution of CFRP/Al electromagnetic riveted lap joint in a severe condition. Eng Struct. 2019;180:181–91.
Aslan A, Salur E, Düzcükoğlu H, Şahin OS, Ekrem M. The effects of harsh aging environments on the properties of neat and MWCNT reinforced epoxy resins. Construct Build Mater. 2021;272: 121929.
Karim MA, Jeong TE, Noh W, Park KY, Kam DH, Kim C, Nam DG, Jung H, Parka YD. Joint quality of self-piercing riveting (SPR) and mechanical behavior under the frictional effect of various rivet coatings. J Manuf Process. 2020;58:466–77.
Calabrese LG, Bonaccorsi L, Proverbio E, Bella GD, Borsellino C. Durability on alternate immersion test of self-piercing riveting aluminium joint. Mater Des. 2013;46:849–56.
Campos RMP, Oliveira CAR, Macedo JPC, França FMG, Basting RT, Turssi CP, Silva TM, Gonçalves SEP, Amaral FLB. Effect of zinc chloride added to self-etching primer on bond strength to caries-affected dentin and chemical-physical-mechanical properties of adhesives. Int J Adhes Adhes. 2019;95: 102412.
Lin JP, Sun CC, Min JY, Wan HL, Wang S. Effect of atmospheric pressure plasma treatment on surface physicochemical properties of carbon fiber reinforced polymer and its interfacial bonding strength with adhesive. Compos Part B. 2020;199: 108237.
Abdulaziz AN, Raja RH, Abdulrahman A, Singh DDN. Corrosion performance of hot-dip galvanized zinc-aluminum coated steel rebars in comparison to the conventional pure zinc coated rebars in concrete environment. Construct Build Mater. 2021;274: 121921.
Pan B, Sun H, Shang SL, Wen W, Banu M, Simmer JC, Carlson BE, Chen N, Liu Z, Zheng Z, Wang P, Li J. Corrosion behavior in aluminum/galvanized steel resistance spot welds and self-piercing riveting joints in salt spray environment. J Manuf Process. 2021;70:608–20.
Guo Y, Ali R, Zhang X, Tian W, Zhang L, Lu H, Jian X, Xie J, Deng L. Raman and XPS depth profiling technique to investigate the corrosion behavior of FeSiAl alloy in salt spray environment. J Alloys Compd. 2020;834: 155075.
Emregül KC, Aksüt A. The behavior of aluminum in alkaline media. Corros Sci. 2000;42(12):2051–67.
Acknowledgements
This project is supported by the National Natural Science Foundation of China (Grant No. 52005173 and 51975202), State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body Open fund of Hunan University (32065009) and Changsha Municipal Natural Science Foundation (kq2014047) and China National Postdoctoral Program for Innovative Talents (BX20200123).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jiang, H., Liao, Y., Jing, L. et al. Mechanical properties and corrosion behavior of galvanized steel/Al dissimilar joints. Archiv.Civ.Mech.Eng 21, 168 (2021). https://doi.org/10.1007/s43452-021-00320-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-021-00320-5