
Abstract
In this work, the effect of the sonification time on the stability of styrene and styrene/butyl acrylate (50/50) miniemulsions was investigated by centrifugation. Octadecyl methacrylate (ODMA) miniemulsion was used as a comparative system owing to its degradation by monomer diffusion being minimum. The droplet and particle size distributions were also evaluated by capillary hydrodynamic fractionation (CHDF) and dynamic light scattering (DLS) for the various sonification times. For the styrene/butyl acrylate miniemulsions, the most stable were those formed with the shortest sonification times tested, 1 and 2 min. For the styrene miniemulsions, longer sonification times were required than for the styrene/butyl acrylate miniemulsions and the most stable sample was formed by the use of 4 min of sonification. It was observed that larger droplets (300 to 1000 nm) were formed at shorter sonification times, although the numbers of these were reduced significantly after polymerization owing to monomer diffusion from these larger “reservoir” droplets to the smaller droplets and particles.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The miniemulsion polymerization technique combines many attractive characteristics of conventional emulsion polymerization (i.e., no solvents, ease of temperature control, compartmentalization of free radicals in the polymer particles, which can affect simultaneous high polymerization rates and high molecular weight polymers) with the possibility of using water-insoluble reagents in the dispersed phase (El-Aasser and Miller 1997; Asua 2002). Therefore, this technique allows the preparation of structured particles, such as hollow nanoparticles, encapsulated inorganic solids, dispersed polymers with well-defined microstructure, highly hydrophobic latexes that form more water-resistant films, and others with unique characteristics and with great commercial interest.
Miniemulsions are comprised of relatively stable oil droplets (e.g., monomer), which can range in size from 50 to 500 nm, and are normally dispersed in an aqueous phase with the aid of a surfactant and a costabilizer (El-Aasser and Miller 1997). Because of the difficulty of implementing monitoring techniques to measure monomer droplets size during the polymerization reaction, many studies on miniemulsion stability have been carried out prior to or without the polymerization reaction.
As the droplets are being formed, the miniemulsions can begin to degrade as a result of monomer diffusion, costabilizer diffusion, sedimentation or creaming and droplets coalescence (Higuchi and Misra 1962; Webster and Cates 1998; Capek 2004; Tauer 2005). However, variables including the type and concentration of the costabilizer and surfactant, type and duration of homogenization, dispersed phase content, among others, contribute to the miniemulsion stability (Asua 2002). Delgado et al. (1986) reported in their studies that the miniemulsion stability in ultracentrifugation experiments was increased when the concentrations of the costabilizer and the surfactant were increased. Miller et al. (Miller et al. 1994, 1995a, b, c) and Blythe et al. (Blythe et al. 1999c, a, b, 2000) observed that the presence of a small amount of polymer in the miniemulsion droplets helped to preserve these monomer droplets, enhancing droplet nucleation and, thus, leading to the formation of a higher number of polymer particles and higher reaction rates. Huang et al. (2006) concluded through centrifugation studies of styrene/hexadecane miniemulsions, that 1 min of sonification produced the most stable miniemulsions as determined by the degree of monomer separation upon centrifugation and this stability decreased with increased sonification time (tested up to 10 min). This miniemulsion was characterized in terms of average droplet size (volume-average: Dv) by soap titration; at 158 nm, it was approximately two times the average size of the droplets produced with 10 min of sonification. According to the authors, this condition occurs because the surface of the droplets, obtained with 1 min of sonification, possess greater coverage by the surfactant. The surfactant coverage was estimated to be 30% for 1 min of sonification as compared to only 15% reached after 10 min of sonification owing to the smaller droplet size of the latter. Lower surface coverage can lead to increased collisional instability of the droplets and can also contribute to increased diffusional instability by the increased droplet/water interfacial tension. Diffusional and/or collisional instability of miniemulsion droplets can lead to not only changes in the droplet size distribution, but also in the compositional distribution in a two-components miniemulsion system, such as those typically used in encapsulation and other miniemulsion applications. Therefore, stability studies are considered important for the technological development and application of miniemulsions in industry.
The objective of this work was to study the effect of the sonification time on the stability of styrene and styrene/butyl acrylate (50/50) miniemulsions as determined by centrifugation, using octadecyl methacrylate (ODMA) miniemulsions (considered ‘ideal’) for comparison. In addition, final polystyrene particle size distributions measured by capillary hydrodynamic fractionation (CHDF) and averages obtained by dynamic light scattering (DLS) were compared to the droplet size distributions and averages of the respective original styrene miniemulsions.
Experimental
Materials
Styrene, butyl acrylate and octadecyl methacrylate (ODMA) (all three from Aldrich) were repeatedly washed (3–7 times) with 10% aqueous NaOH, followed by deionized water and then dried over anhydrous sodium sulfate (Na2SO4) (Fisher Scientific) before being used. Sodium lauryl sulfate (SLS) (Fisher Scientific), hexadecane (Aldrich) and polystyrene (PS) (Innova S.A.; Mw = 175,000 g/mol), as well as potassium persulfate (K2S2O8) (Aldrich) and sodium bicarbonate (NaHCO3) were used as received. Deionized water was used in all experiments.
Miniemulsion preparation and polymerization
The general procedure used for preparing the miniemulsions is described below following the formulations shown in Tables 1 and 2. The aqueous phase, composed of surfactant (SLS) and deionized water, was prepared by magnetic stirring for 15 min. The oil phase was composed of monomer and hexadecane and in the case of styrene and styrene/butyl acrylate miniemulsions also of a small amount (1 wt% in relation to monomer) of polystyrene was included to help to preserve monomer droplets and therewith enhance droplet nucleation (Miller et al. 1994, 1995a, b, c; El-Aasser and Miller 1997; Blythe et al. 1999c, a, b, 2000). In these cases, the PS was dissolved in the monomer prior to the addition of hexadecane. The aqueous and oil phases were mixed with a magnetic stirrer (~ 400 rpm for 15 min) to form a coarse emulsion. The miniemulsion (around 187 g) was formed using a sonifier (Model 450, with ¾” horn, Branson Ultrasonics) of the mixture in a cylindrical reinforced borosilicate glass container with 6 cm in diameter by 10 cm in height, with a volumetric capacity of 250 mL at an output power of 7 (280 watts) and 60% duty cycle, in an ice bath.
After preparing the miniemulsion, the initiator (K2S2O8) was dissolved in a small aliquot of the formulation and added under stirring. 120 mL bottles containing the miniemulsions were purged with nitrogen, sealed, and placed in the polymerization unit where they were left to react for 4 h at 70 °C with end-over-end rotation at 40 rpm.
Miniemulsion stability
The stabilities of the styrene, styrene/butyl acrylate and ODMA miniemulsions were studied by centrifugation. The miniemulsions were prepared by varying the sonification time from 1 to 10 min, using the recipe shown in Table 1, and then centrifuged (IEC HT; Damon/IEC Division) (10,000 rpm for 20 min) at ambient temperature. Following centrifugation, the test tube was promptly photographed and any oil layer (delimited in red in Fig. 1) situated at the sample´s top was extracted using a syringe and subsequently weighed. The stability of the miniemulsions was analyzed in terms of the amount of the oil phase that was present as the oil layer in comparison to the total oil phase present in the initial formulation. This methodology followed that described by Huang et al. (2006), where the relative stability of styrene/hexadecane miniemulsions containing a RAFT (reversible addition fragmentation chain transfer) agent for controlled radical polymerization was measured. The reproducibility of measurements was assessed based on three parallel measurements, with the standard deviation for the quantity of the oil phase found to be below 5%, indicating the reliability of the results.

Centrifuged (10,000 rpm for 20 min) styrene/butyl acrylate (50/50) miniemulsion samples prepared with different sonification times (1, 2, 4, 6, 8, and 10 min) at an output power of 7 (280 watts) and 60% duty cycle
Droplet and particle size distributions
Droplet size distributions and polymer particle size distributions were measured by capillary hydrodynamic fractionation (CHDF). To accomplish and optimize these measurements, two CHDF models were used. A specially modified CHDF model 1100 (MATEC Applied Sciences) was used to measure the droplets size distributions (Casey et al. 2014) while a CHDF model 2000 (MATEC Applied Sciences) was used to measure particles size distributions, both with C-202 Cartridge. The CHDF model 1100 was calibrated and operated with the eluent saturated with the monomer to avoid the dissolution of the monomer droplets. Latex samples were diluted to 4 wt%, using 1 part of the sample in 4 parts of monomer-saturated eluent containing proprietary surfactants as supplied by the equipment manufacturer. For the measurements effected in the CHDF 2000 (polymer particle distributions), the diluted latex samples were filtered with a 5 μm filter before being injected into the instrument. Average droplet and particle sizes were also measured by dynamic light scattering (DLS, NICOMP, Model 370; Particle Sizing Systems). The samples were diluted in water saturated with monomer and the used surfactant.
Calculation of the surfactant concentration in the aqueous phase
The surfactant can be present at various loci: adsorbed on the surface of the monomer droplets and polymer particles, dissolved in the water and, in the form of micelles, if present in sufficient quantity. The concentration of emulsifier in the aqueous phase (dissolved and in micelles) was calculated via Eq. 1:
where [E]T is the total concentration of surfactant (adsorbed on the surface of the monomer droplets and polymer particles, dissolved in the water and as micelles). The second term of the equation on the right-hand side represents the amount of surfactant adsorbed on the particles, where Vaq is the volume of the aqueous phase and apT is the total surface area of the dispersed phase (particles or droplets):
where Dv is the volume-average particle (or droplet) diameter and Np the number concentration. as is the surface area covered by a molecule of the surfactant at saturation. For the surfactant SLS stabilizing styrene droplets containing 4 wt% of hexadecane, as is 71.2 Å2/molecule, as measured by Erdem et al. (Erdem et al. 2000). For polystyrene particles stabilized with SLS, as has been reported to be 44.0 Å2/molecule, as reported in the literature (Colombié et al. 2000) but can be as large as 61.3 Å2/molecule as reported by another source (Brandrup et al. 1999). At the beginning of the polymerization reactions, when the monomer concentration is high, a value of as for monomer droplets with 4 wt% of hexadecane was used (as = 71.2 Å2/molecule = 4.29 × 109 cm2/mol (Erdem et al. 2000)). It is important to highlight that the use of Dv for the calculations of apT and Np was due to the availability of only the data of Dn, Dv and Dw provided by the equipment, making it impossible to calculate Ds. In this way, Dv was used because it is expected to be the closest to Ds.
The particle (or droplet) number was calculated using Eq. 3:
where Mmw, Mpw and Mcw are the initial monomer, polymer and costabilizer to water ratios, x is the conversion, and ρp, ρm and ρc are the polymer (1.05 g/cm3), monomer (0.905 g/cm3) and costabilizer (0.77 g/cm3) densities.
Results and discussion
Styrene, styrene/butyl acrylate (50/50) and octadecyl methacrylate (ODMA) miniemulsions were prepared according to the recipes shown in Table 1. ODMA miniemulsions were used as a comparative system for this study, once ODMA possesses a minimum degradation by monomer diffusion and very low solubility in water (Casey et al. 2014), being considerably lower than that of styrene (0.0043 mol/L) and butyl acrylate (0.0062 mol/L) at 50 °C (Gilbert 1995). The relative stability of these miniemulsions was inferred from the amount of oil phase separated by centrifugation at 10,000 rpm for 20 min (Huang et al. 2006).
Figure 1 shows pictures of test tubes after centrifugation of styrene/butyl acrylate miniemulsions prepared with different sonification times (1, 2, 4, 6, 8, and 10 min) at an output power of 7 (280 watts) and 60% duty cycle. For this monomer system (styrene/butyl acrylate (50/50)), all miniemulsions showed some monomer separated as an oil layer and that increasing the sonification time above 2 min led to an increase in the amount of the oil layer (Fig. 2). The observed white layer on the upper part of the vial consists of miniemulsion droplets that have risen under the action of the centrifugal field (creaming).

Weight percentage of the monomer separated as an oil layer by centrifugation as a function of sonification time for styrene/butyl acrylate and styrene miniemulsions
The wt% of the separated oil layer in relation to the total oil phase is shown in Fig. 2 for styrene and styrene/butyl acrylate (50/50) miniemulsions. In the case of the ODMA miniemulsions, owing to the insignificant solubility of this monomer in water, no oil layer was observed after centrifugation for any of the evaluated sonification times. For the styrene and styrene/butyl acrylate (50/50) miniemulsions, the most stable samples were formed by applying respectively, 4 and 2 min of sonification, showing the smallest amounts of separated oil phase. In addition, whereas for the styrene miniemulsions, the greatest oil separation was observed for 1 min of sonification (lowest evaluated sonification time), in the case of the styrene/butyl acrylate (50/50), the greatest oil separation was found with 10 min of sonification (highest evaluated sonification time). The considerably poorer stability of the styrene miniemulsion compared to the styrene/butyl acrylate (50/50) miniemulsion, both prepared with 1 min sonification, may be attributed to the greater difficulty in dispersing the former in the aqueous phase owing to the higher oil/water interfacial tension of styrene (31.9 mN/m at 25 °C) (Dong and Sundberg 2003) compared to that of butyl acrylate (17.5 mN/m at 25 °C) (Dong and Sundberg 2003).
The presence of the separated oil phase after the centrifugation of the styrene and styrene/butyl acrylate (50/50) miniemulsions suggests the importance of the diffusional stability and its efficient combination with the colloidal stability mechanism. It was observed that the increase of the sonification time resulted in larger amounts of small droplets, as shown in Fig. 3, enhancing in this way the total surface area. In using the same surfactant concentration for all miniemulsions (10 mM), it cannot be expected that this be sufficient to cover and stabilize different amounts of droplets, with varied sizes and consequently, distinct total surface areas. Therefore, the increase of the sonification time can produce droplets with smaller diameters (greater interfacial area) and, in this way, with a lower percent of surfactant coverage, as discussed by Huang et al. (2006). In this way, miniemulsion stability can be increased by the manipulation of the sonification time to reach the optimum relationship between the droplet size and the surfactant coverage.

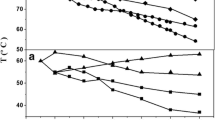
DLS weight-average droplet size (Dw, nm) of styrene/butyl acrylate, styrene, and ODMA miniemulsions as function of sonification time at an output power of 7 (280 watts) and 60% duty cycle
As can be observed in Table 3, for 2 min of sonification of the styrene miniemulsion, 33% of the surface of the droplets was covered by the surfactant, whereas for 10 min of sonification only 23% was covered. These results are in good agreement with those of Huang et al. (2006) (30% surfactant coverage for styrene/hexadecane miniemulsions sonified for 1 min and with volume-average droplet size (Dv) by soap titration of 158 nm compared to 15% coverage of droplets with approximately half this size obtained after 10 min of sonification).
It is important to mention that this calculation considers that all droplets possess the same size, which is clearly not the case. This could contribute to the finding that the styrene miniemulsion with the highest coverage of the droplets by the surfactant (lowest sonification time, Table 3), did not show the highest stability in the centrifugation studies (Fig. 2). To elucidate further this aspect, the droplet size distributions of the styrene miniemulsions and the particle size distributions after polymerization were measured by CHDF.
Figure 4 shows droplet size distributions (CHDF) of styrene miniemulsions prepared with varying sonification times (2, 4, 6, 8 and 10 min) using the recipe shown in Table 2. As can be seen in Fig. 4, the distributions appear to be multimodal with multiple peaks and shoulders. In general, as the sonification time increases, the droplet size distributions become narrower as seen by the disappearance of the large-droplet-size tail. This behavior can be better observed when the output signal data (raw data) of each measurement is plotted (Fig. 5). The very broad droplet size distribution for 2 min sonification shows that it was not sufficient to prepare a stable miniemulsion with this recipe. The increase of sonification time, on the other hand, besides reducing the large-particle-size tail, also reduces the percentage of the droplet surface covered by surfactant (Table 3) and may therefore favor miniemulsion degradation by coalescence. In this way, the minimization of both degradation mechanisms, monomer diffusion (owing to the narrower size distribution obtained compared to that with 2 min sonification) and droplet coalescence (owing to the higher surfactant coverage compared to sonification times above 4 min), explains why 4 min sonification led to the formation of the most stable styrene miniemulsion (smallest top oil layer in Fig. 2) as determined by centrifugation Table 4.

Droplets size distributions of the styrene miniemulsions prepared with different sonification times at an output power of 7 (280 watts) and 60% duty cycle as determined by Capillary Hydrodynamic Fractionation

Output signal versus time of the capillary hydrodynamic fractionation analysis of the styrene miniemulsions prepared with different sonification times at an output power of 7 (280 watts) and 60% duty cycle
With the aim of evaluating the average sizes and size distributions of the particles produced by the polymerization of styrene miniemulsions prepared with different sonification times, the samples were submitted to polymerization reactions as described in the experimental section. The final particles were measured by CHDF and DLS techniques. For sonification times above 4 min, particle size averages measured by CHDF, reported in Table 5 and Fig. 6, show a good agreement with the droplet size averages of the styrene miniemulsions. This agreement is poorer for the DLS averages, as seen in Table 4 and Fig. 6.

Average sizes of styrene miniemulsion droplets and resulting particles as function of sonification time (output power of 7 and 60% duty cycle). a Droplets (DLS), b Particles (DLS), c Droplets (CHDF), d Particles (CHDF)
Comparing both measurement techniques, DLS and CHDF, the weight-average diameter (Dw) which, among the averages shown, is the closest to the intensity-average diameter measured by DLS, showed the best correspondence. In addition, it is important to keep in mind that a small size reduction from droplets to particles is expected owing to the higher density of the polymer (1.05 g/cm3) in comparison to the monomer (0.905 g/cm3). The ratio of the number of final polymer particles and initial monomer droplets (Np/Nd) is presented in Table 6, both calculated using Eq. (3) based on the respective volume-average diameters (Dv).
For lower sonification times, for example, 2 min, the average particle sizes decreased more intensively in relation to the droplets. This behavior suggests that, in this case, other “unwanted” nucleation mechanisms (i.e., micellar and/or homogeneous nucleation) might be occurring besides droplet nucleation. The analysis of the complete droplet and particle size distributions may help to provide more information.
As can be seen in Fig. 7, sonification times from 4 to 10 min resulted in similar polymer particle size distributions with particles below 200 nm and a slight tendency towards smaller particles with the increase of the sonification time. In contrast, the distribution of polymer particles after the polymerization of the styrene miniemulsion sonified for 2 min shows a number of peaks for particles of considerably larger diameter between 250 and 820 nm.

Polymer particle size distributions after the polymerization of styrene miniemulsions prepared under varying sonification times (output power of 7 and 60% duty cycle) measured by Capillary Hydrodynamic Fractionation (CHDF)
Figure 8 compares the droplet size distributions of styrene miniemulsions prepared with varying sonification times (2 to 10 min) with the corresponding polymer particle size distributions after the polymerization. The most pronounced difference may be observed for the styrene miniemulsion prepared with 2 min of sonification. In this case, the huge tail of larger droplets observed in the droplet size distribution decreases considerably in the particle size distribution and the primary maximum of the distribution is also shifted towards smaller particles. It is interesting to observe, though, that the small droplet/particle shoulder does not increase significantly after polymerization, as would be expected if the decrease of the average size from droplets to particles observed in Fig. 8 and Tables 4 and 5 was to be attributed to the significant occurrence of other particle nucleation mechanisms besides droplet nucleation. According to Casey (2009), when the initial miniemulsion droplets are larger and with a broader distribution than the final polymer particles, this indicates that besides the polymerized droplets, larger droplets exist and act as monomer reservoirs for the reaction sites, supplying monomer via diffusion. This explains the decrease of the tail of big droplets/particles after polymerization observed in Fig. 8 for 2 min sonification time.

Comparison between droplet size and polymer particle size distributions after the polymerization of styrene miniemulsions prepared with varying sonification times (output power of 7 (280 watts) and 60% duty cycle) determined by Capillary Hydrodynamic Fractionation (CHDF)
For sonification times equal to or above 4 min, the polymer particle size distribution, in the same way as shown for the averages, had the same trend presented by the droplet size distribution, including the shoulder of smaller particles around 50 nm. This is an indication that in these styrene miniemulsions (prepared with 3.5 wt.% of hexadecane, 1.0 wt.% of polystyrene, and 10 mM of SLS) when the sonification time was 4 min or greater, nucleation mechanisms other than droplet nucleation had only a minor importance and monomer diffusion among droplets was less pronounced. This agrees with the findings of Blythe et al. (1999c, a, b, 2000) on enhanced droplet nucleation in miniemulsion polymerization with added polymer Table 6.
Conclusions
The relative stabilities of styrene, styrene/butyl acrylate, and ODMA miniemulsions were evaluated by centrifugation. For the ODMA miniemulsions, used as “the ideal” system for this study owing to its insignificant solubility in water, no oil separation was observed in any of the evaluated miniemulsions prepared with different sonification times. Among the styrene/butyl acrylate miniemulsions, the most stable were those formed with the smallest tested sonification times, 1 and 2 min. Further increasing the sonification time led to the formation of less stable miniemulsions owing to the smaller droplet size. Hence, the higher droplet surface area resulted in a lower percent coverage of the droplets by the surfactant, since the same surfactant concentration was used for all miniemulsions. In the case of the styrene miniemulsions, on the other hand, higher sonification times were required than for the styrene/butyl acrylate miniemulsions and the most stable sample was formed by the use of 4 min of sonification. And lower sonification times, besides resulting in higher amounts of the separated oil layer by centrifugation, also resulted in droplet size distributions (measured by CHDF) with a significant tail of larger droplets (between 300 and 1000 nm) whose amount was reduced drastically after polymerization owing to monomer diffusion from these monomer “reservoir” droplets to the growing polymer particles (polymerization loci). In addition, for sonification times above 4 min, the polystyrene particle size distributions showed a fair agreement with the droplet size distributions of the original styrene miniemulsions. It is important to mention, though, that these results are case specific and that the enhanced droplet nucleation, due to the use of 1 wt% of polystyrene in the miniemulsion, contributed to these results.
Data availability
The datasets utilized and/or analyzed in the current study can be made available by the corresponding author upon a reasonable request.
References
Asua JM (2002) Miniemulsion polymerization. Prog Polym Sci 27:1283–1346. https://doi.org/10.1016/S0079-6700(02)00010-2
Blythe PJ, Morrison BR, Mathauer KA, Sudol ED, El-Aasser MS (1999a) Enhanced droplet nucleation in styrene miniemulsion polymerization. 1. effect of polymer type in sodium lauryl sulfate/cetyl alcohol miniemulsions. Macromolecules 32:6944–6951. https://doi.org/10.1021/ma981975v
Blythe PJ, Klein A, Sudol ED, El-Aasser MS (1999b) Enhanced droplet nucleation in styrene miniemulsion polymerization. 2. polymerization kinetics of homogenized emulsions containing predissolved polystyrene. Macromolecules 32:6952–6957. https://doi.org/10.1021/ma981976n
Blythe PJ, Klein A, Sudol ED, El-Aasser MS (1999c) Enhanced droplet nucleation in styrene miniemulsion polymerization. 3. effect of shear in miniemulsions that use cetyl alcohol as the cosurfactant. Macromolecules 32:4225–4231. https://doi.org/10.1021/ma981977f
Blythe PJ, Morrison BR, Mathauer KA, Sudol ED, El-Aasser MS (2000) Polymerization of miniemulsions containing predissolved polystyrene and using hexadecane as costabilizer. Langmuir 16:898–904. https://doi.org/10.1021/la990126d
Brandrup J, Immergut EH, Grulke EA (1999) Polymer handbook, 4th edn. John Wiley & Sons, New York
Capek I (2004) Degradation of kinetically-stable o/w emulsions. Adv Colloid Interface Sci 107:125–155. https://doi.org/10.1016/S0001-8686(03)00115-5
Casey MB, Sudol ED, El-Aasser MS (2014) Evolution of droplet size distribution and composition in miniemulsions. J Polym Sci Part A Polym Chem 52:1529–1544. https://doi.org/10.1002/pola.27146
Casey MB (2009) Study of monomer droplet behavior in miniemulsions. Ph.D. Thesis, Lehigh University, Bethlehem, PA
Colombié D, Landfester K, Sudol ED, El-Aasser MS (2000) Competitive adsorption of the anionic surfactant SLS and the nonionic surfactant triton X-405 on polystyrene latex particles. Langmuir 16:7905–7913. https://doi.org/10.1021/la9915825
Delgado J, El-Aasser MS, Vanderhoff JW (1986) Miniemulsion copolymerization of vinyl acetate and butyl acrylate. I. differences between the miniemulsion copolymerization and the emulsion copolymerization processes. J Polym Sci Part A Polym Chem 24:861–874. https://doi.org/10.1002/pola.1986.080240505
Dong Y, Sundberg DC (2003) Estimation of polymer/water interfacial tensions: hydrophobic homopolymer/water interfaces. J Colloid Interface Sci 258:97–101. https://doi.org/10.1016/S0021-9797(02)00060-7
El-Aasser MS, Miller CM (1997) Preparation of latexes using miniemulsions. In: Asua JM (ed) Polymeric dispersions: principles and applications. Springer, Netherlands, Dordrecht, pp 109–126
Erdem B, Sudol ED, Dimonie VL, El-Aasser MS (2000) Encapsulation of inorganic particles via miniemulsion polymerization. II. preparation and characterization of styrene miniemulsion droplets containing TiO2 particles. J Polym Sci Part A Polym Chem 38:4431–4440. https://doi.org/10.1002/1099-0518(20001215)38:24%3c4431::AID-POLA120%3e3.0.CO;2-Y
Gilbert RG (1995) Emulsion polymerization: a mechanistic approach. Academic Press, London
Higuchi WI, Misra J (1962) Physical degradation of emulsions via the molecular diffusion route and the possible prevention thereof. J Pharm Sci 51:459–466. https://doi.org/10.1002/jps.2600510514
Huang X, Sudol ED, Dimonie VL, Anderson CD, El-Aasser MS (2006) Stability in styrene/HD miniemulsions containing a RAFT agent. Macromolecules 39:6944–6950. https://doi.org/10.1021/ma060789j
Miller CM, Blythe PJ, Sudol ED, Silebi CA, El-Aasser MS (1994) Effect of the presence of polymer in miniemulsion droplets on the kinetics of polymerization. J Polym Sci Part A Polym Chem 32:2365–2376. https://doi.org/10.1002/pola.1994.080321217
Miller CM, Sudol ED, Silebi CA, El-Aasser MS (1995a) Polymerization of miniemulsions prepared from polystyrene in styrene solutions. 1. Benchmarks Limits Macromol 28:2754–2764. https://doi.org/10.1021/ma00112a022
Miller CM, Sudol ED, Silebi CA, El-Aasser MS (1995b) Polymerization of miniemulsions prepared from polystyrene in styrene solutions. 2. Kinet Mech Macromol 28:2765–2771. https://doi.org/10.1021/ma00112a023
Miller CM, Sudol ED, Silebi CA, El-Aasser MS (1995c) Polymerization of miniemulsions prepared from polystyrene in styrene solutions. 3. potential differences between miniemulsion droplets and polymer particles. Macromolecules 28:2772–2780. https://doi.org/10.1021/ma00112a024
Tauer K (2005) Stability of monomer emulsion droplets and implications for polymerizations therein. Polymer (guildf) 46:1385–1394. https://doi.org/10.1016/j.polymer.2004.11.062
Unzueta E, Forcada J (1997) Modeling the effect of mixed emulsifier systems in emulsion copolymerization. J Appl Polym Sci 66:445–458. https://doi.org/10.1002/(SICI)1097-4628(19971017)66:3%3c445::AID-APP4%3e3.0.CO;2-P
Webster AJ, Cates ME (1998) Stabilization of emulsions by trapped species. Langmuir 14:2068–2079. https://doi.org/10.1021/la9712597
Acknowledgements
The authors acknowledge with great appreciation the financial support from the Brazil’s National Council for Scientific and Technological Development – CNPQ, the Brazil’s Coordination for the Improvement of Higher Education Personnel – CAPES, from Federal University of Santa Catarina – UFSC, and the additional financial support from the Emulsion Polymers Liaison Program.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
da Laqua, L.A.C., Alves, J.L.F., Mumbach, G.D. et al. Miniemulsions: droplet size and stability versus final particle size. Braz. J. Chem. Eng. (2024). https://doi.org/10.1007/s43153-024-00445-z
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43153-024-00445-z