
Abstract
In this study, severe plastic deformation (SPD) process of hydrostatic tube cyclic extrusion–compression (HTCEC) was performed through two passes on the commercially pure copper tubes with the purpose of fabricating relatively long ultrafine-grained (UFG) tubes. In HTCEC process, the presence of pressurized hydraulic fluid around the piece plays a key role in the reduction of the friction load and, consequently, in the reduction of required pressing load. In principle, this facilitates the production of long and large tubes. After processing by HTCEC, the mechanical characteristics and microstructure evolution were examined. Microstructure analysis revealed that after the first pass of HTCEC process, an ultrafine cell microstructure with an average size of ~ 993 nm was attained. After two passes of HTCEC, the average size of cells/subgrains was reduced to ~ 340 nm. This was while the average grain size of the annealed sample was 41 μm. Also, after two passes of HTCEC process, a remarkable increase in the yield strength from 154 to 336 MPa, and the ultimate strength from 223 to 414 MPa was observed. Furthermore, the mean value of microhardness increased from 74 to 149 HV, and a more uniform distribution of microhardness along the thickness was seen, compared to the first pass of HTCEC. Meanwhile, unlike most conventional SPD methods, the value of elongation to failure was slightly lessened from 59.5 to 41.6%. SEM fractography analysis denoted that mostly ductile fracture occurred in the HTCEC-processed samples. In general, two main advantages of HTCEC process can be the production of relatively long ultrafine-grained tubes and the significant increase in the strength and hardness besides a low loss of ductility.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Severe plastic deformation (SPD) techniques are considered as a most effective and promising methods for producing ultrafine-grained (UFG) and nano-grained (NG) materials having excellent mechanical properties [1, 2]. These techniques is based on applying higher plastic strain to the metallic materials without any change in the final geometrical dimensions of the piece to achieve more refined microstructure and higher mechanical properties [3]. Equal channel angular pressing (ECAP) [4], accumulative roll bonding (ARB) [5], high-pressure torsion (HPT) [6], cyclic extrusion–compression (CEC) [7], Cyclic extrusion–compression angular pressing (CECAP) [3] and cyclic expansion–extrusion (CEE) [8] are some of the SPD methods developed for bulk materials. Furthermore, some other SPD methods such as tubular channel angular pressing (TCAP) [9], parallel tubular channel angular pressing (PTCAP) [10], tube channel pressing (TCP) [11], tube cyclic expansion–extrusion (TCEE) [12], high-pressure tube twisting (HPTT) [13], accumulative spin bonding (ASB) [14] and tube cyclic extrusion–compression (TCEC) [15] are used for processing tubular components. The primary limitation of these conventional SPD methods is that they cannot be used for producing the large and long pieces. Thus, they are not suitable for industrial scale production. The reason for this is that in these techniques, by increasing the piece length, friction force between the die and piece increases severely causing a drastic increase in the required pressing load, and consequently leading to yielding or buckling of the pressing punch. So, the reduction of friction force between the die and piece can dissolve this problem and can lead to the production of long length workpieces. In this regard, hydrostatic cyclic expansion–extrusion (HCEE) [16] was invented as a SPD method to produce a long length bulk rod-shaped UFG materials. However, until recently, there has not been an appropriate SPD technique for fabricating long UFG tubular-shaped materials. Newly, hydrostatic tube cyclic expansion–extrusion (HTCEE) process has been introduced by Motallebi et al. [17] as a SPD method to produce long length UFG tubes. In HTCEE method, the contact friction between the tube and die is nearly eliminated which helps to produce long UFG tubes. Motallebi et al. [17] reported that by applying two passes of HTCEE to pure copper tubes, the average of grain size decreased from ~ 50 μm to 127 nm, and a UFG microstructure was formed which led to more improved mechanical properties. They observed that the ultimate strength increased from 207 to 386 MPa, and the microhardness was enhanced from 59 to 143 Hv. In this study, hydrostatic cyclic extrusion–compression (HTCEC) process is utilized for producing relatively long ultrafine-grained and nano-grained pure copper tubes. In HTCEC process, owing to the utilization of pressurized fluid between the die and tube, there is nearly no friction in this area. Also, a movable mandrel placed inside the hollow tube is used during HTCEC process, which causes a significant reduction in required hydrostatic pressure. Both of these approaches facilitate the production of relatively long and large UFG tubes. In SPD processes, besides equivalent plastic strain and shear strain, hydrostatic compressive stress play a key roles in grain refinement and improvement of mechanical properties. Hydrostatic compressive stress by postponing crack initiation and propagation, and also by closing the cracks and cavities, and preventing their growth leads to higher ductility [18]. In comparison to HTCEE process [17], higher hydrostatic compressive stresses can be applied to material during HTCEC process. This is due to the utilization of an adjustable back-pressure system during HTCEC. Also, compared to HTCEE process, HTCEC is more appropriate process for applying intense plastic strains to brittle materials with the goal of attaining more refined microstructure. It is also because of higher hydrostatic compressive stress existing in HTCEC process, which delays the crack formation and propagation during the process. Another advantage of HTCEC process is that a higher number of process passes, for imposing higher stain to material, is executable because of the presence of higher hydrostatic compressive stresses.
In this study, the capability of hydrostatic cyclic extrusion–compression (HTCEC) process to produce relatively long ultrafine-grained pure copper tubes having higher mechanical properties was investigated. To achieve this purpose, HTCEC process was performed through two passes on copper tubes at room temperature. Then, microstructure evolution and mechanical properties of the processed tubes were examined. Also, the fractured surfaces of tensile testing specimens were scrutinized by SEM to reveal the fracture mechanisms.
2 Principles of the HTCEC process
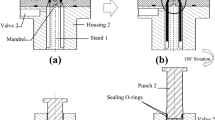
The schematic of the HTCEC process is indicated in Fig. 1a–e. The HTCEC setup consists of die, punch, tube, seal, hydraulic fluid, back-pressure mandrel, and movable mandrel. According to Fig. 1a, before beginning the process, the tube is situated in the die using the movable mandrel placed inside the tube and the back-pressure mandrel which is kept fixed in the outlet channel. The back-pressure mandrel plays a role of back pressure leading to the expansion of material in the deformation zone. Hydraulic fluid fills the gap between the die and tube. Then, this fluid is pressurized by pressing the punch. The seal is placed between the fluid and punch to prevent leakage of fluid. Because of the presence of pressurized hydraulic fluid between the tube and die, there is nearly no friction in this area [17, 18]. This leads to a significant decrease in the required pressing load, which helps to produce long tubes. In other words, HTCEC process has the potential for production of relatively long and large tubes. Also, the utilization of movable mandrel causes a remarkable decrease in the required hydrostatic pressure. This is one of the other advantages of HTCEC process. In the next stage of HTCEC process, as seen in Fig. 1b, the tube is pushed by upper punch to pass through the narrow area of the deformation zone. When the tube reaches the back-pressure mandrel, material starts expanding to fill the hollow region of the deformation zone. In this stage, the back-pressure mandrel is still kept fixed and plays a role of back pressure. Concerning Fig. 1c which is related to the third stage of HTCEC process, the space between the tube and die is filled up with the hydraulic fluid. Then, the lower seal is placed in the outlet channel. The fluid is pressurized by pressing the lower punch using a separate adjustable hydraulic jack system. In the next stage, as shown in Fig. 1d, the upper punch is pressed. Meanwhile, the lower punch is reversed. In this stage, the tube, the movable mandrel and the back-pressure mandrel move together during the HTCEC process. In this condition, the back pressure applied by the lower punch causes a continuous expansion of the tube after passing through the deformation zone. Another advantage of HTCEC is that after performing the process, the produced tube finds its initial dimensions. Therefore, more plastic strain can be applied to material by conducting further passes of the process. After the stage illustrated in Fig. 2d, the first pass of HTCEC process is completed. For applying the subsequent passes of HTCEC, it is enough that the direction of pressing (or moving) is changed and the punch located on the opposite side of the die starts playing the role of back pressure. Further passes of HTCEC, by applying more plastic strain to material, leads to more refined microstructure and superior mechanical properties. The other advantage of HTCEC is that for performing further passes of the process, expelling the tube from the die is not needed and there is no need for taking apart the die components. The amount of total accumulated plastic strain after N passes of HTCEC process (\({\upvarepsilon }_{\mathrm{HTCEC}}\)) can be calculated from Eq. (1). In Eq. (1), N is the number of passes, φ is the deformation angle (φ ~ 155°) and the other parameters are illustrated in Fig. 1e. In this study, the amount of \({\upvarepsilon }_{\mathrm{HTCEC}}\) for one pass and two passes of HTCEC are estimated to be ~ 2.15 and ~ 4.3, respectively.

Schematic illustration of HTCEC process: a first stage, b expansion stage, c the utilization of pressurized fluid in the outlet channel, d during HTCEC process, and e die parameters

The images of HTCEC die, its equipment and the HTCEC-processed tube
3 Experimental and FEM procedures
In this study, commercially pure copper (Cu ~ 99.90%) was employed. Tubes with an outer diameter of 20 mm, a length of 100 mm, and a thickness of 2.5 mm were provided by machining and then annealed for two hours at 600 °C to obtain a homogeneous completely recrystallized microstructure [17]. These tubes were processed by HTCEC technique, up to two passes, at room temperature at a ram speed of about 5 mm/min. According to Fig. 1a, the HTCEC die parameters are as following: \(R=10\,\mathrm{ mm},\) \(r=7.5\,\mathrm{ mm},\) \({r}_{\mathrm{e}}=9\,\mathrm{ mm},\) \(L=7\,\mathrm{ mm}\) and \(\alpha =45^\circ \). Figure 2 shows the HTCEC die, its equipment and the HTCEC-processed tube. The die and its components were manufactured from H13 hot-worked tool steel and then hardened to 55 HRC. Hydraulic oil was used as a pressurized fluid. Polytetrafluoroethylene (PTFE) pieces are used for sealing the die channels. The PTFE pieces with a diameter slightly larger than the channels diameter are prepared and then squeezed in the channels to prevent leakage of fluid. To apply pressure and back pressure on the tube, a hydraulic press machine and a hydraulic jack system are utilized, respectively. Tensile test was utilized, at room temperature at a strain rate of 10−3/s, to investigate mechanical properties of the unprocessed tube and the HTCEC-processed tubes. The tensile testing specimens with a gauge width of 3 mm, a gauge length of 6 mm, and a thickness of 2.5 mm were extracted from the tubes along the tube axis, using wire EDM machine. After performing the tensile tests, to reveal the mechanisms of fracture, scanning electron microscopy (SEM) model FEI Quanta 450 was used at a voltage of 25 kV. Vickers microhardness measurements were conducted by applying 100-g load and 10-s dwell time [19], using a Wolpert testing machine type V-Testor 2. The hardness measurements were carried out along the thickness at a cross section perpendicular to the tube axis. To study the microstructure, samples were prepared by the general standard metallographic techniques and then analyzed by optical microscopy (OM). A Sinowon UMS-410 optical microscope was used for observing the microstructure. A number of OM evaluations were made at the deformation zone of the HTCEC-processed tube at a cross section parallel to the tube axis. Also, the OM evaluations were done at the center of the tubes thickness at a cross section perpendicular to the tube axis. To investigate the microstructure evolution, transmission electron microscopy (TEM) was employed using FEI Tecnai G2 F20 transmission electron microscope at a voltage of 200 kV. For TEM evaluations, the disc-shaped specimens were extracted by punching from the areas near the tubes outer surface. Then, these specimens were electro-polished with a solution of 25% phosphoric acid, 25% ethanol and 50% water with a voltage of 8–10 V at RT [20].
4 Results and discussion
4.1 Microstructure evolution
Figure 3 shows the OM microstructure of different zones of the deformation region of the HTCEC-processed tube, at a cross section parallel to the tube axis. The deformation region of the HTCEC-processed tube contains four ECAP-like shear zones and two steps of extrusion and expansion [15]. In SPD methods, shear strains play an important role in grain refinement [12, 15, 21]. During HTCEC, when the material passes through each shear zone, under the effects of shear strains, the density of dislocations is enhanced, and also the initial large grains are broken into smaller ones. At last, this causes the grain refinement. Also, two consecutive steps of extrusion and expansion by imposing considerable strain to material help grain refinement. According to Fig. 3, an intense reduction of grain size is observed from zone I to V. In the other words, zone V which experiences more strains compared to other zones possesses the smallest grains. The microstructure of zone I contains coarse grains. In zone II, the grains get smaller and elongated in direction parallel to the extrusion angle. In zone III, the grains get elongated parallel to the extrusion direction. In zone IV, under the influence of additional shear strain, finer elongated grains are formed in direction parallel to the expansion angle. Eventually, in zone V, because of experiencing more strains, the microstructure becomes more refined, and an ultrafine-grained (UFG) microsturacture is formed.

The OM microstructure of different zones of the deformation region of the HTCEC-processed tube along the tube axis
Figure 4 shows the results of microstructural investigations, at the center of thickness at the cross section perpendicular to the tube axis, obtained by optical microscopy (OM) for the annealed sample, the one-pass and the two-pass HTCEC-processed samples. Concerning Fig. 4, the microstructure of the annealed sample contains coarse grains with an average grain size of 41 µm. As seen in Fig. 4, after performing the first pass of HTCEC, the grain size is drastically reduced, and a somewhat elongated ultrafine-grained (UFG) microstructure is observed. A simliar observation of reducing the grain size after processing by SPD methods was also seen in other studies [4, 10, 21, 22]. According to Fig. 4, after performing two passes of HTCEC, a more refined UFG microstructure with more equiaxed grains is formed. A higher number of HTCEC passes can result in a more refined, more homogeneous and more equiaxed grain microstructure, as was also seen in most SPD processes [15, 23, 24]. Figure 5 demonstrates the TEM micrographs of the one-pass and two-pass HTCEC-processed tubes. As seen in Fig. 5a, one pass of HTCEC leads to an extreme grain refinement. In this way, ultrafine cells (marked as A), with a mean size of ~ 993 nm, surrounded by a high density of tangled dislocations (marked as B) are formed. In the other words, a large number of dislocations gather in the cells boundary, leading to the formation of high density dislocation walls with a certain thickness. By imposing low strains, tangled dislocations are created and subsequently, by increasing the imposed strain during the first pass of HTCEC, a large number of dislocations form the cells/subgrains boundaries. Concerning Fig. 5a, several microshear bands are obvious (indicated by red arrows), and some cells are broken along the shear direction due to the intense shear deformation. According to Fig. 5b, after two passes of HTCEC, a more refined, more homogeneous and more equiaxed ultrafine cell/subgrain microstructure with a mean grain size of ~ 340 nm is formed. As seen in Fig. 5b, the ultrafine cells/subgrains (marked as A) are separated by the relatively thin walls of the tangled dislocations (marked as B). Similar microstructure was also observed in other studies [25,26,27,28]. Also, it is observed in Fig. 5b that unlike the cell boundaries, a small number of dislocations exist inside the cells. From Fig. 5, by increasing the number of HTCEC pass, and consequently by increasing the imposed strain, the density of dislocations is reduced inside the cells. Similar event was also seen in other studies [23, 29, 30]. This can be as a result of dynamic recovery, which establishes a balance between the production and annihilation of dislocations, and the emission and absorption of dislocations from the cells/subgrains interior into boundaries to enhance the boundaries misorientation and also to form grains.

The OM microstructure of the annealed sample (0 P), the one-pass (1 P) and the two-pass (2 P) HTCEC-processed samples

The TEM mcrostructure of a the one-pass and b the two-pass HTCEC-processed tubes
Shear strains, hydrostatic compressive stresses and equivalent plastic strain are very important factors in grain refining of metals during SPD processing. As is obvious in Fig. 5, by performing SPD process, a large number of dislocations were created due to applying considerable shear strains to the material in the presence of significantly higher hydrostatic compressive stresses. During SPD processes, the coarse grains of materials with medium to relatively high stacking fault energies (SFE) like copper were refined via dislocation activities [15]. The stages of grain refinement of pure copper due to processing by HTCEC are as follows: by increasing plastic strain during SPD processes, the dislocations density is enhanced in the structure. Next, the dislocations start tangling with each other and form the ordered arrangements, leading to the formation of dislocation cells. In the other words, two types of regions with low and high dislocations density are appeared. By further straining, a higher number of dislocations are accumulated in the cell walls, leading to the slow transformation of these walls to the low angle boundaries and the generation of subgrains. In this condition, further straining results in the enhancement of the number of subgrains. When the material passes through the shear zones and experiences shear stresses, the relative rotation of the subgrains takes place. This causes the slow alteration of dislocation walls from the low angle grain boundaries to the high angle boundaries. By continuation of this procedure, an ultrafine-grained or UFG microstructure is appeared [15, 21, 31]. The higher number of passes of SPD processes can enhance the fraction of high angle grain boundaries [8, 32,33,34]. This is related to to the enhancement of misorientation and rotation of the subgrains, owing to the strain accumulation [15, 33].
4.2 Mechanical properties
Figure 6a indicates the room temperature engineering stress–strain curves for the annealed sample, the one-pass and the two-pass HTCEC-processed samples. Also, the variation of UTS, YS, Uniform elongation and Elongation to failure of the tensile samples versus the number of passes are illustrated in Fig. 6b. As seen, after performing HTCEC, the strength of the material increases significantly. By increasing the number of HTCEC passes, a further increase in the strength is observed. Similar happening was also seen in other SPD methods [4, 10, 21, 22, 35]. According to Fig. 6, after the first pass of HTCEC, an increase in the yield strength from 154 to 284 MPa, and the ultimate strength from 223 to 350 MPa is observed. After two passes of HTCEC, the yield strength and the ultimate strength reached to 336 MPa and 414 MPa, respectively. The strength enhancement of pure copper after processing by severe plastic deformation methods is mostly due to grain boundary strengthening and dislocation strengthening [26, 33], as is also confirmed by the results of Fig. 5. In grain boundary strengthening, the grain boundaries play a barrier role and impede the motion of dislocations, leading to the enhancement of the strength. SPD methods, such as HTCEC, by decreasing grain/subgrain size, and consequently by enhancing the amount of grain/subgrain boundaries result in more grain boundary strengthening. Also, from Hall–Petch relationship, the reduction of grain size leads to the enhancement of the strength [36, 37]. Dislocation strengthening or strain hardening, which is due to the generation of a high density of dislocations, is another reason for the strength enhancement in the severely deformed metals. According to the TEM observations (see Fig. 5), the dislocation tangles and the dislocation cells play the main role in enhancing the strength in the HTCEC-processed samples. It is also reported that in the early stages of SPD process, the role of dislocation strengthening and strain hardening in the strength enhancement is more significant than grain boundary strengthening. However, at higher number of passes, the strength enhancement is mostly caused by grain refinement and grain boundary strengthening [38, 39]. From Fig. 6, compared to one pass of HTCEC, a low drop of elongation is obtained after two passes of HTCEC. This is because of the formation of more refined, more homogeneous and more equiaxed ultrafine microstructure after two passes of HTCEC. Also, this can be due to an increase in the fraction of high-angle grain boundaries (HAGBs) [21]. As seen in Fig. 6, the HTCEC-processed samples exhibit lower strain hardening compared to the annealed sample. This is a common happening in the SPD processed samples, as is observed in other studies [5, 40,41,42]. During SPD processing, the dislocations absorption into the grain boundaries is possibly an effective recovery process resulting in a lower strain hardening [5]. This limited strain hardening ability of UFG materials leads to poor ductility and the early onset of necking compared to the initial coarse grain state [30].

a Engineering stress versus engineering strain curves at room temperature for the annealed sample, the one-pass and the two-pass HTCEC-processed samples, and b UTS, YS, Uniform elongation and Elongation to failure of the tensile samples
Concerning Fig. 6, after the first pass of HTCEC, the value of elongation to failure was slightly lessened from 59.5 to 45.1%. Two passes of HTCEC resulted in an elongation to failure of 41.6%. In general, the HTCEC process led to a low loss of ductility. This can be one of the important advantages of the HTCEC process. The values of elongation to failure (El) and ultimate strength (UTS) of the HTCEC-processed samples in comparison with those of other studies related to pure copper, including 1 and 2 passes of Hydrostatic Tube Cyclic Expansion–Extrusion (HTCEE) [21], 4 passes of Equal Channel Angular Pressing (ECAP) [43], 8 passes ECAP [44], 1 turn of High-pressure Torsion (HPT) [45], 20 passes ECAP [46], 4 cycles of Accumulative Roll Bonding (ARB) [40], 4 passes of Tube Cyclic Extrusion–Compression (TCEC) [15], 4 passes of Equal Channel Forward Extrusion (ECFE) [47], 4 passes of Repetitive Forging (RF) [48], 4 passes of Twist Channel Angular Pressing (Twist CAP) [49], 5 turns HPT [44], 10 turns HPT [30], 1 pass of Planar Twist Channel Angular Extrusion (PTCAE) [50], and 12 passes of Simple Shear Extrusion (SSE) [26], are indicated in Fig. 7. As is obvious, compared to other processes, higher values of elongation have been achieved for the HTCEC-processed samples (this study). Also, the HTCEC-processed samples, especially two-pass sample, possess noticeably high values of the ultimate tensile strength. Therefore, the HTCEC process can produce tubes with a combination of high strength and good ductility. This feature can be one of the important benefits of the HTCEC process because a combination of high strength and high ductility, which leads to high fracture toughness, is very important and desirable for numerous structural applications of tubular components in different industries such as aerospace, automobile and military. This feature of the HTCEC process is mostly due to the higher hydrostatic compressive stress existing in the process. Also, as mentioned earlier, compared to the conventional SPD methods invented for the tubes, the HTCEC process can produce longer tubes. So, the HTCEC process can be a suitable choice for industrial-scale production of seamless tubes having superior properties. Severe plastic deformation (SPD) methods by imposing high equivalent strain and shear strain in the presence of high hydrostatic compressive stress, can produce the ultrafine-grained and nanostructured materials [51]. Hydrostatic compressive stress can postpone the initiation of the cracks, and also can close the existing cracks and other defects, leading to the prevention of their propagation and growth [18]. Thus, this can help to achieve a better ductility and higher strength, as is observed in the HTCEC-processed tubes.

UTS and Elongation of HTCEC-processed samples in comparison with those of other processes performed on pure copper
Figure 8 exhibits the results of microhardness measurements, including the average value of microhardness and the microhardness variation along the thickness, for the annealed sample, the one-pass and the two-pass HTCEC-processed samples. As is obvious in Fig. 8, after performing one pass of HTCEC, the material hardness is significantly enhanced, and two passes of HTCEC lead to more enhancement of the hardness. Similar behavior was also observed in other SPD processes [4, 10, 21, 22]. This microhardness enhancement can be attributed to the enhancement of dislocations density, formation of subgrains, grain refinement, increase of amount of boundaries, work hardening, and dynamic recrystallization during severe plastic deformation [15, 21, 52]. Also, according to Hall–Petch relationship for hardness, by reducing the grain size, the hardness value increases [53]. Concerning Fig. 8, after one pass of HTCEC, an increase in the average value of microhardness from 74 to 138 Hv takes place. After two passes of HTCEC, this value reaches to 149 Hv. The abrupt increase in microhardness after the first pass of HTCEC is related to high rate of strain hardening or dislocation hardening which is due to the quick production of a high density of dislocations, as is also mentioned in other studies [21, 40]. According to Fig. 8b, one pass of HTCEC leads to a non-uniform distribution of microhardness along the thickness from the inner surface to the outer surface. In this way, the regions near the outer surface, which experiences more plastic strain during HTCEC processing, exhibit higher values of microhardness. Also, it is observed that in comparison to one pass of HTCEC, a more uniform distribution of microhardness along the thickness is achieved after two passes of HTCEC. It can be predicted that the higher number of HTCEC passes will result in a more uniform distribution of microhardness and other mechanical properties along the thickness. This can be considered as another benefit of the HTCEC process. The fluctuations in the microhardness plots of Fig. 8b seems to be attributed to the regions containing large grains that possess low microhardness values, and also the regions with a low density of dislocations. Concerning Fig. 8, at higher number of HTCEC passes, the microhardness values have a tendency to saturation. Similar saturation behavior in the microhardness values was also seen in other SPD processes [4, 10, 15, 21]. This phenomenon is mostly due to the steady-state density of dislocations, which is as a result of striking a balance between the generation of dislocations due to imposed strain and the annihilation due to the dynamic recovery process [38, 54]. The values of the microhardness of the HTCEC-processed samples in comparison with those of other researches related to pure copper, including 2 passes HTCEE [21], 8 passes ECAP [44], 4 cycles ARB [40], 4 passes TCEC [15], 4 passes ECFE [47], 4 passes RF [48], 4 passes Twist CAP [49], 10 turns HPT [30], and 4 passes CEE [8], are illustrated in Fig. 9. As seen, significantly high values of microhardness have been achieved for the HTCEC-processed samples, especially for two-pass sample, in comparison to that of other processes. In the other words, compared to a large number of passes of other processes, only two passes of HTCEC result in a higher value of microhardness.

a The average values of microhardness for the annealed sample, the one-pass and the two-pass HTCEC-processed samples, and b the microhardness variation along the tube thickness

Microhardness of HTCEC-processed samples in comparison with that of other processes
4.3 Fractography
Figure 10 exhibits the tensile fractographs obtained by scanning electron microscopy (SEM) for the annealed sample, the one-pass and the two-pass HTCEC-processed samples. Referring to this figure, the fracture surface morphology of the annealed sample shows chiefly larger, deeper and more equiaxed dimples compared to those of the HTCEC-processed samples. This feature is as a result of ductile fracture [55]. The fracture surface of all samples contains a large number of dimples or microvoids, representing ductile fracture mode [31]. From Fig. 10, the increment of the number of HTCEC passes by imposing more strain causes the appearance of smaller and shallower dimples on the fracture surface. Similar trend was also observed in other SPD processes [4, 21, 46]. The reduction in dimple size, which is observed in the SPD processed samples is due to the grain refinement and the decrease in the uniform elongation and the work hardening capability [15, 31]. In this situation, less plastic deformation occurs and there is no enough time for dimples to grow and assemble with one another, resulting in the appearance of smaller and shallower dimples. According to Fig. 10, the fracture surface of the two-pass HTCEC-processed sample exhibits very small and shallow dimples, and also the sharp tearing edges. This observation can be also attributed to the occurrence of a ductile fracture too, including the formation of numerous dimples and microcavities during the plastic deformation instead of increasing the size of the formerly generated small dimples and microcavities [56]. In total, the fracture morphologies of Fig. 10 indicate that all samples experienced mainly ductile fracture. This kind of fracture takes place by microvoids formation and coalescence with each other, and then by crack formation and propagation of crack and failure [55].

Tensile fractographs of the annealed sample (0 P), the one-pass (1 P) and the two-pass (2 P) HTCEC-processed samples
5 Conclusion
In present study, hydrostatic cyclic extrusion–compression (HTCEC) technique was performed up to two passes on pure copper to produce long ultrafine-grained and nanostructured tubes. Then, the microstructure, mechanical properties and tensile fracture surface of the tubes were investigated. The main results are summarized as follows:
-
HTCEC is a suitable process to produce long ultrafine-grained and nanostructured tubes.
-
Because of using the pressurized fluid between the die and tube, there is almost no friction in this region. This facilitates the production of longer tubes. In the other words, the required load for HTCEC processing is nearly independent of the tube length.
-
After one pass of HTCEC, a significant grain refinement was observed. In this way, an ultrafine cell microstructure with an average size of ~ 993 nm was formed. While, the average value of grain size for the unprocessed annealed sample was 41 μm. Two passes of HTCEC leads to a more refined and more homogeneous ultrafine cell/subgrain microstructure with a mean size of ~ 340 nm.
-
HTCEC process can produce tubes with a combination of high strength and good ductility. In this way, after two passes, the yield strength and the ultimate strength reached to 336 MPa and 414 MPa, respectively, and a relatively low loss of elongation from 59.5% (for the annealed state) to 41.6% happened.
-
Two passes of HTCEC leads to a remarkable increase in the microhardness from 74 Hv (for the annealed state) to 149 Hv. Also, compared to one pass of HTCEC, a more uniform distribution of microhardness along the thickness is achieved.
-
Tensile fractographs taken by SEM revealed that all samples experienced mainly ductile fracture.
References
Pardis N, et al. Development of new routes of severe plastic deformation through cyclic expansion–extrusion process. Mater Sci Eng A. 2014;613:357–64.
Pardis N, et al. Cyclic expansion-extrusion (CEE): a modified counterpart of cyclic extrusion-compression (CEC). Mater Sci Eng A. 2011;528(25):7537–40.
Ensafi M, Faraji G, Abdolvand H. Cyclic extrusion compression angular pressing (CECAP) as a novel severe plastic deformation method for producing bulk ultrafine grained metals. Mater Lett. 2017;197:12–6.
Eftekhari M, et al. Processing and characterization of nanostructured Grade 2 Ti processed by combination of warm isothermal ECAP and extrusion. Mater Sci Eng A. 2017;703:551–8.
Fattah-alhosseini A, et al. An Investigation of mechanical properties in accumulative roll bonded nano-grained pure titanium. Mater Sci Eng A. 2017;688:218–24.
Edalati K, Horita Z. A review on high-pressure torsion (HPT) from 1935 to 1988. Mater Sci Eng A. 2016;652:325–52.
Chen Y, et al. Fabrication of bulk UFG magnesium alloys by cyclic extrusion compression. J Mater Sci. 2007;42(17):7601–3.
Pardis N, et al. Microstructure, texture and mechanical properties of cyclic expansion–extrusion deformed pure copper. Mater Sci Eng A. 2015;628:423–32.
Mesbah M, Faraji G, Bushroa AR. Characterization of nanostructured pure aluminum tubes produced by tubular channel angular pressing (TCAP). Mater Sci Eng A. 2014;590:289–94.
Eftekhari M, et al. Hot tensile deformation behavior of Mg-Zn-Al magnesium alloy tubes processed by severe plastic deformation. J Alloy Compd. 2018;742:442–53.
Farshidi MH, Kazeminezhad M, Miyamoto H. Microstructrual evolution of aluminum 6061 alloy through tube channel pressing. Mater Sci Eng A. 2014;615:139–47.
Babaei A, Mashhadi M, Jafarzadeh H. Tube cyclic expansion-extrusion (TCEE) as a novel severe plastic deformation method for cylindrical tubes. J Mater Sci. 2014;49(8):3158–65.
Tóth L, et al. Severe plastic deformation of metals by high-pressure tube twisting. Scripta Mater. 2009;60(3):175–7.
Mohebbi M, Akbarzadeh A. Accumulative spin-bonding (ASB) as a novel SPD process for fabrication of nanostructured tubes. Mater Sci Eng A. 2010;528(1):180–8.
Babaei A, Mashhadi M. Tubular pure copper grain refining by tube cyclic extrusion–compression (TCEC) as a severe plastic deformation technique. Prog Nat Sci Mater Int. 2014;24(6):623–30.
Samadpour F, et al. Hydrostatic cyclic expansion extrusion (HCEE) as a novel severe plastic deformation process for producing long nanostructured metals. Mater Sci Eng A. 2018;718:412–7.
Savarabadi MM, Faraji G, Zalnezhad E. Hydrostatic tube cyclic expansion extrusion (HTCEE) as a new severe plastic deformation method for producing long nanostructured tubes. J Alloy Compd. 2019;785:163–8.
Jamali S, Faraji G, Abrinia K. Hydrostatic radial forward tube extrusion as a new plastic deformation method for producing seamless tubes. Int J Adv Manuf Technol. 2017;88(1–4):291–301.
Song Y, et al. Mechanical properties of copper after compression stage of high-pressure torsion. Mater Sci Eng A. 2011;528(13–14):4840–4.
An X, et al. Enhanced cyclic deformation responses of ultrafine-grained Cu and nanocrystalline Cu–Al alloys. Acta Mater. 2014;74:200–14.
Savarabadi MM, Faraji G, Eftekhari M. Microstructure and mechanical properties of the commercially pure copper tube after processing by hydrostatic tube cyclic expansion extrusion (HTCEE). Metals Mater Int. 2019;2019:1–15.
Fata A, et al. Enhanced hot tensile ductility of Mg-3Al-1Zn alloy thin-walled tubes processed via a combined severe plastic deformation. J Mater Eng Perform. 2018;27(5):2330–7.
Purcek G, et al. Microstructure and mechanical behavior of UFG copper processed by ECAP following different processing regimes. Phil Mag. 2012;92(6):690–704.
Faraji G, et al. TEM analysis and determination of dislocation densities in nanostructured copper tube produced via parallel tubular channel angular pressing process. Mater Sci Eng A. 2013;563:193–8.
Chengpeng W, Fuguo L, Jinghui L. Producing thin-walled tube of pure copper by severe plastic deformation of shear extrusion. Rare Metal Mater Eng. 2015;44(10):2391–5.
Bagherpour E, et al. Nanostructured pure copper fabricated by simple shear extrusion (SSE): a correlation between microstructure and tensile properties. Mater Sci Eng A. 2017;679:465–75.
Wei KX, et al. Effect of deep cryogenic treatment on microstructure and properties of pure copper processed by equal channel angular pressing. Adv Eng Mater. 2019;21(7):1801372.
Li J, et al. Experimental study on pure copper subjected to different severe plastic deformation modes. Mater Sci Eng A. 2016;656:142–50.
Edalati K, et al. Equal-channel angular pressing and high-pressure torsion of pure copper: evolution of electrical conductivity and hardness with strain. Mater Trans. 2012;53(1):123–7.
Alawadhi MY, et al. Direct influence of recovery behaviour on mechanical properties in oxygen-free copper processed using different SPD techniques: HPT and ECAP. J Market Res. 2017;6(4):369–77.
Kashi HT, et al. Microstructure and mechanical properties of the ultrafine-grained copper tube produced by severe plastic deformation. Iran J Mater Sci Eng. 2017;14(2):32–40.
Bagherpour E, et al. Microstructure quantification of ultrafine grained pure copper fabricated by simple shear extrusion (SSE) technique. Mater Sci Eng A. 2016;674:221–31.
Miyajima Y, et al. Dislocation density of pure copper processed by accumulative roll bonding and equal-channel angular pressing. Mater Charact. 2015;104:101–6.
Zhu C, et al. Microstructure and strength of pure Cu with large grains processed by equal channel angular pressing. Mater Des (1980–2015). 2013;52:23–9.
Shaarbaf M, Toroghinejad MR. Nano-grained copper strip produced by accumulative roll bonding process. Mater Sci Eng A. 2008;473(1–2):28–33.
Tavakkoli V, et al. Severe mechanical anisotropy of high-strength ultrafine grained Cu–Zn tubes processed by parallel tubular channel angular pressing (PTCAP). Mater Sci Eng A. 2015;625:50–5.
Huang X, Kamikawa N, Hansen N. Strengthening mechanisms in nanostructured aluminum. Mater Sci Eng A. 2008;483:102–4.
Hosseini SA, Manesh HD. High-strength, high-conductivity ultra-fine grains commercial pure copper produced by ARB process. Mater Des. 2009;30(8):2911–8.
Brown TL, et al. A study of the interactive effects of strain, strain rate and temperature in severe plastic deformation of copper. Acta Mater. 2009;57(18):5491–500.
Fattah-Alhosseini A, et al. Microstructural evolution, mechanical properties, and strain hardening behavior of ultrafine grained commercial pure copper during the accumulative roll bonding process. Mater Sci Eng A. 2016;650:8–14.
Lanjewar H, et al. Severe plastically deformed commercially pure aluminum: Substructure, micro-texture and associated mechanical response during uniaxial tension. Mater Sci Eng A. 2019;764:138195.
Moradpour M, et al. Finite element modeling and experimental validation of CGP classical and new cross routes for severe plastic deformation of an Al-Mg alloy. J Manuf Process. 2019;37:348–61.
Bahadori SR, Dehghani K, Bakhshandeh F. Microstructure, texture and mechanical properties of pure copper processed by ECAP and subsequent cold rolling. Mater Sci Eng A. 2013;583:36–42.
Lugo N, et al. Microstructures and mechanical properties of pure copper deformed severely by equal-channel angular pressing and high pressure torsion. Mater Sci Eng A. 2008;477(1–2):366–71.
Edalati K, Fujioka T, Horita Z. Microstructure and mechanical properties of pure Cu processed by high-pressure torsion. Mater Sci Eng A. 2008;497(1–2):168–73.
Salimyanfard F, et al. EBSD analysis of nano-structured copper processed by ECAP. Mater Sci Eng A. 2011;528(16–17):5348–55.
Ebrahimi M, Djavanroodi F. Experimental and numerical analyses of pure copper during ECFE process as a novel severe plastic deformation method. Prog Nat Sci Mater Int. 2014;24(1):68–74.
Babaei A, et al. Repetitive forging (RF) using inclined punches as a new bulk severe plastic deformation method. Mater Sci Eng A. 2012;558:150–7.
Kocich R, et al. Twist channel angular pressing (TCAP) as a method for increasing the efficiency of SPD. Mater Sci Eng A. 2010;527(23):6386–92.
Shamsborhan M, Ebrahimi M. Production of nanostructure copper by planar twist channel angular extrusion process. J Alloy Compd. 2016;682:552–6.
Faraji G, Kim H. Review of principles and methods of severe plastic deformation for producing ultrafine-grained tubes. Mater Sci Technol. 2017;33(8):905–23.
Azimi A, et al. Mechanical properties and microstructural evolution during multi-pass ECAR of Al 1100–O alloy. Mater Des. 2012;42:388–94.
Hansen N. Hall-Petch relation and boundary strengthening. Scripta Mater. 2004;51(8):801–6.
Jamaati R, Toroghinejad MR. Effect of stacking fault energy on mechanical properties of nanostructured FCC materials processed by the ARB process. Mater Sci Eng A. 2014;606:443–50.
Jafarzadeh H, Abrinia K. Fabrication of ultra-fine grained aluminium tubes by RTES technique. Mater Charact. 2015;102:1–8.
Deng J, et al. Hot tensile deformation and fracture behaviors of AZ31 magnesium alloy. Mater Des. 2013;49:209–19.
Acknowledgements
This work was supported by Iran National Science Foundation (INSF).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Eftekhari, M., Faraji, G. & Bahrami, M. Processing of commercially pure copper tubes by hydrostatic tube cyclic extrusion–compression (HTCEC) as a new SPD method. Archiv.Civ.Mech.Eng 21, 120 (2021). https://doi.org/10.1007/s43452-021-00272-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-021-00272-w